

1.2. Предельные отклонения метрических резьб. Посадки с зазором.
Резьбы при свинчивании контактируют только по боковым сторонам профиля, поэтому только средний диаметр, шаг и угол профиля резьбы определяют характер сопряжения в резьбе. Стандартом устанавливают суммарный допуск на средний диаметр болта Td2 и гайки TD2, который включает допускаемые отклонения собственно среднего диаметра и диаметральные компенсации погрешности шага и угла профиля. Кроме этого, задается допуск на наружный диаметр болта d и внутренний диаметр у гайки D1, т.е. на диаметры, которые формируются перед нарезанием резьбы и при измерении готовых изделий наиболее доступны. Допуски на наружный и внутренний диаметры строятся так, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
По ГОСТ 16093-81 предусмотрены четыре поля допуска для болтов-(h, g, e, d) и два для гаек (H и G).
П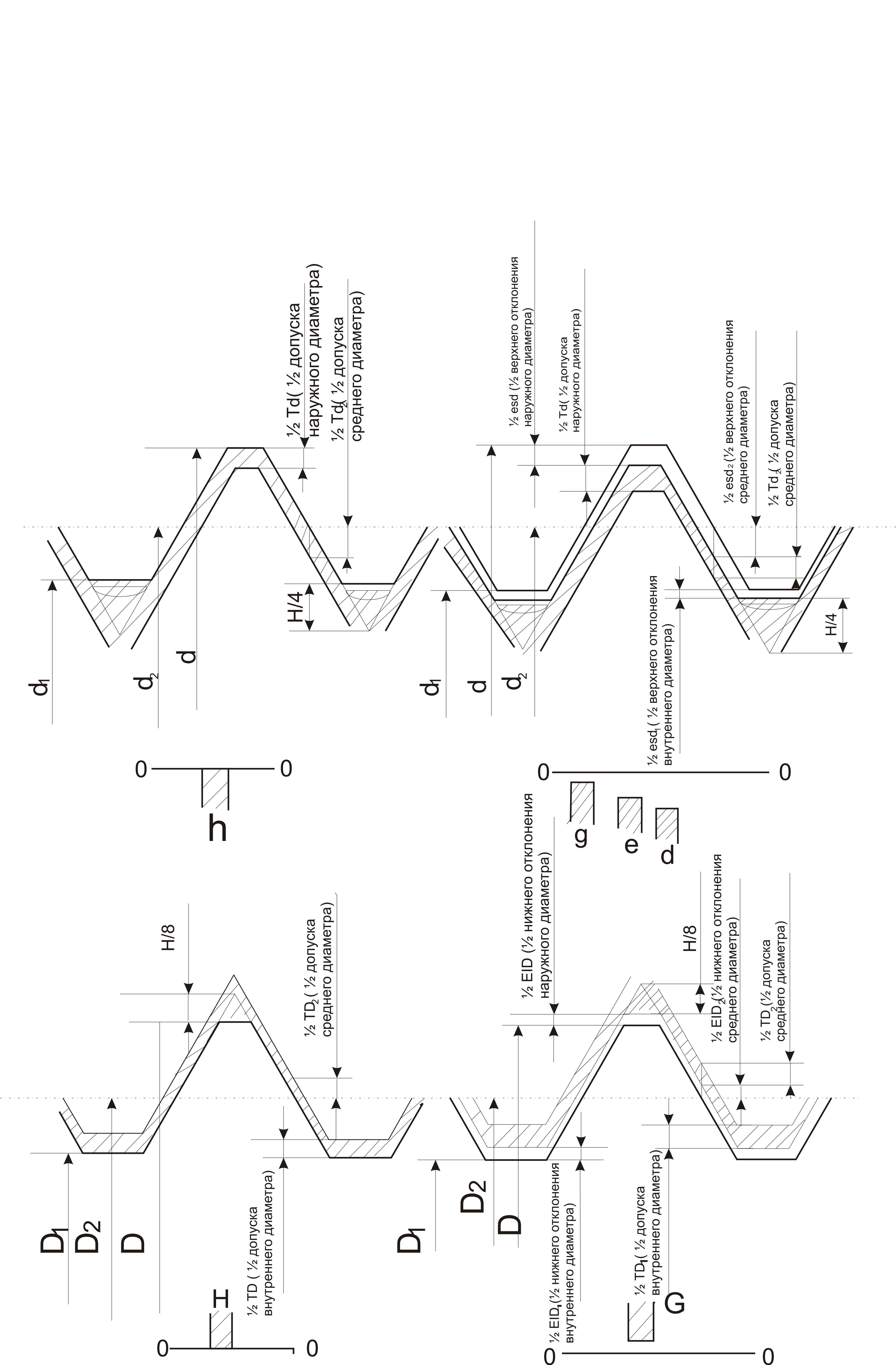 оложение
полей допусков болтов и гаек по ГОСТ
16093-81 показаны на рисунке 1.2.
