Восстановление деталей электролитическим хромированием и осталиванием (железнением).
Восстановление изношенных деталей электролитическими покрытиями имеет ряд преимуществ перед наплавкой металлов: простота и доступность оборудования; так как деталь практически не нагревается, в металле не происходит структурных изменений. Процесс позволяет восстанавливать детали с малыми износами и получать износостойкие покрытия, легко поддается механизации и автоматизации. Недостаток процесса - большая трудоемкость, что ограничивает его использование для восстановления деталей с большими износами. Наиболее широко применяют хромирование и железнение, реже - меднение, цинкование и никелирование.
Нанесение гальванических покрытий - перспективный способ восстановления изношенных деталей. Основа этого способа - электролиз металлов. При прохождении постоянного электрического тока через электролит (раствор солей, кислот или щелочей) в последнем образуются положительно заряженные ионы электролита (катионы) и отрицательно заряженные (анионы). Катионы водорода и металла движутся к катоду и образуют на нем металлический осадок (отложение) или выделяются в виде газа (водорода). Металлический осадок, выделяющийся на катоде, и называют электрическим (гальваническим) покрытием. Анионы движутся к аноду и растворяют его с выделением кислорода.
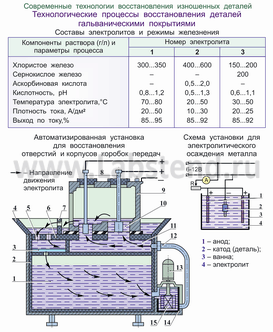
В отличие от хромирования при железнении применяют растворимые аноды из малоуглеродистой стали. Их площадь должна быть в 2 раза больше покрываемой поверхности. В качестве электролитов наибольшее применение получили горячие и холодные растворы хлористого железа.
Электролитическое натирание - один из способов нанесения покрытий вневанным способом. Деталь, подключенную к катоду, закрепляют в шпинделе или центрах токарного станка. Анодом служит угольный стержень, обернутый специальным адсорбирующим материалом и образующий тампон. Электролит поступает из резервуара и в течение всего процесса подпитывает тампон. Непрерывное поступление электролита не анодный тампон и перемещение анода по покрываемой поверхности детали дают возможность применять высокую плотность тока и обеспечивают повышенную производительность.

Цинкование применяют в основном для защиты изделий из черных металлов (стали и чугуна) от атмосферной и высокотемпературной газовой коррозии.