

График для представления длины очереди к оборудованию 2
Для наглядности можно графически представить некоторые параметры функционирования системы.
Допустим, мы хотим представить на всем периоде моделирования, как меняется длина очереди изделий, поступивших на обработку ко 2 виду оборудования.
Для начала должным образом заполним окно Edit Plot Window:
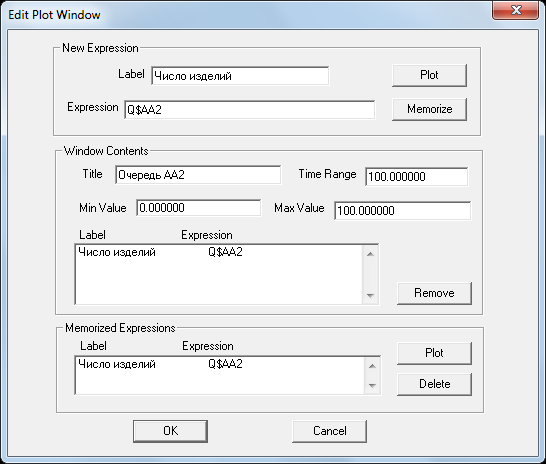
Рис.1 Диалоговое окно Edit Plot Window для имитационной модели производственного участка
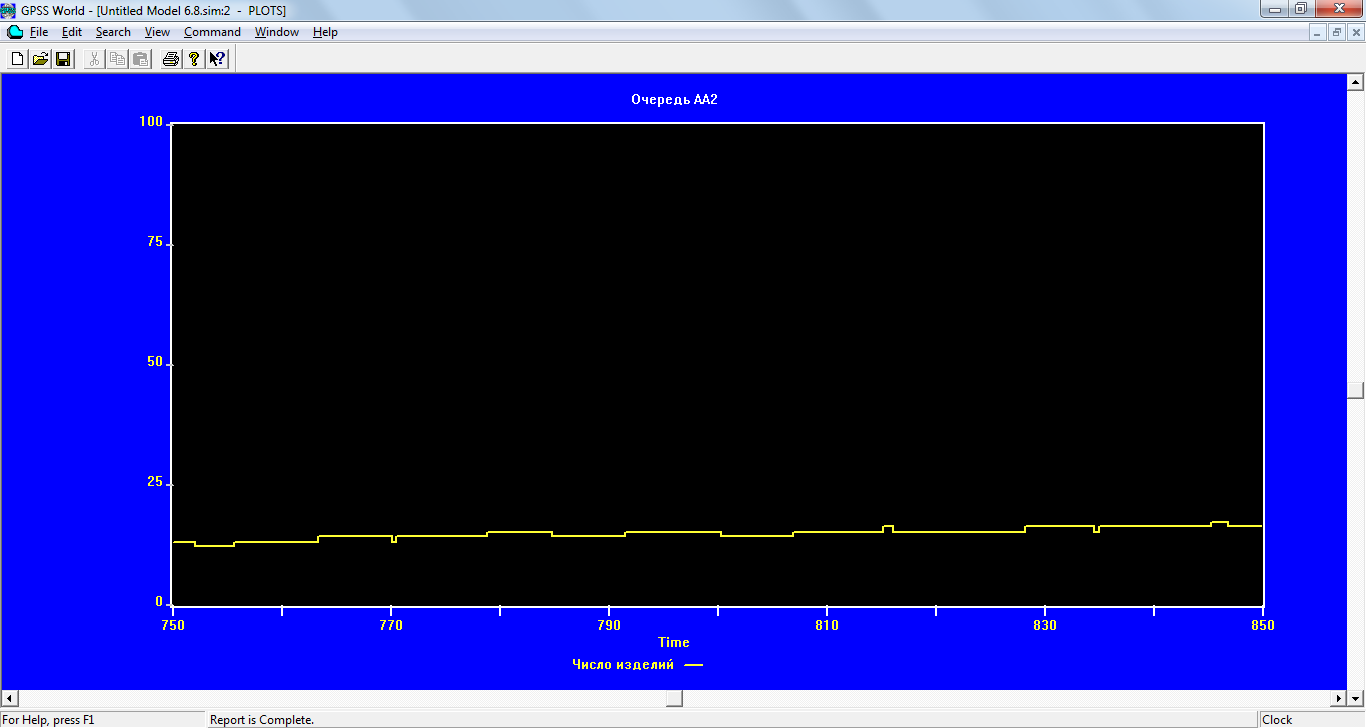
Рис.2 График длины очереди ко второму оборудованию
Исходя из информации, представленной на графике, можно сделать вывод о постепенном увеличении нагрузки на второй вид оборудования с течением времени. Эта динамика не является положительной, т.к. рост очереди, а соответственно нагрузки на оборудование может пагубно сказаться на его состоянии и привести к отказу, что может оказаться критичным для всей системы.