оложение
полей допусков болтов и гаек по ГОСТ
16093-81 показаны на рисунке 1.2.
Рисунок 1.2
Отклонения отсчитываются от номинального профиля, изображенного утолщенной линией в направлении, перпендикулярном к оси резьбы.
Расположение полей допусков резьбы относительно номинального профиля определяются основным отклонением: верхним для болтов (рисунок 1.2а.) и нижнем для гаек (рисунок 1.2б.).
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от цифры, показывающей степень точности, стоящей перед буквой, обозначающей поле допуска.
Установлены следующие степени точности:
Диаметр болта Степень точности
наружный 4; 6; 8
средний 4; 6; 7; 8; 9; 10*
диаметр гайки
наружный 5; 6; 7; 8
средний 4; 5; 6; 7; 9**) степень точности резьб на деталях из пластмасс.
Длина свинчивания в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания:
S – короткие;
N – нормальные;
L - длинные
К группе N относятся резьбы с длинной свинчивания не менее 2,24Рd0.2 и не более 6,7Рd0.2. Длины свинчивания менее 2,24Рd0.2 относятся к группе S, а длины свинчивания более 6,7Рd0.2 – к группе L.
Значение длин свинчивания установлены ГОСТ 16093-81 и приведены в таблице 1.2.1.
Таблица 1.2.1. Длины свинчивания (в мм) метрической резьбы (ГОСТ 16093-81)
Номинальный диаметр d |
Шаг Р |
Длина свинчивания |
|||
S |
N |
L |
|||
До |
Cв |
До |
Св |
||
1 |
2 |
3 |
4 |
||
От 1 до 1,4 |
0,2 0,25 0,3 |
0,5 0,6 0,7 |
1,4 1,7 2 |
||
Свыше 1,4 до 2.8 |
0,2 0,25 0,35 0,4 0,45 |
0,5 0,6 0,8 1 1,3 |
1,5 1,9 2,6 3 3,8 |
||
1 |
2 |
3 |
4 |
||
Свыше 2,8 до 5.6 |
0,25 0,35 0,5 0,6 0,7 0,75 0,8 |
0,7 1 1,5 1,7 2 2,2 2,5
|
2,1 3 4,5 5 6 6,7 7,5 |
||
Свыше 5,6 до 11,2 |
0,25 0,35 0,5 0,75 1 1,25 1,5 |
0,25 0,35 0,5 0,75 1 1,25 1,5 |
2,4 3,4 4,7 7,1 9 12 15 9 12 |
||
Свыше 11.2 до 22,4 |
0,35 0,5 0,75 1 1,25 1,5 1,75 2 2,5 |
1,3 1,8 2,8 3,8 4,5 5,6 6 8 10 |
3,8 5,5 8,3 11 13 16 18 24 30 |
||
Свыше 22,4 до 45 |
0,5 0,75 1 1,5 2 3 3,5 4 4,5 |
2,1 3,1 4 6,3 8,5 12 15 18 21 |
6,3 9,5 12 19 25 36 45 53 63 |
||
Свыше 45 до 90 |
0,5 0,75 1 1,5 2 3 4 5 5,5 6 |
2,4 3,6 4,8 7,5 9,5 15 19 24 28 32 |
7,1 11 14 22 28 45 56 71 85 95 |
||
1 |
2 |
3 |
4 |
||
Свыше 90 до 180 |
0,75 1 1,5 2 3 4 6 |
4,2 5,6 8,3 12 18 24 36 |
12 16 25 36 53 71 106 |
||
Свыше 180 до 355 |
1,5 2 3 4 6 |
9,5 13 20 26 40 |
28 38 60 80 118 |
||
Свыше 355 до 600 |
2 4 6 |
15 29 43 |
45 87 130 |
||
Основные поля допусков метрической резьбы для посадок с зазором по ГОСТ 16093-81 приведены в таблице 1.2.2. цифры обозначают степень точности, а буквы – основное отклонение.
