

5. Средства визуального и измерительного контроля
5.1. При визуальном и измерительном контроле применяют:
Лупы, в том числе измерительные;
Линейки;
Угольник поверочные 900;
Штангенинструменты;
Угломеры;
Микрометры;
Калибры;
Эндоскопы;
Шаблоны и другие инструменты.
5.2. Для определения шероховатости рекомендуется применять аттестованные образцы шероховатости (сравнения).
5.3. Измерительные приборы и инструменты должны периодически проходить поверку (калибровку) в метрологических службах
6. Подготовка к контролю
6.1. Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до металлического блеска от грязи коррозии, окалины краски масла, влаги и других загрязнений, препятствующих проведению контроля.
При зачистке кромок деталей под все виды дуговой, газовой и контактной сварки – не менее 20 мм с наружной стороны;
При зачистке кромок деталей под электрошлаковую сварку – не менее 50 мм с каждой стороны сварного соединения.
6.2. Очистка и подготовка контролируемой поверхности производится по соответствующей технологии Нормативного документа (НД) на данное изделие. (Например, механическая зачистка, промывка, протирка, обдув сжатым воздухом и т.д.)
6.3. Шероховатость зачищенных деталей, подготовленных под сварку, должна быть не более Ra 12,5 (Rz 80).
6.4. Шероховатость поверхностей изделий, подготовленных для проведения неразрушающего контроля должна быть не более:
Ra 3,2 (Rz 20) – при капиллярном контроле;
Ra 10 (Rz 63) – при магнитопорошковом контроле;
Ra 6,3 (Rz 40) – при ультразвуковом контроле.
Для других методов неразрушающего контроля шероховатость контролируемых поверхностей изделий не регламентируется и устанавливается проектно-технической или производственно-конструкторской документацией.
7. Порядок выполнения визуального и измерительного контроля при сборке деталей под сварку
7.1. При сборке деталей под сварку визуально необходимо контролировать:
Правильность установки подкладных пластин (колец);
Правильность установки временных технологических креплений;
Правильность расположения, количество и качество прихваток;
Чистоту кромок и прилегающих к ним поверхностей деталей
Правильность нанесения активирующего флюса и защитной флюс-пасты и ряд других мероприятий.
7.2. Измерительный контроль при подготовке деталей под сварку осуществляется для проверки:
Размеров разделки кромок (Рисунок 1, 2);
Размеров подкладных пластин;
Размеров отверстий под штуцер;
Ширины зоны механической зачистки наружной и внутренней поверхности деталей и шероховатости поверхностей;
Перпендикулярности торцов, подготовленных под сварку цилиндрических деталей.
7.3. Измерительный контроль соединений, собранных под сварку, включает проверку:
Величины зазоров в соединении (Рисунок 3);
Размера смещения кромок (Рисунок 3);
Количество прихваток, расстояния между ними и расположение по длине (Рисунок 4);
Размера несоосности осей штуцера и отверстия в корпусе;
Размера несовпадения осей угловых соединений труб и ряда других размеров.
7.4. Визуальному и измерительному контролю подготовки и сборки деталей под сварку подлежат не менее 20% деталей и соединений из числа представленных к приемке. При выявлении отклонений от требований рабочих чертежей или проектно-технической документации объем выборочного контроля должен быть увеличен вдвое. Если при дополнительном контроле вторично будут выявлены отклонения, то объем контроля должен быть увеличен до 100%.
Детали, забракованные при контроле, подлежат исправлению. Собранные под сварку соединения, забракованные при контроле, подлежат разборке с последующей повторной сборкой после устранения причин, вызвавших некачественную сборку.
Основные требования к выполнению измерительного контроля при сборке деталей под сварку – в таблице 1.
Измерения, в первую очередь, следует выполнять на тех участках, которые вызывают сомнение по результатам измерительного контроля.
