

Функція:
Кадр програми ЧПК.
Адреси.
Опціональні адреси.
Опис.
Вказівки по програмуванню.
Цикл торцевого чорнового обточування - паралельно осям G76.
За допомогою команди G76 можна програмувати чорновий цикл для попереднього обточування виробів із прямокутним контуром. Він може використатися як для зовнішньої, так і для внутрішньої обробки.
G76 X... Z... S... /D...
[І...] [К...] [H…W… ] [C...V...] [L...]
X, z координати кінцевої точки,
S кількість запрограмованих проходів - альтернативно може програмуватися адреса D.
D глибина різання, альтернативно може програмуватися адреса S При відпрацьовані циклу глибина різання може відхилятися від запрограмованого значення D в залежності від опціональних адрес С, V і L.
І, К припуски на чистову обробку по X (щодо радіуса) і Z
H.W ламання стружки (цикл торцевого чорнового обточування G66).
Адреса Н визначає довжину відрізка в напрямку X, після проходження якого рух подачі переривається для ламання, стружки; адреса W визначає відрізок, на який відводиться інструмент. Ці адреси повинні програмуватися разом.
С дегресія підведення (малюнок G7б.2).Під адресою С . програмується значення, на яке варто зменшити глибину різання на наступний прохід. При програмуванні адреси С необхідно програмувати адреси D і V,
V мінімальна глибина різання (малюнок G76.2). Адреса V визначає мінімальну глибину різання. Таким способом глибина D зменшується завдяки дегресії С до значення V При програмуванні V варто також програмувати адреси D і С.
L оптимізація залишкової стружки (малюнок G76 З).
Під адресою L програмується відсоток від значення глибини різання D (ціле число від 1. до 100). У цьому випадку керування збільшує глибину різання для зняття залишкової стружки при чорновій обробці на значення, запрограмоване, під адресою L. Завдяки цьому деталь може бути оброблена до кінцевого розміру з економією одного робочого проходу.
При виклику циклу стартова точка задана поточною позицією інструмента. З урахуванням припусків на чистову обробку І і К у результаті обточування прямокутної поверхні створюється прямокутний контур. Кількість необхідних проходів програмується адресою S або обчислюється керуванням з даних підведення D і опціональних адрес С, V і L.
Подача й швидкість різання повинні програмуватися в попередньому кадрі програми ЧПК.
До початку циклу інструмент необхідно підвести в точку з координатами:
Х – на 1 -2 мм від оброблюваної поверхні;
Z – на рівні торця оброблюваної поверхні.
Після виконання циклу різець повертається в точку початку циклу.
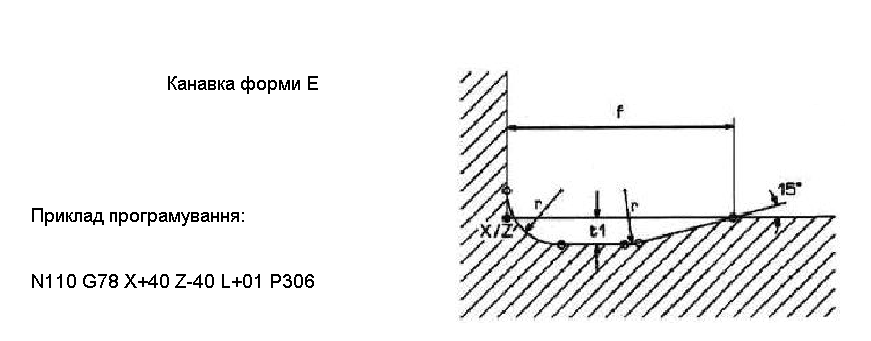
Рисунок G78.1
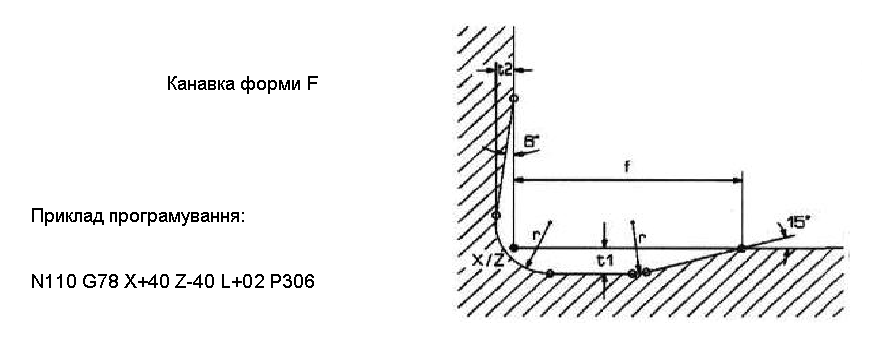
Рисунок G78.2
Функції:
Примітка.
Кадр програми ЧПК
Адреси.
Цикл канавки форми Е і F G78
За допомогою команди G78 програмуються канавка форми Е або F а також канавка для виходу різця при нарізанні різьби. За допомогою запрограмованих адрес керування розпізнає, яка виточка повинна бути виконана.
Канавки форм Е і F відрізняються по своїй геометрії, параметром t2 (рисунок G78.1 і G78.2). Розміри канавок можуть вільно програмуватися в рамках певних комбінацій (див. таблицю).
На відміну від цього в циклі G85 канавка виконується залежно від діаметра виробу.
