

X координата X кутової точки, при якій виточується канавка.
Z координата Z кутові точки, при якій виточується канавка.
К параметр канавки; за адресою К керування розпізнає, яка виточка повинна бути виконана:
якщо К не програмується: канавка форми Е;
вводиться К = 0: канавка форми F;
якщо К більше 0: канавка під різьбу.
Виточка створюється залежно від діаметра виробу в запрограмованій кутовій точці з наступними розмірами:
Діаметр X |
f |
г |
tl |
t2 (тільки форма F) |
до 18мм 18 до 80мм більше 80мм |
2 2,5 4 |
0,6 0,6 1 |
0,25 0,35 0,45 |
0,1 0,2 0,3 |
f - довжина,
г - радіус,
tl - глибина,
t2 - припуск на обробку (тільки для форми F).
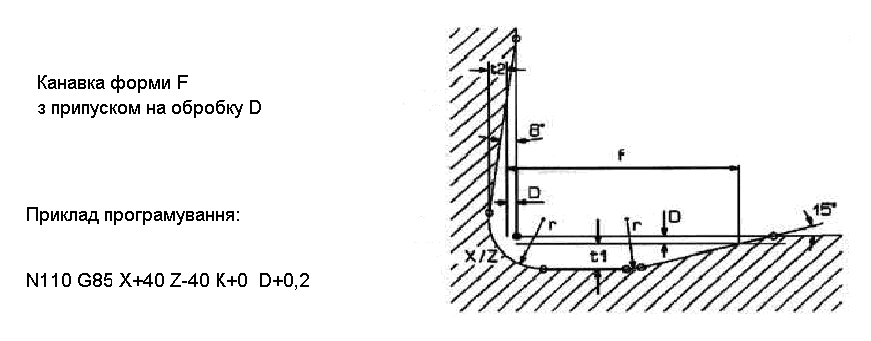
Рисунок G85.3 канавка переміщується на розмір D в напрямку Х і Z
Рисунок G85.4 позиція інструмента при виклику циклу виточки
Рисунок G85.5 кут підведення при компенсації радіуса ріжучої кромки
Опціональні адреси
Вказівки по програмуванню
D припуск на обробку, переходи канавки зміщуються в напрямку X і Z на значення D (G85.3).
І припуск на шліфування, припуск на шліфування варто враховувати при програмуванні стартової точки.
Для точної обробки циклу канавки G85 варто звернути увагу на коректне програмування стартової точки (G85.4 і G85.5).
Рисунок G85.1
Функція
Кадр програми ЧПК
Адреси.
Вказівки по програмуванню.
Примітка.
Канавка під нарізання різьби G85.
Якщо команда G85 програмується з адресами X, Z, І і К, тс виконується проточка під різьбу.
G85 X… Z… I… K…
X координата X кутової точки, при якій виконується виточування канавки
Z координата Z кутової точки, при якій виконується виточування канавки
І глибина канавки щодо радіуса.
К довжина канавки. Значення К повинне бути позитивним.
Варто враховувати, що через геометрію канавки довжина К повинна бути мінімум в 2 – 4 рази більше глибини І.
Радіус г обчислюється керуванням із запрограмованої глибині проточки І. Він становить 0,6 від цієї глибини І.
Цикл G85 з адресами X, Z, І і К співпадає із циклом канавки під різьбу G78 з адресами X, Z, І, і К.