Таблица 1.2.2. Основные поля допусков метрической резьбы ( ГОСТ 16093-81)
Детали |
Класс точности |
Поле допуска при длине свинчивания |
||
S-короткая |
N- короткая |
L-длинная |
||
наружная резьба (болт) |
точный |
(3h 4h) |
4g; 4h |
(5h 4h) |
средний |
5g 6g; (5h 6h) |
6d; 6e; 6f; [6g]; 6h |
(7e 6e); 7g 6g; (7h 6h) |
|
грубый |
- |
8g; (8h) |
(9g 8g) |
|
внутренняя резьба (гайка) |
точный |
4H |
4H 5H; 5H |
6H |
средний |
(5G); 5H |
6G; [6H]; 5H 6H |
(7G); 7H |
|
грубый |
- |
7G; 7H |
(8G); 8H |
|
Примечания: 1.Класс точности – понятие условное; его используют для сравнительной оценки точности резьбы.
Точный класс рекомендуется для ответственных резьбовых соединений.
Средний класс – для резьб общего назначения.
Грубый класс – для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т.п.
2.Поля допусков, заключенная в рамки, рекомендуется для предпочтительного применения.
3.При длинных свинчиваниях S и L допускается применять поля допусков, установленные для длин свинчивания N.
4.Наиболее распространенной посадкой для крепёжных метрических резьб является 6H/6g.
5.Применение полей допусков, значение которых заключенных в скобки, рекомендуется ограничить.
В таблицах 1.2.3. и 1.2.4. приведены придельные отклонение диаметров резьбы винта и гайки. (Приведены в приложении 1)
1.3. Обозначение полей допусков метрической резьбы.
Обозначение поля допуска резьбы включает поле допуска среднего диаметра, помещенного на первом месте, и поля допуска наружного диаметра болтов и внутреннего диаметра гаек.
НАПРИМЕР: 7h6h; 5H6H.
Если обозначение поля допуска диаметра по вершинам резьбы совпадает с обозначением поля допуска среднего диаметра ,то в обозначении поля допуска резьбы оно не повторяется.
НАПРИМЕР:
Резьба с крупным шагом - болт М10 - 6g(болт с крупной метрической резьбой; наружный диаметр d = 10 мм, 6-ая степень точности ,поле допуска – g по среднему и наружному диаметра)
Гайка М10×1 - 6H (гайка с крупной метрической резьбой; наружный диаметр D = 10 мм, 6-ая степень точности поле допуска H по среднему и внутреннему диаметрам).
Болт М10 - 7h6h (болт с крупной метрической резьбой; наружный диаметр d = 10 мм, 7-ая степень точности, поле допуска h по среднему диаметру и 6-ая степень точности, поле допуска h по наружному диаметру)
Резьба с мелким шагом – болт М10×1 – 6h (болт с мелкой метрической резьбой; наружный диаметр d = 10 мм, шаг Р = 1 мм, 6-ая степень точности ,поле допуска h по среднему и наружному диаметрам)
Гайка М10×1 - 6G (гайка с мелкой метрической резьбой; наружный диаметр D = 10 мм, шаг Р = 1 мм, 6-ая степень точности, поле допуска G по среднему и внутреннему диаметрам).
Гайка М10×1 - 4H5H (гайка с метрической резьбой; наружный диаметр
D = 10 мм, шаг Р = 1 мм, 4-ая степень точности, поле допуска H по среднему диаметру; 5-ая степень точности, поле допуска H по внутреннему диаметру.
