

X координата X початкової точки контуру, що до діаметра .
Z координата Z початкові точки контуру.
І глибина різання: значення щодо радіуса, на яке після кожного проходу здійснюється підведення в напрямку X. При відпрацьовуванні циклу підведення може відхилятися від запрограмованого значення залежно від опціональних адрес С, V і L.
Н, W ламання стружки (цикл поздовжнього чорнового обточування G65), Н визначає довжину відрізка в напрямку Z, після проходження якого подача переривається для ламання стружки; W визначає відрізок, на який повертається інструмент. Н і W повинні програмуватися разом.
С дегресія підведення (цикл поздовжнього чорнового обточування G75). Під адресою С програмується значення, на яке повинне зменшуватися глибина різання І за кожний прохід. При програмуванні С варто програмувати адреса V.
V мінімальна глибина різання (цикл поздовжнього чорнового обточування G75). Адреса V визначає мінімальну глибину різання таким чином, глибина І завдяки дегресії С зменшується до значення V. При програмуванні V варто програмувати також адреса С L оптимізація залишкової стружки. Під адресою L програмується відсоток глибини різання І (ціле число від 1 до 100). У цьому випадку керування збільшує глибину різання максимум на відсоток, запрограмований під адресою L, завдяки чому деталь може бути оброблена до кінцевого розміру з економією одного проходу.
Приклад: (малюнок G81.3)
Для створення контуру, представленого в даному прикладі, при глибині різання 4мм необхідні п'ять проходів. Якщо під адресою L програмується значення 30, то при першому й четвертому проході глибина різання збільшується до 5 мм, і при цьому заощаджується один робочий прохід (рисунок G81.4).
У кадрі програми ЧПК з викликом циклу G81 програмується стартова точка контуру. У наступних кадрах програми ЧПУ задається контур, що повинен бути отриманий у результаті обточування. Команда G80 завершує опис контуру й одночасно викликає початок відпрацьовування циклу.
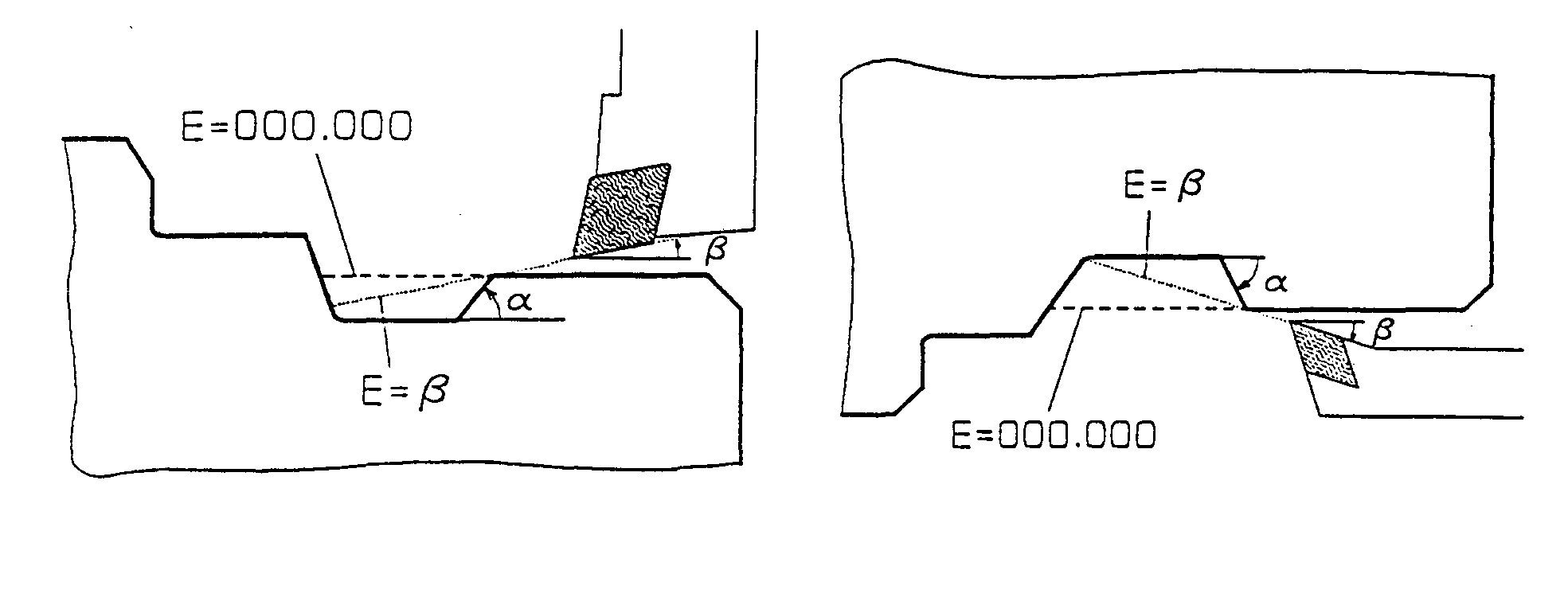
Рисунок G81.5 Рисунок G85.6
Вказівки по Якщо обробка повинна здійснюватися з компенсацією радіуса
програмуванню. ріжучої кромки, то виклик циклів G42 або G41 повинен стояти
безпосередньо після команди G81 і ще до програмування контуру. Скасування компенсації радіуса ріжучої кромки повинно відбуватися до скасування циклу G80.
