

Министерство образования и науки Украины
Харьковская НАЦИОНАЛЬная академия городского хозяйства
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К выполнению расчетно-графической работы по курсу
"АВТОМАТИЗИРОВАННЫЙ ЭЛЕКТРОПРИВОД"
для студентов 4 курса заочной формы обучения специальности 6.090.603 “Электротехнические системы электропотребления”
Харьков ХНАГХ 2007
Цель работы
Курс "Автоматизированный электропривод" занимает важное место в подготовке инженеров-электриков специальности 6.090.603 “Электротехнические системы электропотребления”, так как электропривод является основным потребителем электроэнергии в народном хозяйстве, во многом определяет требования к качественным показателям электроэнергии и оказывает существенное влияние на работу сетей электроснабжения. Работа должна дать студенту целостное представление о методике проектирования систем злектропривода, научить применять полученные теоретические знания при практических расчетах по анализу автоматических систем управления электроприводом.
Содержание работы
Работа включает в себя расчетко-пояснительную записку объемом 10-15 страниц. Основная часть пояснительной записки должна.содержать следущие пункты:
1. Задание на работу.
2. Описание автоматизируемого технологического механизма и выбор электропривода по роду тока.
3. Определение функциональной схемы электропривода и выбор элементов силовой цепи.
4. Описание работы системы по принципиальной схеме.
2. Методические указания по выполнению работы
2.1. Исходное задание.
В данном разделе пояснительной записки необходимо сформули-ровать основные задачи, которые следует решить при выполнении работы, а также привести исходные данные для расчета (см. приложение 1) .
2.2. Описание автоматизируемого технологического механизма и выбор электропривода по роду тока
Требования, предъявляемые к системе электропривода, определяются технологическими особенностями автоматизируемого механизма, конструктивным исполнением механического оборудования, специфическими условиями эксплуатации электрооборудования в данной отрасли промышленности. Первое, что необходимо сделать на основании этих требований, выбрать электропривод по роду тока.
