Учебные вопросы
1.Классификация методов и способов восстановления автомобильных деталей, экономическая эффективность.
2.Восстановление деталей способом ремонтных размеров.
3.Восстановление деталей механизированной сваркой и наплавкой.
4.Восстановление деталей металлизацией и напылением.
5. Восстановление деталей электролитическим хромированием и осталиванием (железнением).
Литература
Шадричев В.А. Основы технологии автостроения и ремонт автомобилей. Транспорт, 1976.
Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. Министерство автомобильного транспорта РСФСР, 1984.
Энциклопедия. Измерения, контроль, испытания и диагностика. Т. III-7. Под общ. ред. В.В. Клюева. Издательство: М.: Машиностроение, 1996. С 464.
В. И. Карагодин, Н. Н. Митрохин. Ремонт автомобилей и двигателей. : "Академия", 2003. С 496.
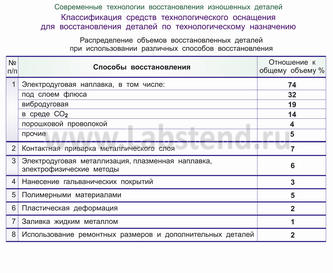
Технология восстановления деталей автомобиля относится к разряду самых ресурсосберегающих, это в основном связанно с тем, что по сравнению с изготовлением новых деталей в значительной степени сокращаются затраты. Самым основным источником экономии ресурсов являются затраты на материалы. В среднем затраты на материалы при производстве деталей составляют 40%, а при восстановлении 6% от общей себестоимости изделия. Для того чтобы восстановить работоспособность полностью изношенной детали требуется в 5 раз меньше технологических операций по сравнению с изготовлением новой детали. Несмотря на такую рентабельность, трудоемкость восстановления деталей неоправданно высока.
1.Классификация методов и способов восстановления автомобильных деталей, экономическая эффективность.
При ремонте и восстановлении деталей сопряжения используются те же конструкторско-технологические приемы, как и при производстве этих деталей. Это положения теории размерных цепей.
Замыкающим
(исходным) звеном размерной цепи называют
звено, получающееся последним или первым
(исходным) при
ее построении. Замыкающее (исходное)
звено отличается значком
![]() -
-
![]() (рис..1).
(рис..1).
Составляющим звеном размерной цепи называют звено размерной цепи, функционально связаны с замыкающим звеном. Составляющие звенья, в зависимости от их влияния на замыкающее звено, бывают увеличивающие или уменьшающие.
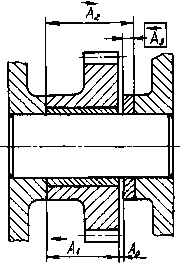 Рис..1. Размерная цепь
Рис..1. Размерная цепь
При крупносерийном и массовом производстве часто возможно устанавливать точностные требования к звеньям размерной цепи не по методу расчета на максимум-минимум.
Точность при неполной взаимозаменяемости может быть обеспечена:
1) вероятностным методом расчета;
2) Методом групповой взаимозаменяемости (селективная сборка);
3) Методом пригонки и совместной обработки (технологическим);
4) Методом регулирования (конструкторским).
1. Вероятностный метод расчета. Вероятностный метод расчета позволяет решать те же задачи и в той же последовательности, что и расчет на максимум-минимум, но при этом учитывается малая вероятность неблагоприятных сочетаний размеров элементов (звеньев) размерной цепи, т.е. размеров с односторонними предельными отклонениями в одной сборочной единице.
2. Метод групповой взаимозаменяемости (селективная сборка). Метод групповой взаимозаменяемости чаще применяется для получения посадок с малыми допусками из числа деталей, сопрягаемые элементы которых изготовлены по относительно большим допускам.
Принцип групповой взаимозаменяемости (селективной сборки) заключается:
в разделении изготовленных деталей на размерные группы по более узким допускам, чем допуск на изготовление,
в использовании при сборке сочетания определенной группы валов и отверстий.
К достоинствам групповой взаимозаменяемости следует отнести возможность использовать расширенные допуски на изготовление и получать сопряжения высокой точности. Это обеспечивает более экономное производство по сравнению с тем, если бы производилась обработка по более узким допускам.
Недостатки групповой взаимозаменяемости:
введение 100%-го измерения деталей усложняет технологический процесс изготовления,
необходимы дополнительные площади и тара для размещения групп деталей,
усложняется техническая документация назначением дополнительных требований к точности,
отсутствует полная взаимозаменяемость,
ужесточаются требования к точности формы сопрягаемых поверхностей в пределах значений размеров группы,
3. Метод пригонки и совместной обработки (технологический). Сущность метода практически изложена в названии. При единичном и мелкосерийном производстве крупных машин и механизмов, как правило, осуществляется метод пригонки. Так, в станкостроении установка узлов на станину станка сопровождается дополнительной обработкой (чаще всего шабрение) поверхности и проверкой степени прилегания сопрягаемых поверхностей «по краске». Естественно, что после такого изготовления нельзя переставить какой-либо узел с одного станка на другой без дополнительной обработки, т.е. нет полной взаимозаменяемости. Этот прием применяется при изготовлении уникального оборудования или единичных образцов.
Достоинством метода пригонки и совместной обработки является возможность обеспечить высокую точность сопряжения, чего невозможно добиться независимой механической обработкой.
Недостатком метода является большой объем ручных операций по пригонке (кроме использования приборов для измерения в процессе обработки), что делает производство более дорогим, поскольку требуются высококвалифицированные слесари-сборщики; отсутствует полная взаимозаменяемость, что создает определенные трудности при замене изношенных деталей и узлов.
4. Метод регулирования (конструкторский). При этом методе требуемая точность замыкающего звена достигается изменением (регулировкой) одного из звеньев, которое называется компенсационным.
Роль компенсатора обычно выполняют специальные звенья конструкторского плана в виде прокладок, упоров, клиньев, регулировочных винтов и т.д. При этом остальные звенья размерной цепи обрабатываются со сравнительно большими допусками.
Достоинством метода является возможность относительно просто обеспечить точность замыкающего звена.
Недостаток метода - в необходимости дополнительных работ по установке, подбору или регулировке посредством компенсационных звеньев. Недостатком компенсационных звеньев, выполненных в виде резьбовых пар, клиньев заключается в том, что очень трудно зафиксировать размер таких звеньев после регулировки. Как бы тщательно не выполнялось это фиксирование, возможно смещение фиксируемых элементов при закреплении. Регулируемые звенья без фиксирования изменяют свой размер в процессе эксплуатации.