Перед викликом циклу командою G57 може програмуватися припуск на чистову обробку.
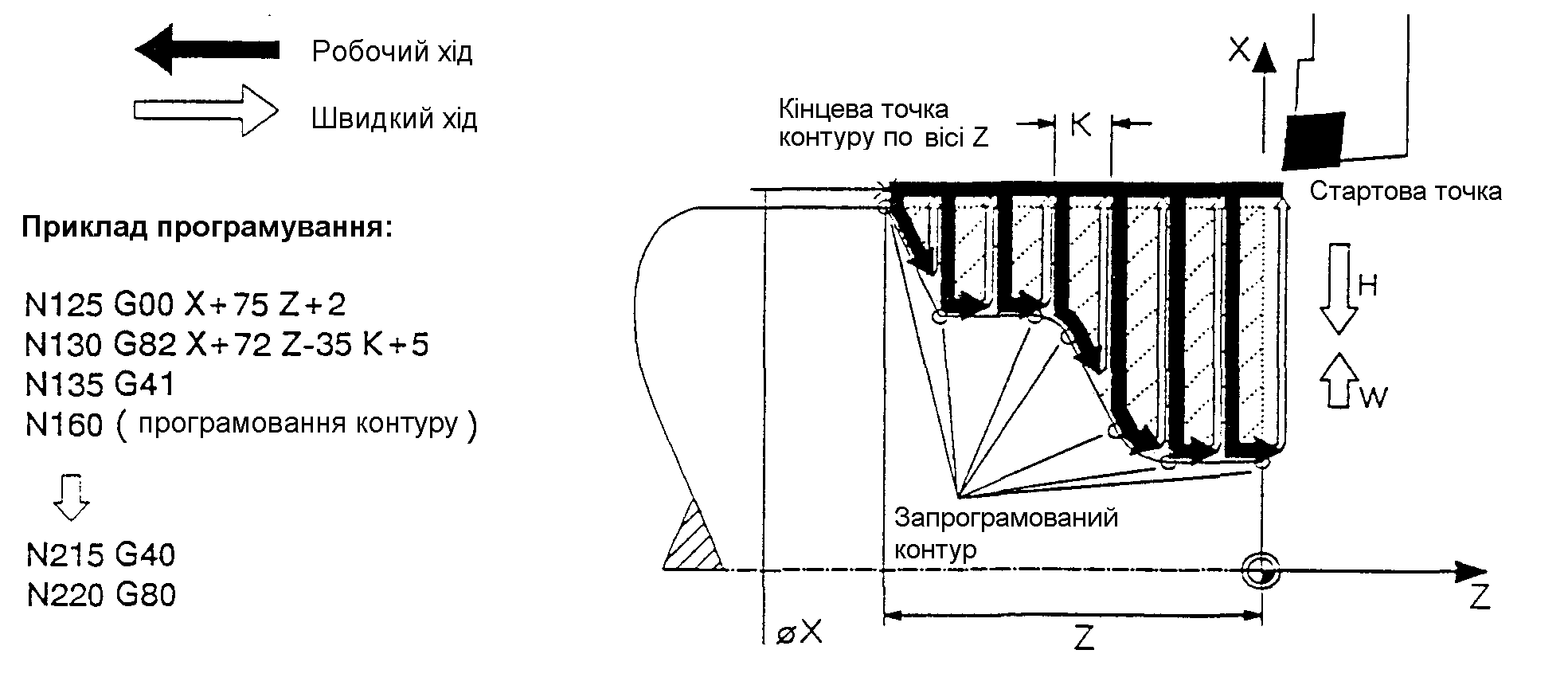
Рисунок G82.1
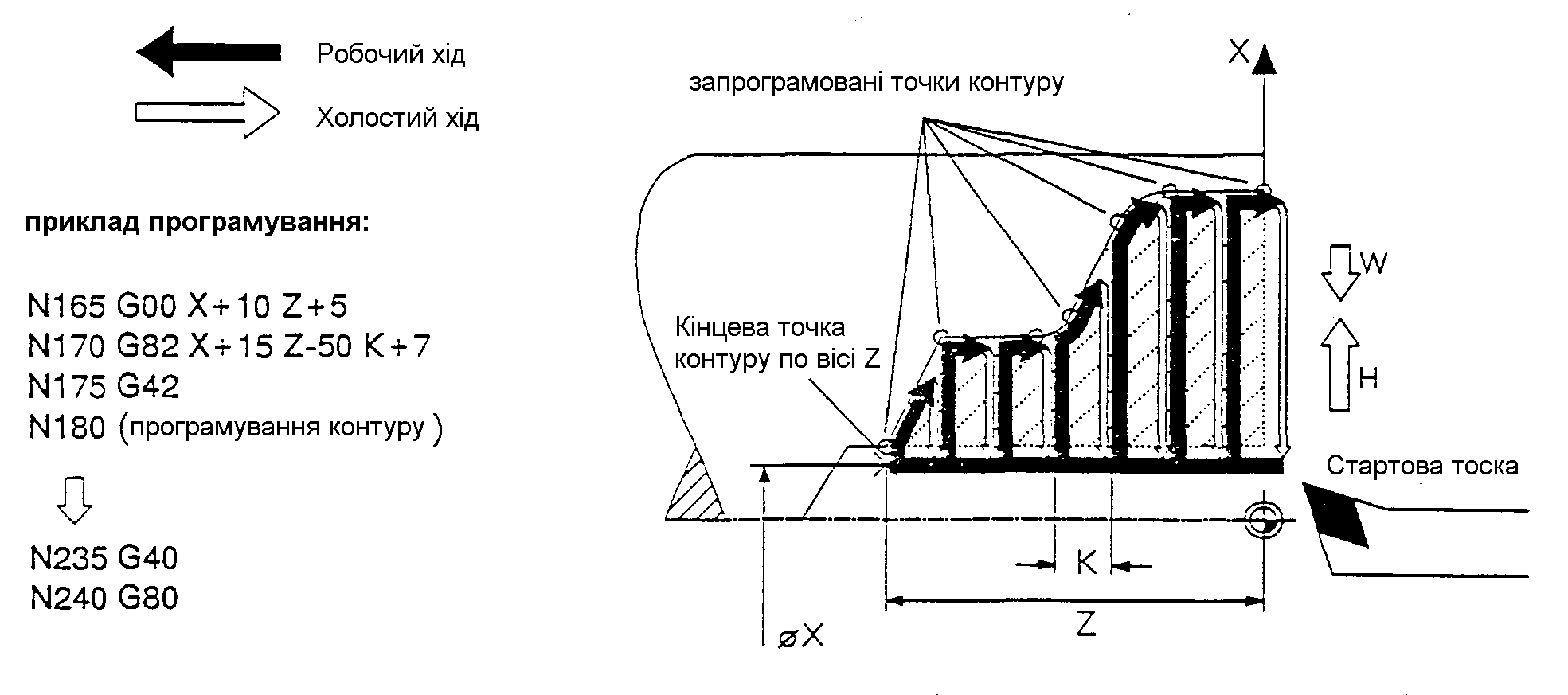
Рисунок G82.2
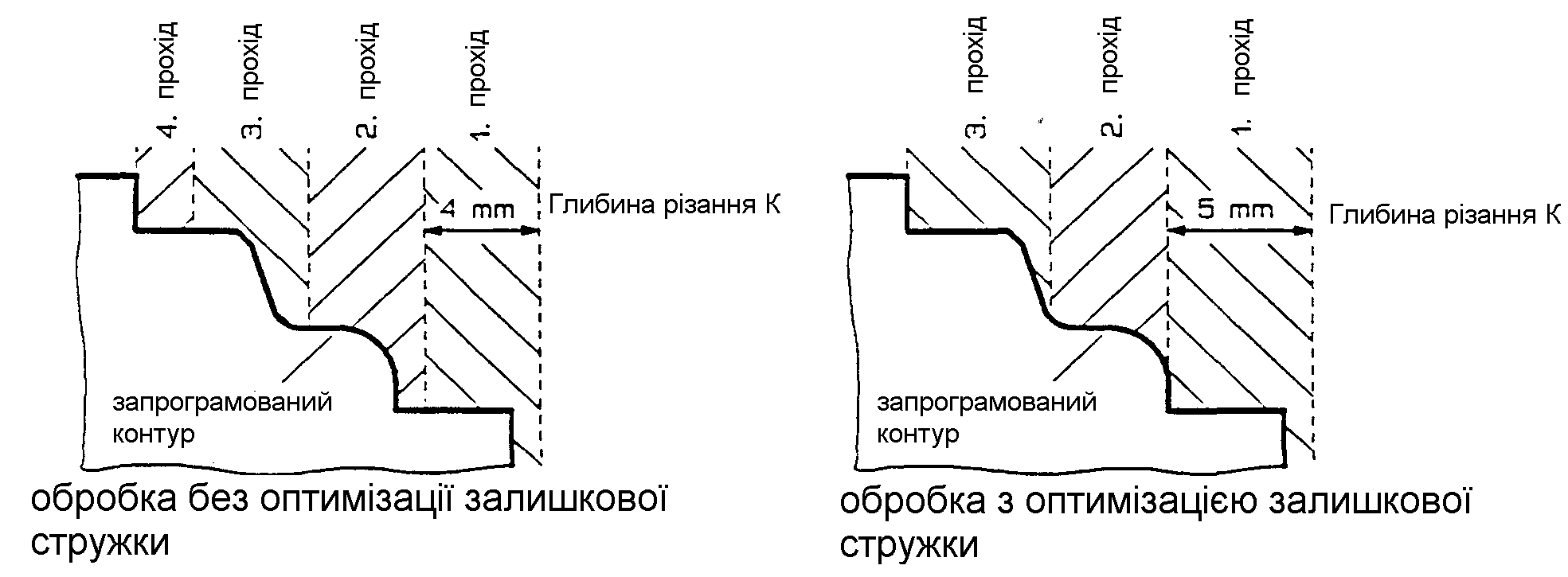
Рисунок G82.3
Функція:
Кадр програми ЧПУ.
Адреси.
Опціональні адреси.
Опис.
Вказівки по програмуванню.
Цикл торцевого чорнового обточування з будь-яким контуром G82.
За допомогою команди G82 може програмуватися торцеве обточування (паралельно вісі X) при будь-якому сполученому контурі як для внутрішньої, так і для зовнішньої обробки.
G82 X... Z... К... [H..W..] [C...V..] [L..]
X координата X початкової точка контуру щодо діаметра.
Z координата Z початкові точки контуру.
К глибини різання. При відпрацьовуванні циклу підведення може відхилятися від запрограмованого значення
К залежно від опціональних адрес С, V і L.
Н, W ламання стружки (цикл торцевого чорнового обточування G66). Н визначає довжину відрізка в напрямку X, після якого подача переривається для ламання стружки; W визначає відрізок, на який відводиться інструмент. Н і W повинні програмуватися разом.
С дегресія підведення (цикл торцевого чорнового обточування (G76). Під адресою С програмується значення, на яке повинна зменшуватися глибина різання К після кожного. При програмуванні адреси С варто програмувати також V.
V мінімальна глибина різання (цикл торцевого чорнового обточування G76). Адреса V задає мінімальну глибину різання. Таким чином, підведення До зменшується завдяки дегресії С до значення V. При програмуванні адреси V варто програмувати також адреса С
L оптимізація залишкової стружки. Під адресою L програмується відсоток глибини різання К (ціле число від 1 до 100). У цьому випадку керування збільшує глибину різання на відсоток, запрограмований під адресою L, якщо завдяки цьому наступна глибина точіння може бути виконана за один робочий прохід (контур паралельно вісі Х).