G78 X... Z... L… Р... [D...] [І...]
X координата X кутової точки, при якій виточується канавка
Z координата Z кутові точки, при якій виточується канавка
L параметр визначає оброблювану канавку:
L01: канавка форми Е
L02: канавка форми F
Р за допомогою адреси Р визначається геометрія канавки дивитися (таблицю). При цьому f визначає довжину, г - радіуси, tl - глибину і t2 - припуск на обробку (тільки для форми F) виточки:
|
f |
г |
tl |
t2 (тільки форма F) |
Р101 |
0,5 |
0,1 |
0,1 |
0,1 |
Р102 |
1,0 |
0,2 |
0,1 |
0,1 |
Р204 |
2,0 |
0,4 |
0,2 |
0,1 |
Р206 |
2,0 |
0,6 |
0,2 |
0,1 |
Р306 |
2,5 |
0,6 |
0,3 |
0,2 |
Р410 |
4,0 |
1,0 |
0,4 |
0,3 |
Р210 |
2,5 |
1,0 |
0,2 |
0,1 |
Р316 |
4,0 |
1,6 |
0,3 |
0,2 |
Р425 |
5,0 |
2,5 |
0,4 |
0,3 |
Р540 |
7,0 |
4,0 |
0,5 |
0,3 |
Виточка з необхідними розмірами програмується вказівкою адреси Р з наступним відповідним тризначним числом.
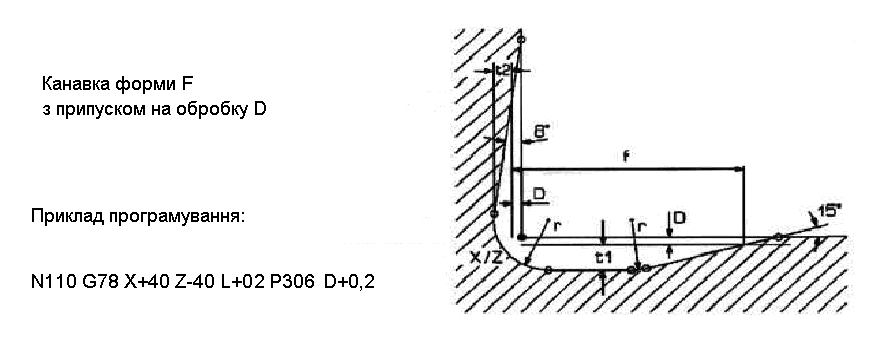
Рисунок G78.3 канавка переміщується на розмір D в напрямку Х і Z
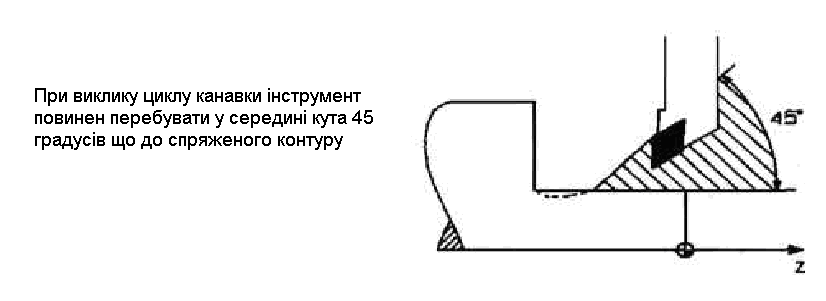
Рисунок G78.4 позиція інструмента при виклику циклу виточки

Рисунок G78.5 кут підведення при компенсації радіуса ріжучої кромки
Опціональні адреси
Вказівки по програмуванню
D припуск на обробку. Переходи виточки зміщуються в напрямку X і Z на значення D (рисунок G78.3).
І припуск на шліфування. Припуск на шліфування варто враховувати при програмуванні стартової точки.
Для точної обробки циклу канавки G78 варто звернути увагу на коректне програмування стартової точки (порівняй рисунки G78.4 і G78.5).
Крім того, через порівняно маленькі розміри варто програмувати компенсацію радіуса ріжучої кромки.
На підставі квадранта інструмента керування розпізнає, коли необхідно створити внутрішню виточку.
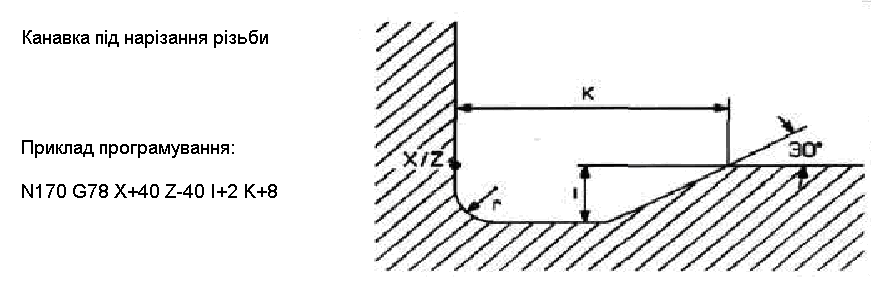
Рисунок G78.1
Функція
Кадр програми ЧПУ.
Адреси.
Вказівки по програмуванню.
Примітка.
Канавка під нарізання різьби G78.
Якщо команда G78 програмується з адресами X, Z, І і К, то обробляється канавка під різьбу.
G78 X… Z… I… K…