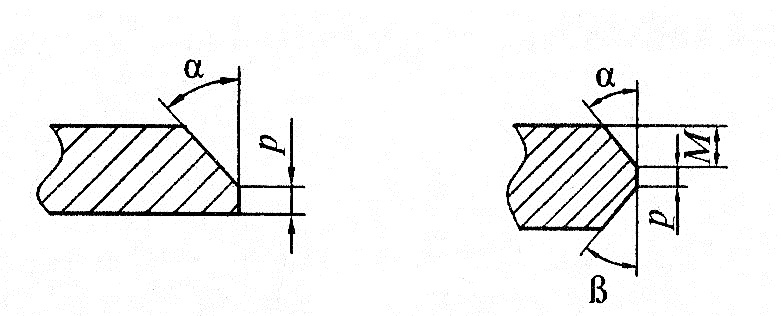
Рисунок 1 – Размеры, контролируемые измерением при подготовке деталей под сварку
(V-образная и Х-образная разделка кромок):
α, β – углы скоса; р – притупление кромки; М – глубина кромки.
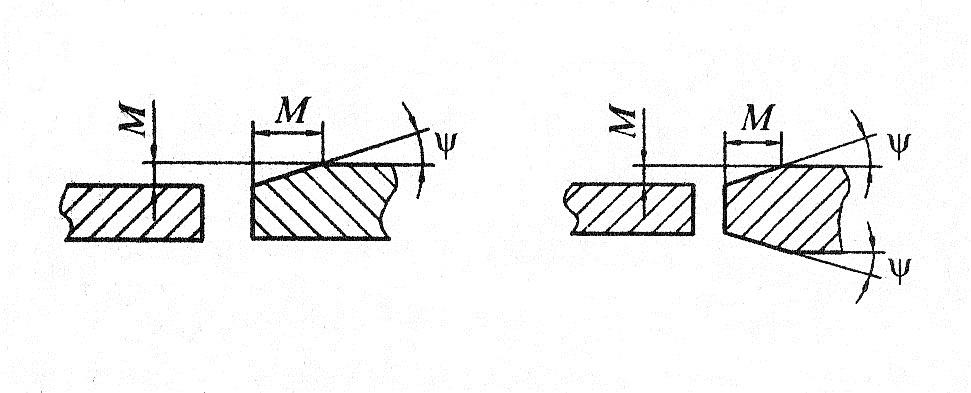
Рисунок 2 – Размеры, контролируемые измерением при подготовке деталей под сварку (при подготовке к сварке стыкового соединения деталей, отличающихся по ширине):
Ψ – угол скоса поверхности соединяемого элемента.
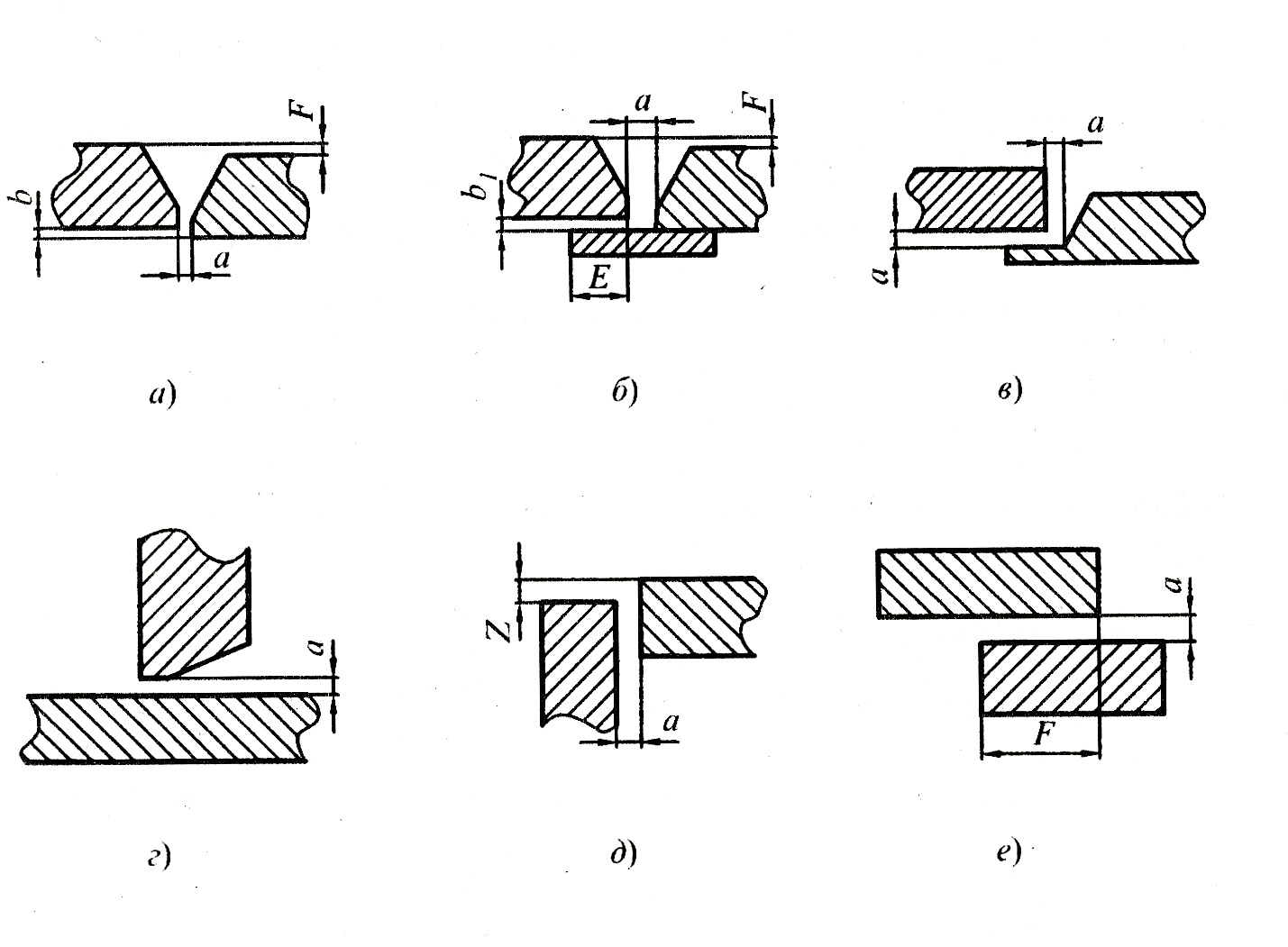
Рисунок 3 – Размеры, контролируемые при сборке соединений под сварку:
а – зазор в соединении; b – смещение кромок деталей; b1 - зазор между подкладной пластиной (кольцом) и поверхностью детали; F, Z – смещение кромок; Е – размер перекрытия деталей.
