

Министерство образования и науки Российской Федерации Академия маркетинга и социально-информационных технологий ИМСИТ
Контрольная работа
По дисциплине «Организация и планирования производства»
(вариант 4)
Выполнил:
студент группы 10-ЗВПО-01 Засов С.А.
Проверил:
к.т.н., доцент
Петрусенко М.С.
г. Краснодар
2012
СОДЕРЖАНИЕ
Расчет однопоточной линии для обработки детали «ступенчатый вал-шестерня».............................................................................................................3
1.1 Расчет такта поточной линии.......................................................................3
1.2 Расчет количества и загрузки оборудования..............................................3
1.3 Расчет численности рабочих поточной линии............................................5
1.4 Схема работы поточной линии.....................................................................6
1.5 Расчет заделов на поточной линии..............................................................6
Выводы.................................................... .................................................................9
Расчет однопоточной линии для обработки детали «ступенчатый вал-шестерня»
Рассчитать поточную линию детали «ступенчатый вал-шестерня» с годовой программой выпуска, М (Таблица 1.) при работе в две смены, с технологичеким маршрутом обработки.
Таблица 1. – Исходные данные.
Операция обработки |
Тип оборудо-вания |
Разряд работы |
Время обработки мин. |
||
T |
T0 |
Tn |
|||
|
2A931 |
2 |
10 |
5 |
5 |
|
1A730 |
3 |
15 |
11 |
4 |
|
1732 |
3 |
22 |
18 |
4 |
|
5K301 |
4 |
26 |
21 |
5 |
|
692P |
4 |
20 |
15 |
5 |
|
5Б63Г |
3 |
16 |
12 |
4 |
|
3162 |
3 |
10 |
6 |
4 |
1.1 Расчет такта поточной линии:
![]()
где kрп – коэффициент, регламентированных перерывов.
![]() - Годовой фонд
времени, ч.
- Годовой фонд
времени, ч.
1.2 Расчет количества и загрузки оборудования:
![]() =
=
![]() ;
шт.
;
шт. ![]() =
=
![]() ;
шт.
;
шт. ![]() =
=
где
,
![]() - расчетное и
принятое количество оборудования на
i-й
операций.
- расчетное и
принятое количество оборудования на
i-й
операций.
, - коэффициент загрузки оборудования на i-го операций и в средннем по линии.
Таблица 1.1 – Расчет количества и загрузки оборудования ОПЛ.
i |
Тип оборудования |
ti, мин |
Opi, шт |
Oni, шт |
kзi |
1 |
2A931 |
10 |
0,66 |
1 |
0,66 |
2 |
1A730 |
15 |
0,99 |
1 |
0,99 |
3 |
1732 |
22 |
1,46 |
2 |
0,73 |
4 |
5K301 |
26 |
1,72 |
2 |
0,86 |
5 |
692P |
20 |
1,32 |
2 |
0,66 |
6 |
5Б63Г |
16 |
1,06 |
2 |
0,53 |
7 |
3162 |
10 |
0,66 |
1 |
0,66 |
|
|
|
|
Oni |
Kзс |
|
|
|
7,87 |
11 |
0,727 |
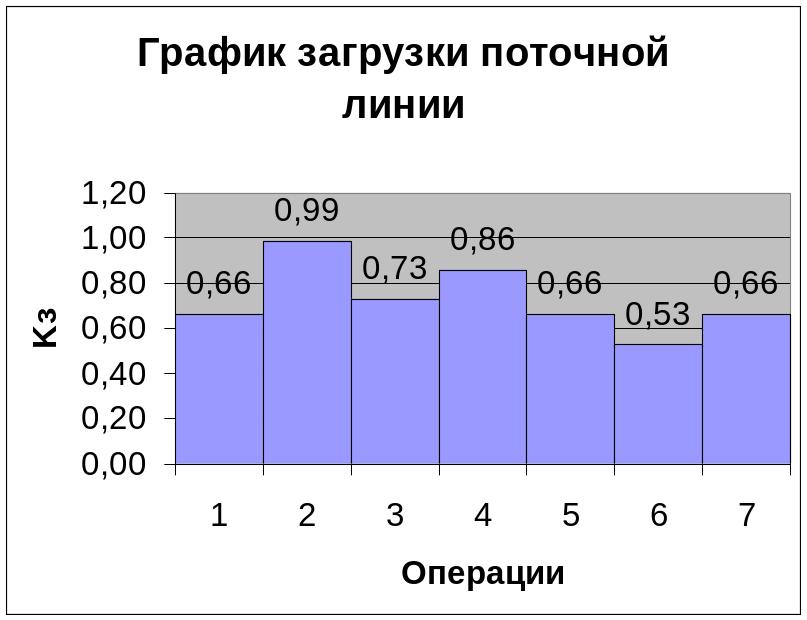
Рисунок 1 – График загрузки поточной линии.
1.3 Расчет численности рабочих поточной линии:
На прерывно-поточной линии применяется два вида многостаночного обслуживания операторами: параллельное и последовательное.
Расчет нормы параллельного многостаночного обслуживания:
где Тoi , ТВi - норма основного и вспомогательного времени на операции;
tan = (0,2...0,3), мин - время активного наблюдения и перехода.
Таблица 1.2 - Расчет норм параллельного многостаночного обслуживания
-
i
Тoi
ТВi + Tan
Hoi
1
5
5.25
1
2
11
4.25
3
3
18
4.25
5
4
21
5.25
5
5
15
5.25
4
6
12
4.25
3
7
6
4.25
2
Определим численность наладчиков:

где Нn i - норма обслуживания станков наладчиком (Н n i = 7 станк/чел).
Ч
н
=
2![]() ≈
3 человека
≈
3 человека
Определим численность операторов , Ч0 ,чел на ОПЛ.
![]()
Где Нn imax - максимальный порядковый номер оператора,
Ссм - количество смен работы оборудования,
а - коэффициент, учитывающий несовпадения годового фонда времени работы оборудования и операторов (8-10%).

Таблица 1.3 - Расчет численности и загрузки ОПЛ
Номер операции |
Номер станка |
kзi |
Hoi |
Порядок обслуживания |
№ Оператора |
kз оператора |
Разряд оператора |
1 |
1 |
0,66 |
1 |
Только №1 |
1 |
0,66 |
2 |
2 |
2 |
0,99 |
3 |
Послед. №2 и №6 |
2 |
0,99 |
3 |
3 |
3 |
0,73 |
5 |
Послед. №3 и №7 |
3 |
0,73 |
3 |
4 |
4 |
0,86 |
5 |
Послед. №4 и №5 |
4 |
0,86 |
4 |
5 |
5 |
0,66 |
4 |
5 |
0,66 |
4 |
|
6 |
6 |
0,53 |
3 |
Послед. №6 и №2 |
6 |
0,53 |
3 |
7 |
7 |
0,66 |
2 |
Послед. №7 и №3 |
7 |
0,66 |
3 |