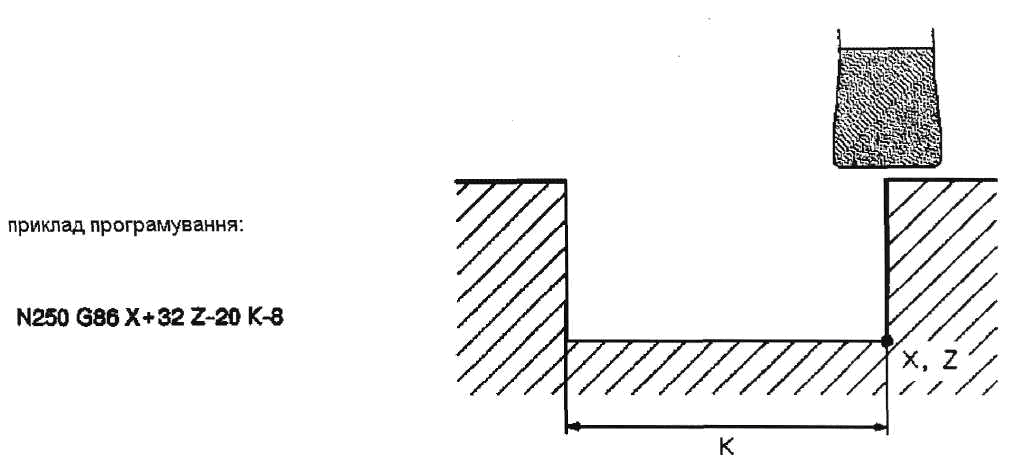
Рисунок G86.1 цикл канавки G86 без припуску на чистову обробку; канавка ліворуч від запрограмованої кутової точки (К зі знаком мінус)
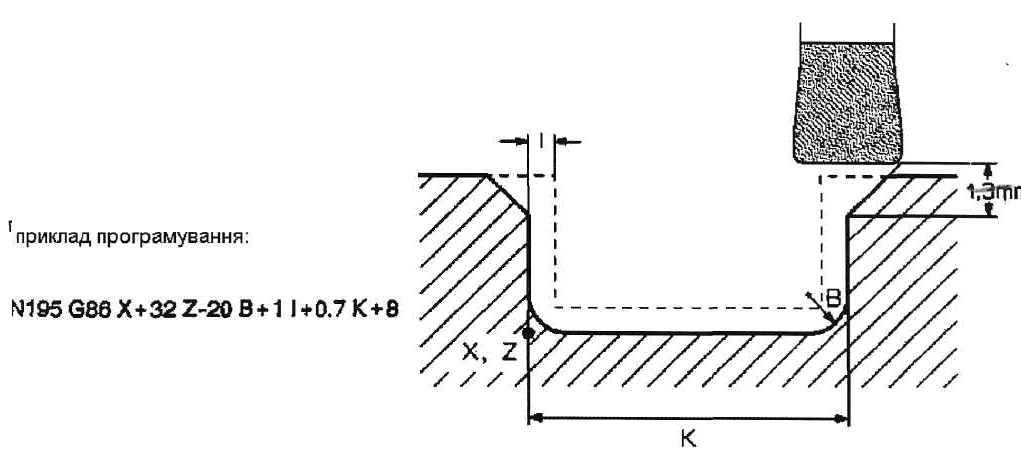
Рисунок G86.2 цикл канавки G86 із припуском на чистову обробку й радіусом заокруглення на нижньому краю канавки; фаска на верхньому краю виходить залежно від відстані між інструментом і запрограмованою кутовою точкою
Функція
Кадр програми ЧПК
Адреси
Опціон альні адреси
Опис
Вказівки по програмуванню
Примітка
Цикл канавки G86.
За допомогою циклу G86 можуть програмуватися канавки із
торцями, паралельними вісі Х, фасками на верхньому й заокругленнями на нижньому краї.
G86 X… Z… K… [B…] [I…]
X, Z якщо К > 0: координати лівої кутової точки канавки, якщо
К < 0: координата правої кутової точки канавки.
К ширина канавки: при К+ канавка виточується праворуч від запрограмованої кутової точки X, Z, при К- канавка виточується ліворуч від запрограмованої кутової точки X,Z. Якщо К не програмується, то праворуч. від запрограмованої кутової точки створюється канавка по ширині інструмента, зазначеної в поточній комірці пам'яті величин корекції.
В радіус заокруглення на нижньому краї канавки. При програмуванні В варто також програмувати припуск на чистову обробку І.
І припуск на чистову обробку відносно діаметра.
При виклику циклу починаючи від стартової точки за перший прохід створюється прямокутна канавка з урахуванням запрограмованого припуску на чистову обробку І (порівняй рисунок G86.2 штрихова лінія). При, другому проході обробляється заокруглення а також обточується до кінцевих розмірів канавки запрограмованих під адресами X/Z і К. При запрограмованому припуску на чистову обробку І різець переміщається по лівому й правому краї на відрізок довжиною 1 - 3 мм під кутом 45 градусів. Якщо відстань між інструментом і деталю становить менш 1 – 3 мм, то по верхньому краю канавки. утвориться фаска.
Абсолютне значення адреси К повинне бути більше або дорівнює ширині інструмента, зазначеної в поточній комірці пам'яті величин корекції.
Цикл прорізки G86 відрізняється від циклу прорізки G79
програмувальними адресами й геометрією.