В работе разрабатывается система электропривода для сложного производственного механизма - продольно-строгального станка. В пояснительной записке отражается вопрос развития станкостроения и та роль в экономике народного хозяйства страны, которая отводится станкостроению. Дается краткая характеристика продольно-строгального станка, описывается технология обработки изделия, приводится кинематическая схема и характеризуется назначение применяемых на станке систем электропривода. Эти вопросы изложены в [2, 3].
Детальной разработке подлежит система автоматического управления главным электроприводом станка, которым является электропривод перемещения стола.
Диаграммы скорости движения стола, тяговых усилий и момента двигателя за один двойной ход стола приведены на рис. 1.
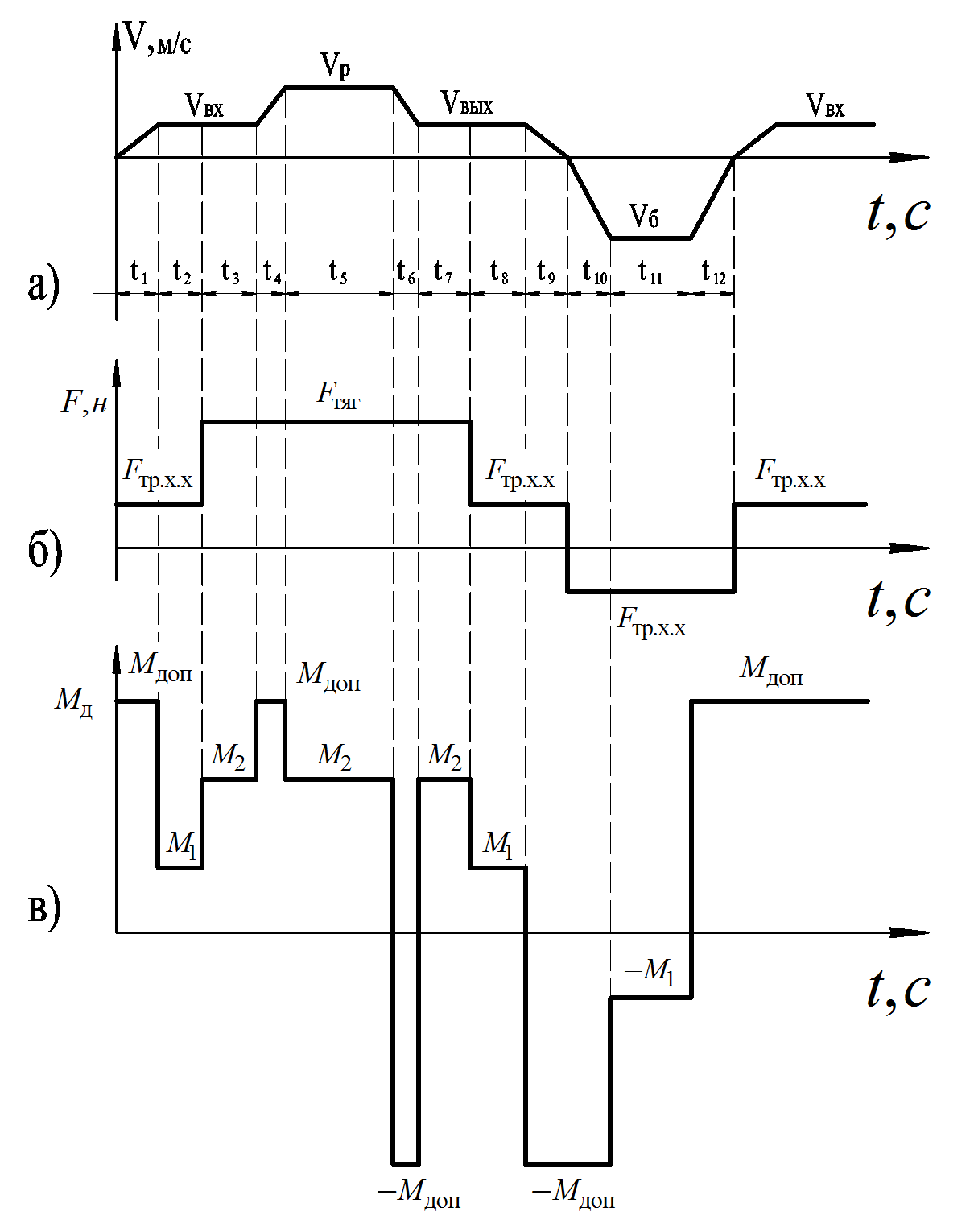
Рис. 1. а) тахограмма движения стола;
б) диаграмма усилий;
в) нагрузочная диаграмма двигателя
Здесь.
![]() -
время, в течение которого стол разгоняется
до скорости
-
время, в течение которого стол разгоняется
до скорости
![]() .
Величина
выбирается такой, чтобы в процессе входа
резца в изделие не сминался край изделия
и не ломался резец;
.
Величина
выбирается такой, чтобы в процессе входа
резца в изделие не сминался край изделия
и не ломался резец;
![]() - усилие трения стола о направлявшие:
- усилие трения стола о направлявшие:
![]() ,
(1)
,
(1)
где
![]() = 0,05 - коэффициент трения стола о
направляющие;
= 0,05 - коэффициент трения стола о
направляющие;
![]() -
масса стола и детали;
-
масса стола и детали;
![]() - ускорение
силы
тяжести;
- ускорение
силы
тяжести;
![]() максимально допустимый
момент,
который для
двигателей
постоянного тока равен
максимально допустимый
момент,
который для
двигателей
постоянного тока равен
![]() ;
;
![]() -
номинальный момент двигателя.
-
номинальный момент двигателя.
![]() -
время, в течение которого стол движется
с постоянной скоростью
;
-
время, в течение которого стол движется
с постоянной скоростью
;
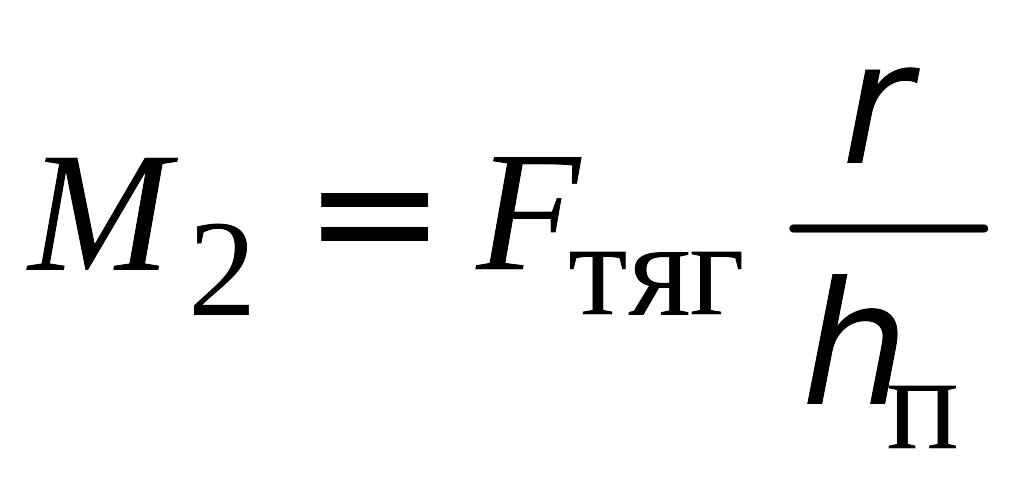
![]() -
соответствующий момент, развиваемый
двигателем:
-
соответствующий момент, развиваемый
двигателем:
 ,
(2)
,
(2)
где
![]() - радиус приведения механического
передаточного устройства
(МПУ)
главного
электропривода
станка;
- радиус приведения механического
передаточного устройства
(МПУ)
главного
электропривода
станка;
![]() - к.п.д.