Обсуждение результатов моделирования
Из информации, содержащейся в листинге выходного отчета, можно сформировать следующие таблицы.
Таблица 1
Средняя загрузка станков, %
Станок |
В течение 8 часов |
В течение 5 рабочих дней |
АI |
77,3 |
80,5 |
А2 |
91,9 |
98,4 |
А3 |
79,6 |
82,5 |
Таблица 2
Максимальная длина очередей к станкам
Станок |
В течение 8 часов |
В течение 5 рабочих дней |
АI |
1 |
1 |
А2 |
8 |
45 |
А3 |
2 |
2 |
Таблица 3
Среднее время обработки деталей на станках, мин
Станок |
В течение 8 часов |
В течение 5 рабочих дней |
АI |
10,02 |
9,9 |
А2 |
15,76 |
15,74 |
А3 |
11,94 |
11,79 |
Отсеивающий эксперимент
Для проведения отсеивающего эксперимента изменим код программы:
och1 EQU 10
och2 EQU 15
och3 EQU 5
och33 EQU 20
och11 EQU 10
och22 EQU 17
GENERATE 20,3
QUEUE AA1
SEIZE AI
DEPART AA1
ADVANCE och1
RELEASE AI
QUEUE AA2
SEIZE A2
DEPART AA2
ADVANCE och2
RELEASE A2
QUEUE AA3
SEIZE A3
DEPART AA3
ADVANCE och3
RELEASE A3
TERMINATE
GENERATE 30,7
QUEUE AA3
SEIZE A3
DEPART AA3
ADVANCE och33
RELEASE A3
QUEUE AA1
SEIZE AI
DEPART AA1
ADVANCE och11
RELEASE AI
QUEUE AA2
SEIZE A2
DEPART AA2
ADVANCE och22
RELEASE A2
TERMINATE
GENERATE 2400
TERMINATE 1
START 1
FACILITY ENTRIES UTIL. AVE. TIME AVAIL. OWNER PEND INTER RETRY DELAY
AI 195 0.811 9.983 1 197 0 0 0 0
A2 150 0.984 15.738 1 150 0 0 0 44
A3 168 0.823 11.759 1 196 0 0 0 0
QUEUE MAX CONT. ENTRY ENTRY(0) AVE.CONT. AVE.TIME AVE.(-0) RETRY
AA1 1 0 195 101 0.162 1.996 4.140 0
AA2 44 44 194 2 22.232 275.032 277.897 0
AA3 2 0 168 81 0.283 4.038 7.798 0
Р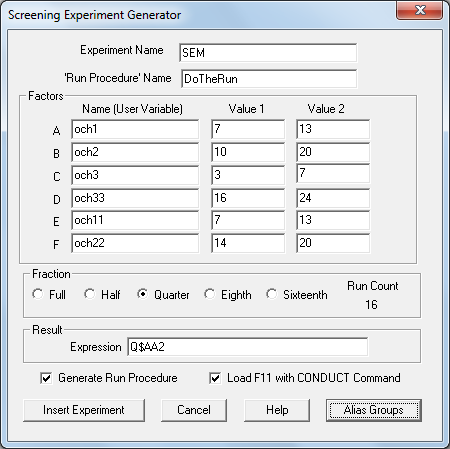
 ассмотрим
временные оценки максимально загруженного
оборудования, а именно станка A2:
ассмотрим
временные оценки максимально загруженного
оборудования, а именно станка A2:
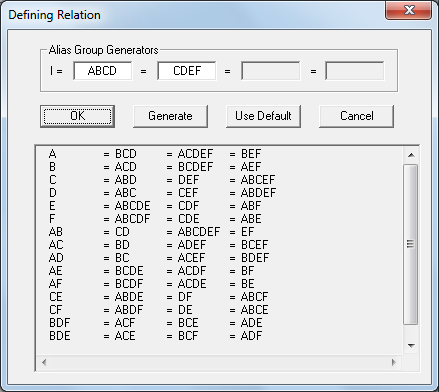
Рис.3 Диалоговое окно Screening Рис.4 Диалоговое окно определения отношений
Experiment Generator
Рис.5 Run Procedure Generation