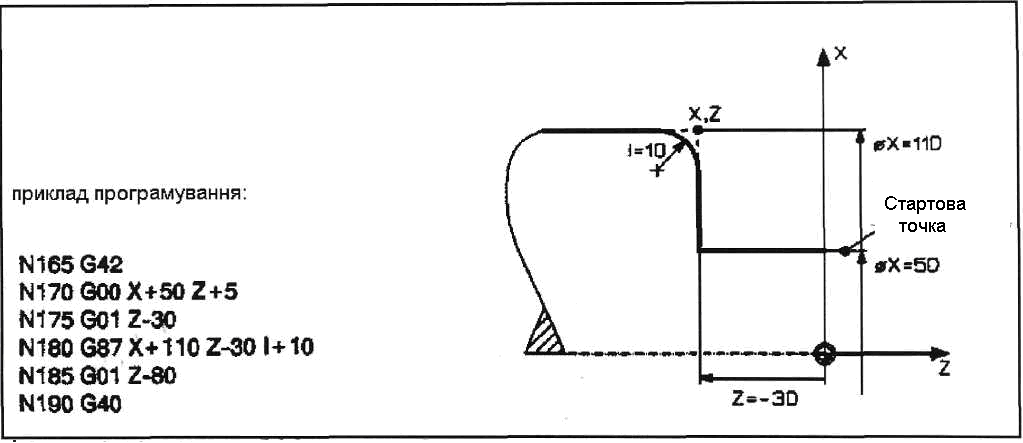
Рисунок G87.1 заокруглення оброблюються разом з елементами контуру що граничить.
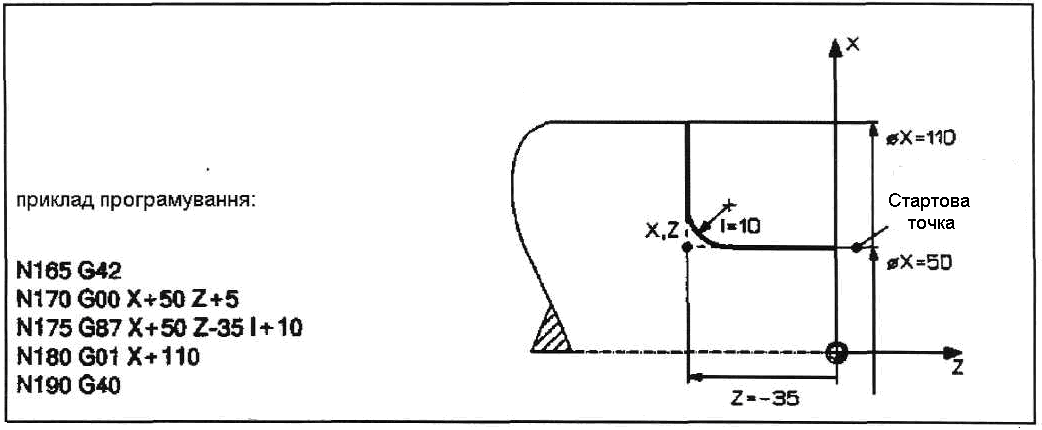
Рисунок G87.2 заокруглення на внутрішньому куту разом з контурним елементом що граничить
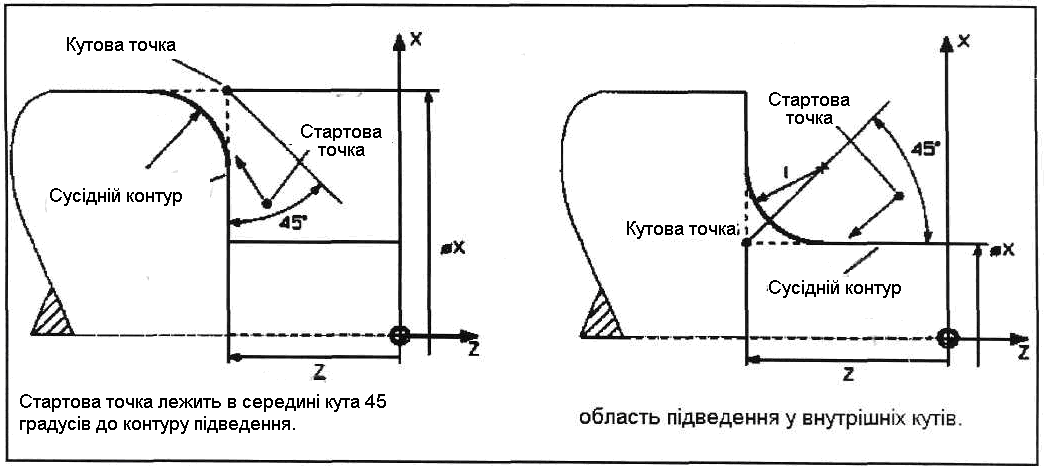
Рисунок G87.3 положення стартової точки при окремому підведенні до початку обробки.
Функція
Кадр програми ЧПК
Адреси
Вказівки по програмуванню
Цикл радіусу (заокруглення) G87
За допомогою циклу G87 можна робити заокруглення внутрішніх і зовнішніх кутів на паралельних осям відрізках. При цьому радіус переходу може оброблятися разом з елементами, що граничать з контуром або окремо.
G87 X... Z... І...