6.1. Конструирование совмещенных штампов
Назначение и конструкция. Совмещенные (комбинированные) штампы применяют для обрезки – прошивки, обрезки – правки или прошивки – правки.
Наиболее конструктивными из совмещенных являются штампы для обрезки – прошивки поковок, имеющих в плоскости разъема круглую или близкую к круглой форму (рис. 13).
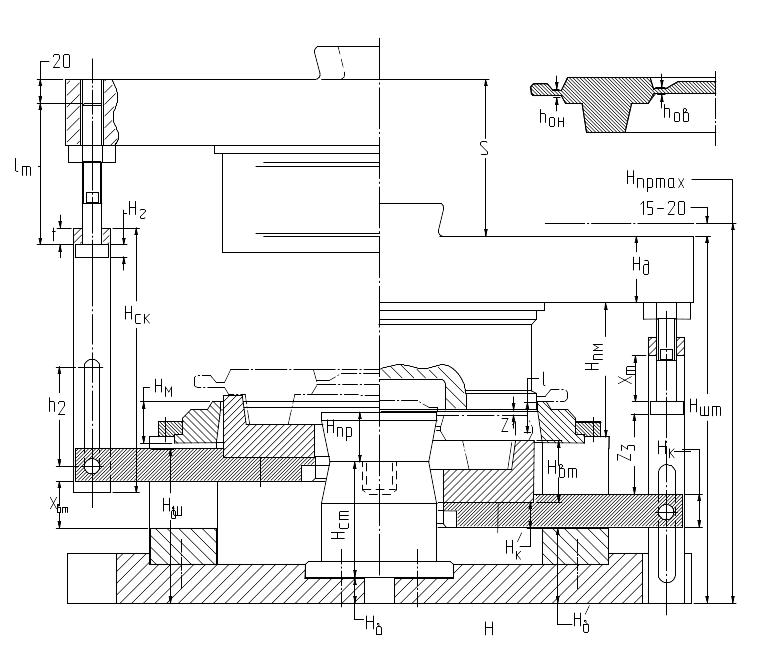
Рис. 13. Схема совмещенного штампа для обрезки и прошивки поковок
Не только отдельные детали таких штампов, но и штампы в целом могут быть нормализованы. Приведенная типовая нормаль совмещенных штампов составлена для наиболее широко применяемых конструкций штампов для поковок диаметром обрезки от 100 до 500 мм диаметром прошивки от 60 до 400 мм.
Если диаметр прошиваемого отверстия менее 60 мм, то в целях повышения стойкости прошивника рекомендуется один из вариантов нестандартного крепления прошивка или штампы, у которых прошивник и матрица крепятся к державке, а пуансон – в башмаке штампа.
При прошивке двух отверстий и более выталкиватель крепят к отдельным коромыслам, каждое из которых подвешивается на двух независимых тягах.
При зазоре между пеансоном и матрицей менее 1 мм необходимо предусмотреть съемную канавку на пуансоне или съемник облоя.
При зазорах между матрицей, пуансоном и прошивником более 0,6 мм направляющие колонки и втулки в совмещенных штампах облегчают их наладку, но не являются обязательными.
Обрезные – правочные и прошивные – правочные совмещенные штампы являются весьма рентабельными только в условиях массового производства поковок.
При мелкосерийном производстве поковок, а также в случаях, когда закрытая высота штампа для обрезки – прошивки не вписывается в закрытую высоту штампового пространства, применяют совмещенные штампы упрощенных конструкций.
Расчет размеров элементов штампа. Закрытая высота штампа
Ншт = Нпр.max – (15 20) мм,
где Нпр.max – максимальная закрытая высота штампового пространства пресса.
Величина сдвига поковки l, обеспечивающая чистый срез облоя, зависит от толщины облоя hон и перемычки hов .
l = 2 hон + (15 20) мм,
l – расстояние от линии разъема по облою до крайней нижней точки срезаемой перемычки (определяется графически).
Высота пуансона
Нпн = (Ншт + е) – (Нб + Нм + Нд) .
Высота стойки
Нст = (Нбш +Нм) – (Нб + Нпв + + r мм) .
Ход выталкивателя
Нст = Хвт = е + z1 + a ,
где зазор между поковкой и выталкивателем z1 = (10 – 20) мм; размер а = hn (для поковок, имеющих центрирующий бурт со стороны выталкивателя). Значение Хвт должно удовлетворять условию
Нм = Нбш – (Нб’+ Hк’ + Hвт + Хвт) = 15 мм.
Высота выталкивателя
Нвт = Ншт – (Нб’+ Hк + Hпн +Нд’ + z1) .
Свободный ход тяги
Хтяг = S – (h2 + вт),
где h2 подобрать по нормали в пределах от 0 до h2max ; S – длина хода ползуна.
Если расчетная Хтяг получится отрицательного значения, то следует задаться меньшим значением h2 /
Длина тяги
Значение должно удовлетворять условию
Значение должно удовлетворять условию.