МПУ, равный
- к.п.д.
МПУ, равный
![]() ,
(3)
,
(3)
где
![]() -
число ступеней передачи;
-
число ступеней передачи;
![]() -
0,96
-
0,96![]() 0,98
- номинальный к.п.д.
зубчатой
пары.
0,98
- номинальный к.п.д.
зубчатой
пары.
![]() -
время, в течение которого резец врезается
в металл;
-
время, в течение которого резец врезается
в металл;
![]() - тяговое усилие на столе, где
- тяговое усилие на столе, где
![]() - суммарное усилие резания (см. приложение
1);
- суммарное усилие резания (см. приложение
1);![]() - усилие
трения с учетом вертикальной
составляющей усилия резания
- усилие
трения с учетом вертикальной
составляющей усилия резания
![]() ;
;
![]() -
соответствующий момент двигателя:
-
соответствующий момент двигателя:
 .
(4)
.
(4)
![]() -
время, в течение которого стол разгоняется
до скорости резания
-
время, в течение которого стол разгоняется
до скорости резания
![]() при моменте двигателя, равном
.
при моменте двигателя, равном
.
![]() -
время,
в
течение
которого стол движется со скоростью
резания
.
Нагрузка на привод определяется
величиной
-
время,
в
течение
которого стол движется со скоростью
резания
.
Нагрузка на привод определяется
величиной
![]() .
Момент, развиваемый
двигателем,
равен
.
Момент, развиваемый
двигателем,
равен
![]() .
.
![]() -
время, в течения готового скорость
снижается до величины
-
время, в течения готового скорость
снижается до величины
![]() ,
что предотвращает скалывание кромки
изделия при выходе резца. При этом
двигатель работает в тормозном режиме
с предельно допустимым моментом
.
,
что предотвращает скалывание кромки
изделия при выходе резца. При этом
двигатель работает в тормозном режиме
с предельно допустимым моментом
.
![]() -
время выхода резца из металла. Нагрузка
на привод определяется величиной
,
а момент двигателя равен
.
-
время выхода резца из металла. Нагрузка
на привод определяется величиной
,
а момент двигателя равен
.
![]() -
время, в течение которого стол движется
с постоянной скоростью
.
При этом нагрузка на привод определяется
величиной
,
а момент двигателя равен
.
-
время, в течение которого стол движется
с постоянной скоростью
.
При этом нагрузка на привод определяется
величиной
,
а момент двигателя равен
.
![]() -
время, в течение которого скорость стола
снижается до нуля. Двигатель работает
в тормозном режиме с предельно
допустимым моментом -
.
-
время, в течение которого скорость стола
снижается до нуля. Двигатель работает
в тормозном режиме с предельно
допустимым моментом -
.
![]() -
время, в течение которого стол разгоняется
до скорости обратного хода
-
время, в течение которого стол разгоняется
до скорости обратного хода
![]() .
При переходе скорости через нулевое
значение усилие
меняет свой знак. Двигатель продолжает
работать с
.
.
При переходе скорости через нулевое
значение усилие
меняет свой знак. Двигатель продолжает
работать с
.
![]() время,
в течение которого стол движется с
установившейся скоростью
при
время,
в течение которого стол движется с
установившейся скоростью
при
![]() и
и
![]() .
.
![]() -
время, в течение которого скорость стола
уменьшается до нуля. При этом двигатель
работает с предельно допустимым
моментом
.
-
время, в течение которого скорость стола
уменьшается до нуля. При этом двигатель
работает с предельно допустимым
моментом
.
Далее цикл работа повторяется.
Выбор
наиболее эффективных режимов резания
при обработке различных материалов
обеспечивается за счет регулирования
скорости главного электропривода
продольно-строгального станка. Диапазон
регулирования скорости определяется
как отношение максимальной
скорости поступательного движения к
его минимальной скорости, т.е. так
отношение скорости
к скорости
.
В общем случае
наименьшая
величина
соответствует черновой обработке
твердых металлов и равна
![]() ,
а наибольшая величина
равна
,
а наибольшая величина
равна
![]() .
Поэтому диапазон регулирования скорости
главного привода лежит в пределах
.
Поэтому диапазон регулирования скорости
главного привода лежит в пределах
 .
(5)
.
(5)
Для
повышения производительности станка,
которая определяется работой главного
привода не только в установившихся, но
и в переходных режимах,
скорость
привода должна регулироваться
электрическим
способом. Поскольку
![]() ,
то необходимо применять
двигатель
постоянного тока [3].
,
то необходимо применять
двигатель
постоянного тока [3].