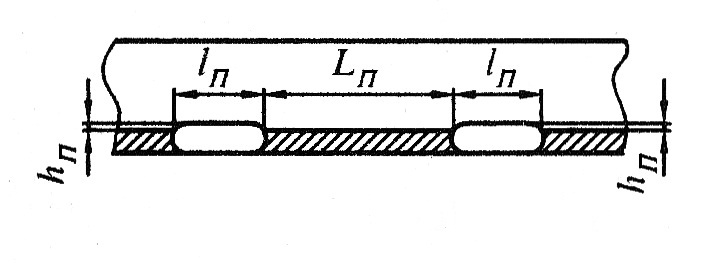
Рисунок 4 - Размеры, контролируемые при сборке соединений под сварку:
lп – длина прихватки; Lп – расстояние между прихватками; hп – высота прихватки.
Таблица 1 – Основные контролируемые параметры и средства измерений при сборке деталей под сварку
-
Контролируемый
параметр
Условное
обозначение
Рисунок
Средства
измерений
1. Зазор в соединении
а
Рис. 3
Щуп, шаблон универсальный
2. Смещение кромок ( с наружной и внутренней стороны соединения)
b, F
Рис. 3
Линейка и щуп
3. Зазор между подкладной пластиной (кольцом) и поверхностью детали
b1
Рис. 3
Шаблон специальный
4. Длина прихватки
lп
Рис. 4
Линейка и штангенциркуль
5. Высота прихватки
hп
Рис. 4
Штангенциркуль
6. Расстояние между прихватками
Lп
Рис. 4
Линейка