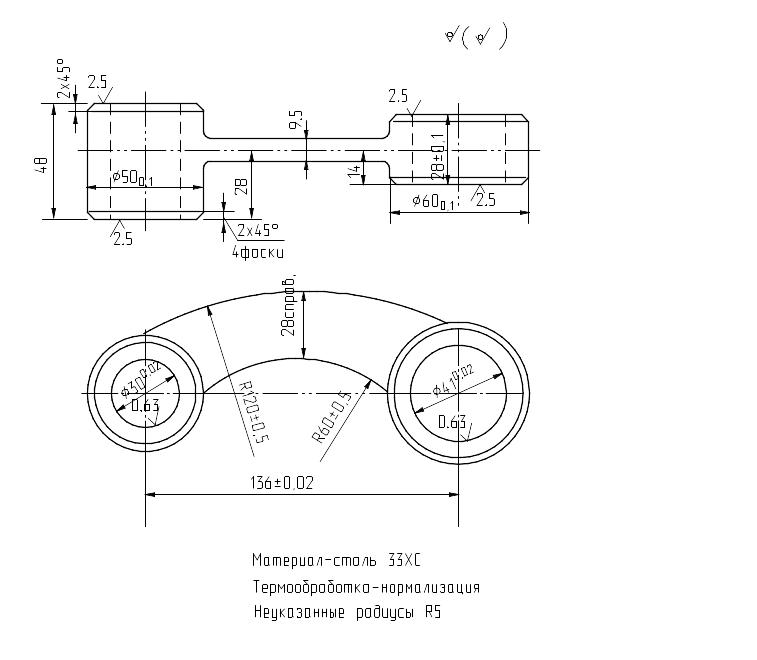
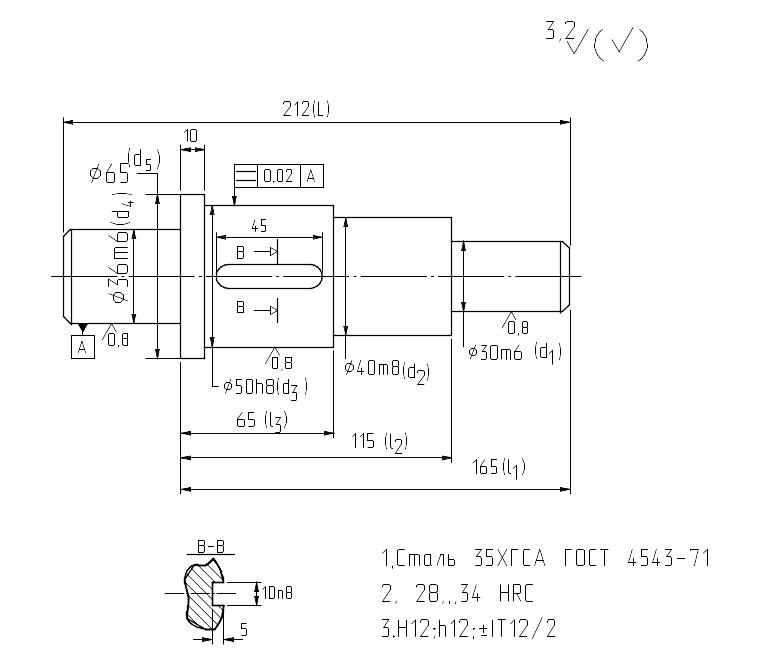
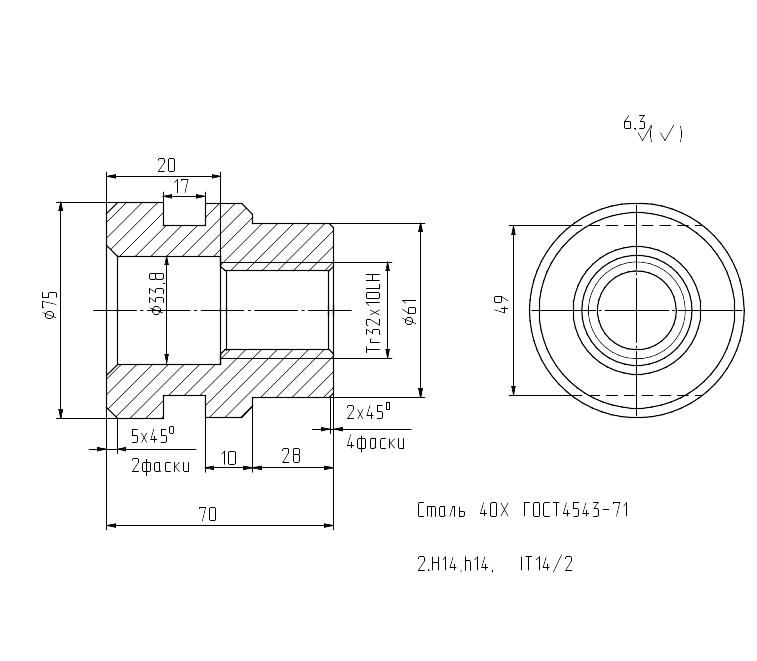
