2.2 Выбор методов обработки поверхностей деталей
Таблица 6
№ повер. |
Размер, мм |
Шероховатость |
Операция
|
Первый вариант
|
Второй вариант
|
1 |
Ш18+0,84 |
Rz = 40 |
Центровальная |
Однократное сверление |
|
3 |
Ш55,5 -0,08 |
Rz = 40 |
Токарная |
1) Черновое точение |
2) Чистовое точение |
5 |
10+0,35 |
Rz = 80 |
Горизонтально - фрезерная |
1) Черновое фрезерование |
2) Чистовое фрезерование |
6 |
Ш46,6-0,34 |
Rz = 20 |
Шлицефрезерная |
|
|
4 |
Ш55 +0,03 |
Rz = 20 |
Шлифовальная |
Шлифование |
|
2 |
Ш30+0,2 |
Rz = 20 |
Резьбофрезерная |
|
|
2.3 Выбор и обоснование технологических баз. Предварительная разработка маршрутного технологического процесса изготовления детали
В технологическом отношении детали, имеющие несколько основных и вспомогательных поверхностей обработки, должны быть изготовлены с минимальными затратами времени, с использованием прогрессивных методов изготовления заготовок, с правильным выбором баз, соблюдая принцип единства и совмещения баз.
При построении маршрута обработки следует соблюдать принцип постоянства баз; на всех основных технологических операциях использовать в качестве технологических баз одни и те же поверхности заготовки.
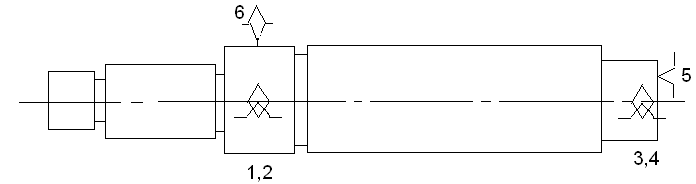
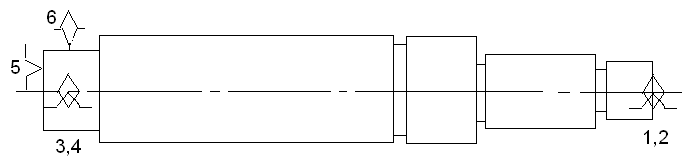
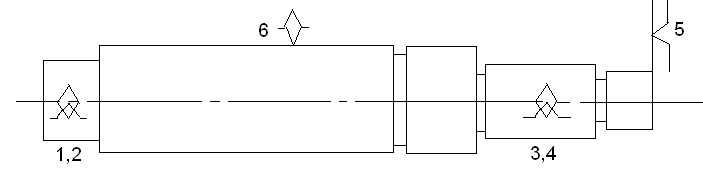
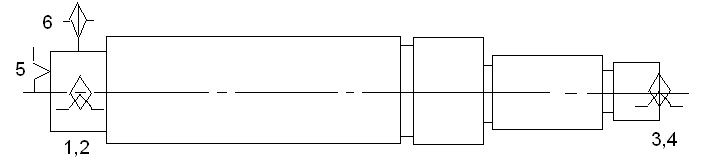
При разработке технологического маршрута используем типовые Т.П. На первоначальной операции 015 базами служат: наружные диаметры 61,4 и 71,4 установленные на призмах. Эти поверхности служат условными черновыми базами. Выполнение в 005 операции – центрование торца на диаметр 6,3 на в размер 15 ±0,3 служат базами для следующих операций. В этом случае соблюдается принцип постоянства баз, а принцип единства нарушается.
Исходя из материала, конфигурации, требуемой точности и чистоты обработки, а также программы и выбранного типа производства принимаем следующую последовательность обработки.
Таблица 7 - Маршрут обработки
№ опер. |
Наименование операции |
Базовые поверхности |
005 |
Центровальная |
|
010 |
Токарно-гидрокопировальная |
|
015 |
Токарная с ЧПУ |
|
035 |
Горизонтально-фрезерная |
|
030 |
Шлицефрезерная |
|
040 |
Слесарная |
|
045 |
Промывка |
|
055 |
Термическая обработка |
|
060 |
Операционный контроль |
|
070 |
Круглошлифовальная |
|
095 |
Резьбофрезерная |
|
100 |
Промывка |
|
110 |
Приёмочный контроль |
|