Приклад: ( порівняй рисунки G 82.3 з G 82.4)
Для створення контуру, представленого в прикладі, при глибині різання 4мм необхідні чотири проходи. Якщо під адресою L запрограмоване значення 30, то підведення при першому й третьому проході збільшується до 5 мм, і при цьому заощаджується один робочий прохід (рисунок G82.4).
В кадрі програми ЧПК з викликом циклу G82 програмується стартова точка контуру. Наступні кадри програми ЧПК задають контур, що повинен бути отриманий у результаті обточування. Команда G80 завершує опис контуру й одночасно викликає початок відпрацьовування циклу.
Якщо обробка повинна здійснюватися з компенсацією радіуса ріжучої кромки КРР, то виклик G42 або G41 повинен стояти безпосередньо після команди циклу G82 і ще до програмування контуру. Скасування компенсації радіуса ріжучої кромки повинна здійснюватися до скасування циклу G80. До виклику циклу командою G57 може програмуватися припуск на чистову обробку.
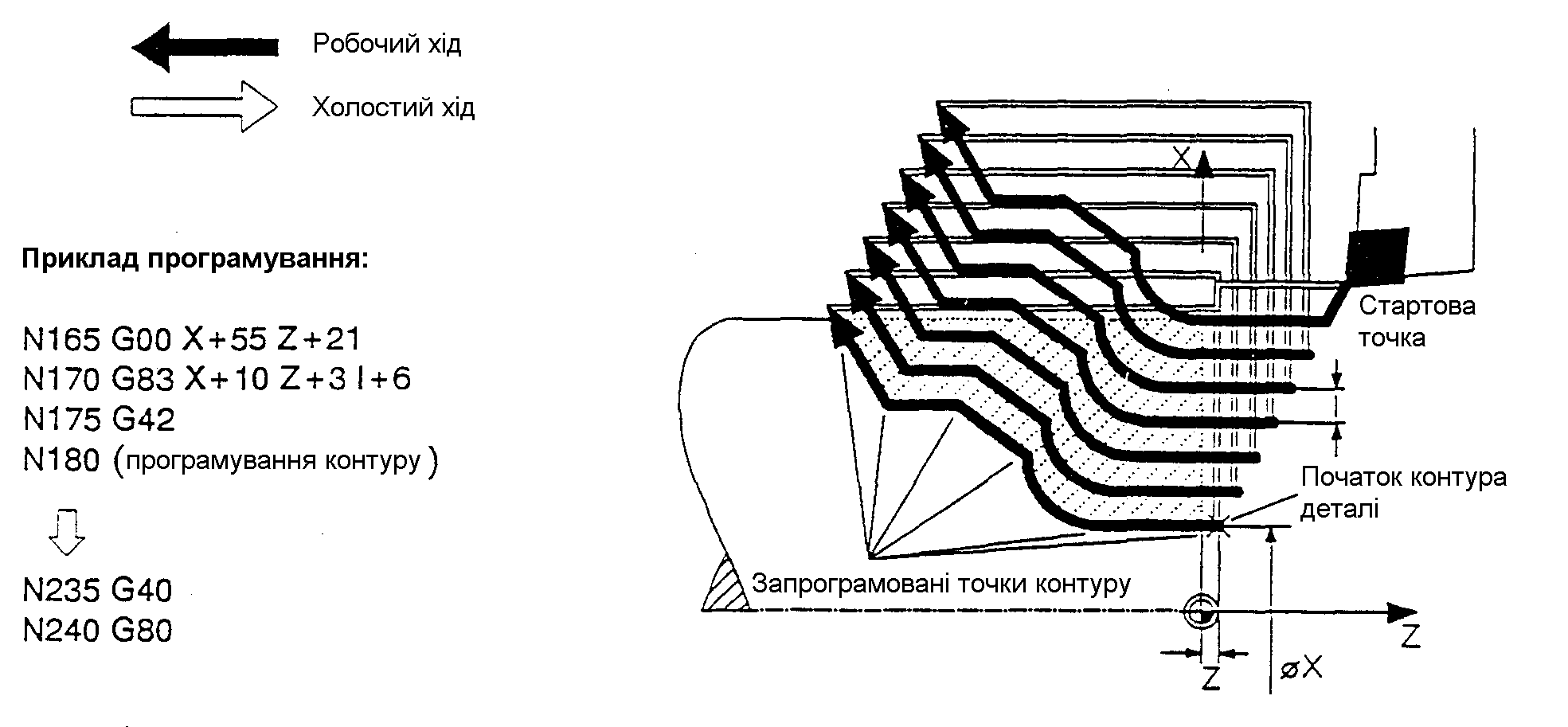
Рисунок G 83.1
Рисунок G 83.2
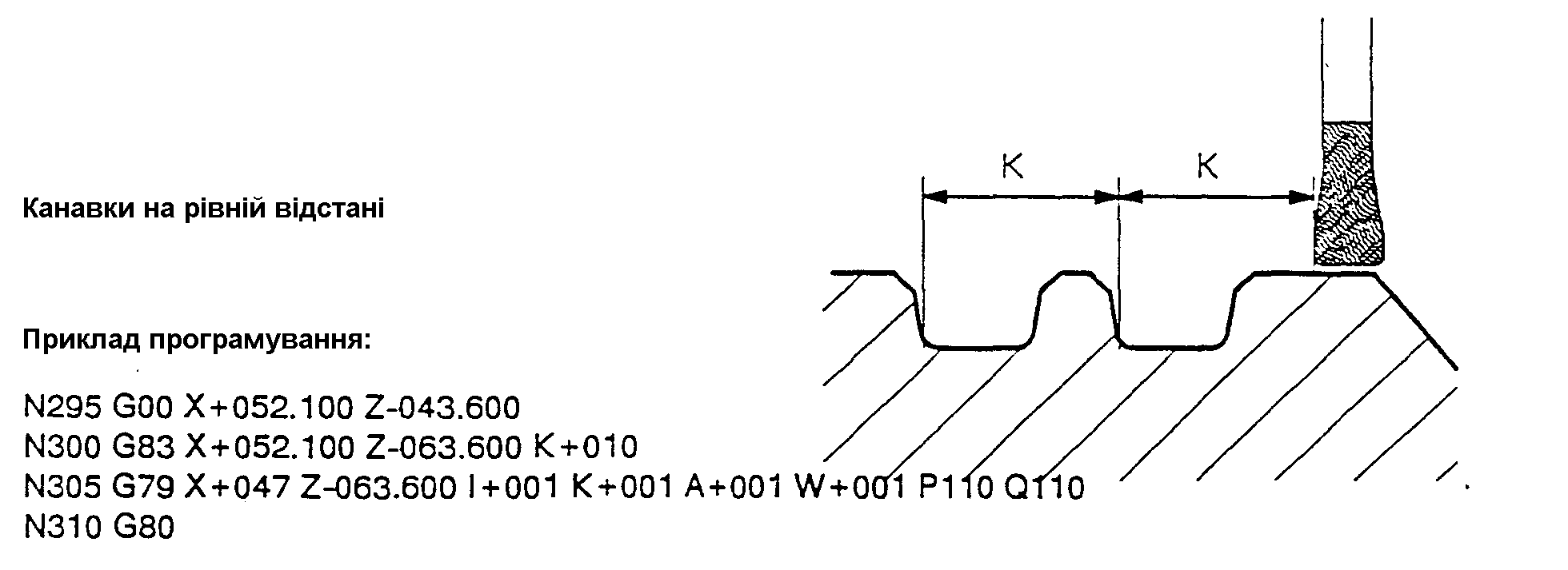
Рисунок G 83.3
Функція:
Кадр програми ЧПК.
Адреси.
Опис.
Приклад:
Вказівки по програмуванню.
Цикл чорнового обточування паралельно контуру
G83.
Команди переміщення або інші виклики циклів, запрограмовані між командою G83 і скасуванням циклу G80, виконуються багаторазово залежно від запрограмованої глибини різання. Таким чином, можуть бути створені, наприклад, декілька прорізів з однаковою глибиною різання. Команда G83 використовується звичайно як цикл чорнового обточування паралельно контуру.
G83 X… Z… I… K…