Посадки резьбовых деталей обозначают дробью, в числителе которой указывают поле допуска гайки, в знаменателе – поле допуска болта.
НАПРИМЕР: М10 -
![]() ;
М10×1 -
.
;
М10×1 -
.
Если длина свинчивания отличается от нормальной, то она указывается в обозначении: М12 – 7g6g – 30; где 30 – длина свинчивания в мм.
1.4. Обозначение размеров резьбы на чертежах.
На сборочных чертежах проставляются номинальный размер и указывается степень точности и поля допусков гайки и болтов.
На чертежах деталей – промышленный размер и буквенные обозначения предельных отклонений, эскизы оформляются согласно требованию ЕСКД.
2. Пример выполнения задания.
Согласно сборочному чертежу узла и исходным данным необходимо:
1.Определить основные параметры профиля резьбы.
2.Объяснить обозначение точности и полей допусков резьбового соединения.
3.Определить предельные размеры болта и гайки.
4.Начертить схему расположения полей допусков для размеров болта и гайки.
5.Вычертить в сборе сопряжение, а также эскизы детали, указав размеры резьбы с обозначением полей допусков согласно требованиям ЕСКД.
2.1. Исходные данные:
Номинальный (наружный) диаметр резьбы в мм – 12;
Шаг резьбы, мм – 1;
Сочетание полей допусков ;
Длина свинчивания – N.
2.2. Порядок расчета.
2.2.1. Определение основных параметров профиля резьбы.
По таблицам 1.1.1. и 1.1.2. определяем вид резьбы: с крупным или мелким шагом.
2.2.2. По таблице 1.1.3. в зависимости от шага резьбы Р определяем средний и внутренний диаметры болта и гайки – d2(D2) и d1(D1).
d = 12 мм; Р = 1 мм – резьба с мелким шагом.
d2(D 2) = d – 1 + 0,350 = 12 – 1 + 0,350 = 11,350 мм
d1(D 1) = d – 2 + 0,918 = 12 – 2 + 0,918 = 10,918 мм
H = 0,86025Р = 0,86025 мм
H1 = 0,54127Р = 0,54127 мм
R = 0,144Р = 0,144 мм
α = 60ْ
2.2.3. Обозначение точности полей допусков резьбового соединения.
На чертеже обозначается резьба с мелким шагом: М12×1 -
В числителе указывают поле допуска гайки, а в знаменателе поле допуска болта.Гайка с мелкой метрической резьбой, наружным диаметром D = 12 мм, шагом Р = 1 мм, 6-ой степенью точности по среднему и внутреннему диаметрам.Болт с мелкой метрической резьбой, наружным диаметром d = 12 мм, шагом Р = 1 мм, 6-ой степенью точности по среднему и внутреннему диаметрам.
2.2.4. Определение предельных размеров резьбы.
2.2.4.1. В соответствии со степенью точности полем допуска, шагом и номинальным (наружным) диаметром по таблице 1.2.3. и 1.2.4. выбираем предельные отклонения d, d1 и d2 для болта и D, D 1 и D 2 для гайки.
es(d; d1;d2) = -26 мкм = -0,026 мм;
ei(d) = -206 мкм = -0,206 мм;
ei(d2) = -144 мкм = -0,144 мм;
EI(D; D 1; D 2) = 0
ES(D1) = +236 мкм = +0,236 мм
ES(D2) = +160 мкм = +0,160 мм
2.2.4.2. Рассчитываем допуски на d и d2 болта и на Д1 и Д2 гайки.
Td = -0,026 – (-0,.206) = +0,180 мм
Td2 = -0,026 – (-0,144) = +0,118 мм
TD1 = +0,236 – 0 = +0,236 мм
ТD2 = +0,160 – 0 = +0,160 мм
2.2.4.3. Предельные размеры болта и гайки.
d2
=
![]()
d
=
![]()
D2
=
![]()
D1
=
![]()
2.2.4.4. Строим схемы полей допусков резьбы М12×1- (рисунок 2.1)
2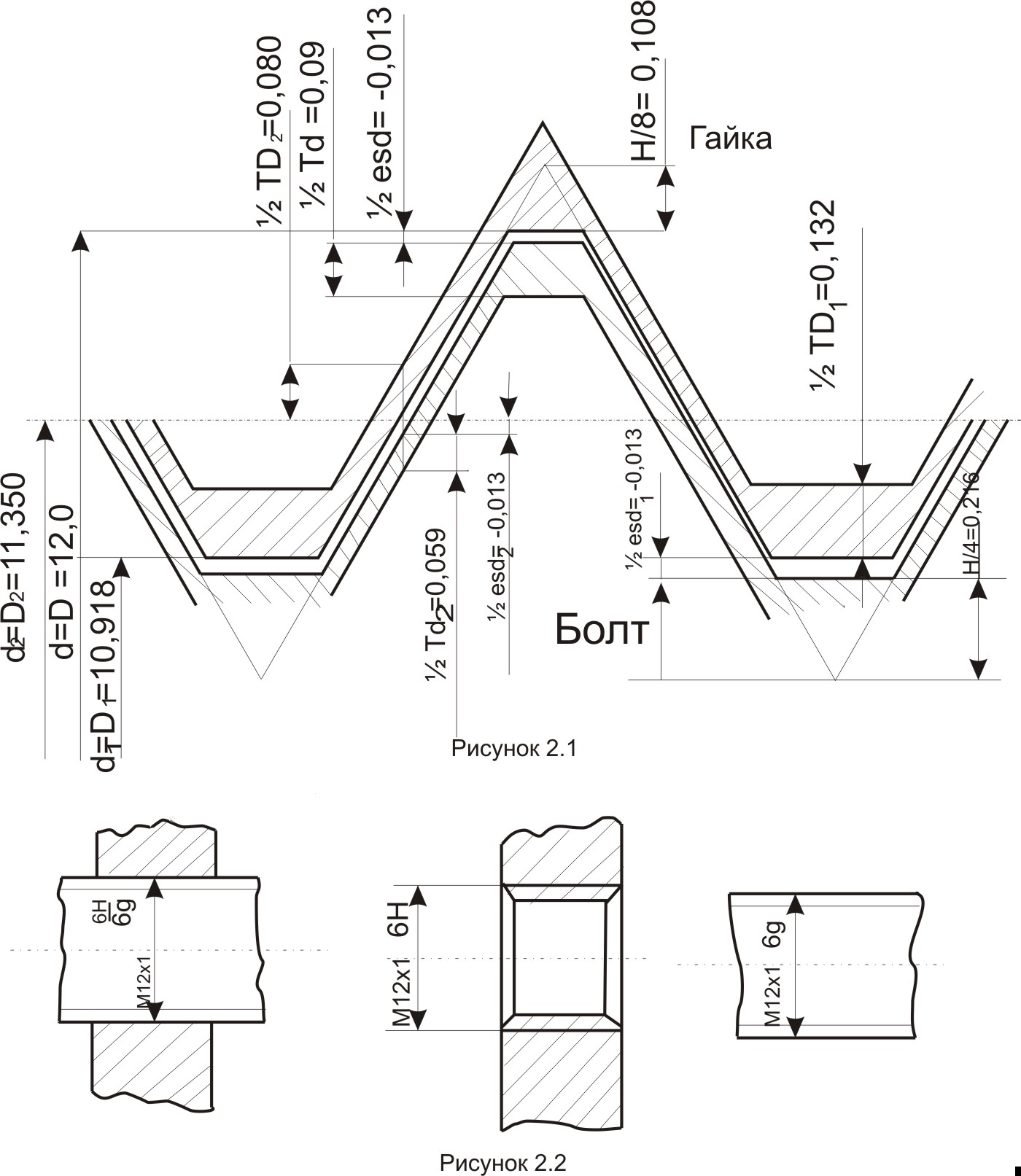 .2.4.5.
Выполняем эскизы резьбовых деталей и
всего сопряжения в сборе (рисунок 2.2).
.2.4.5.
Выполняем эскизы резьбовых деталей и
всего сопряжения в сборе (рисунок 2.2).
Рисунок 2.2