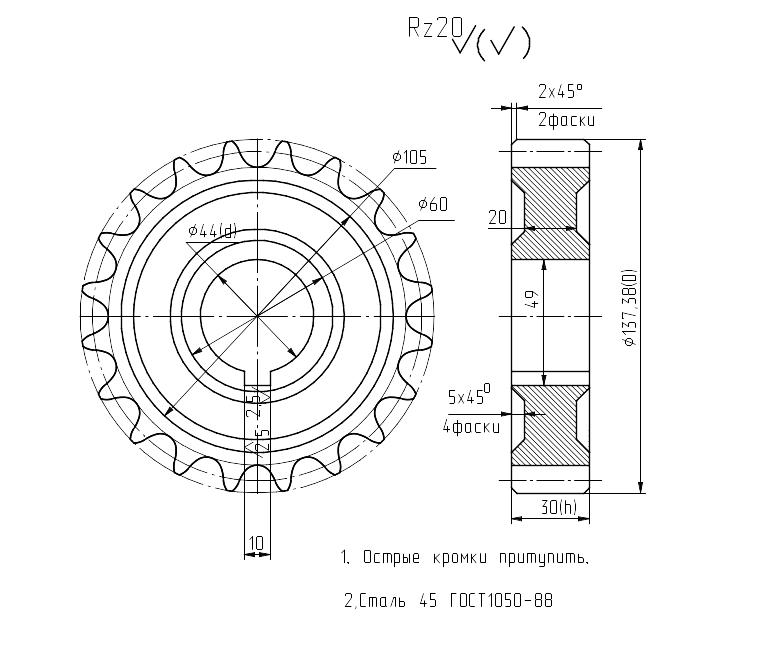
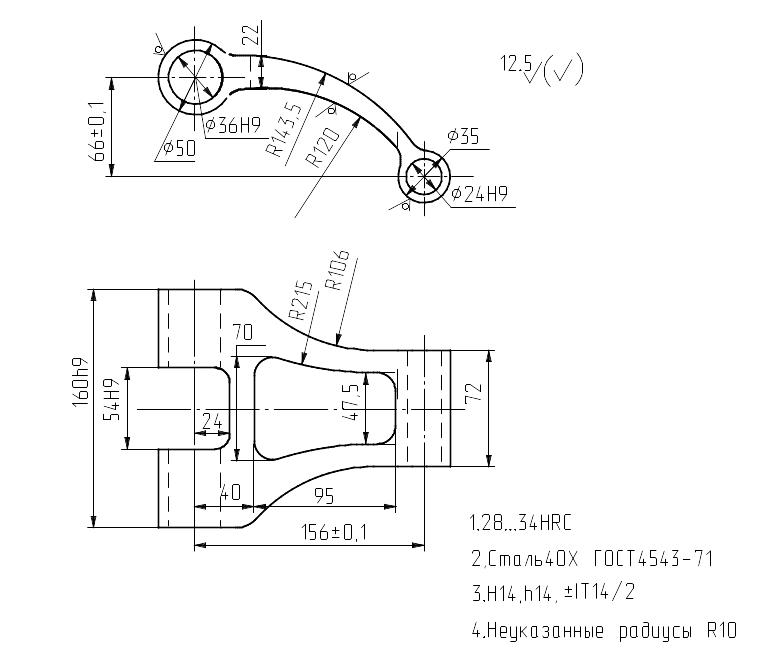
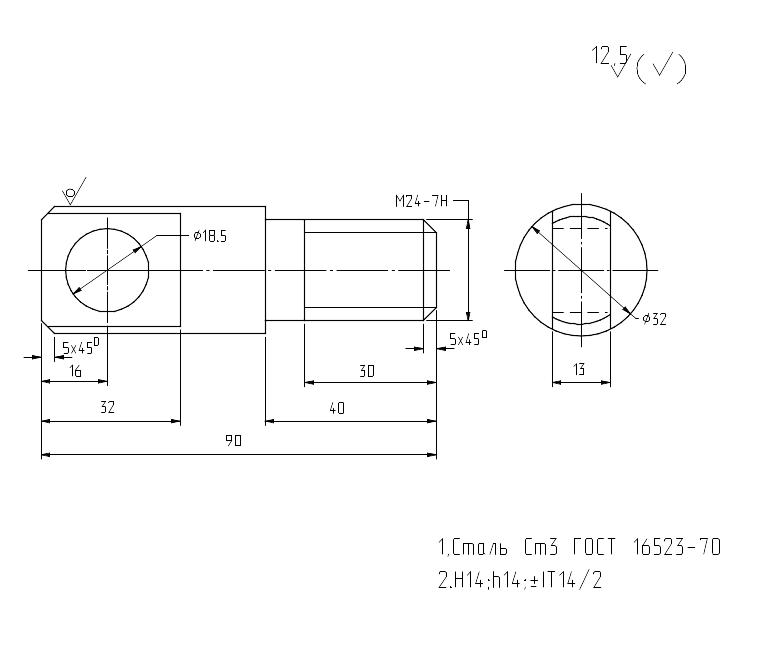
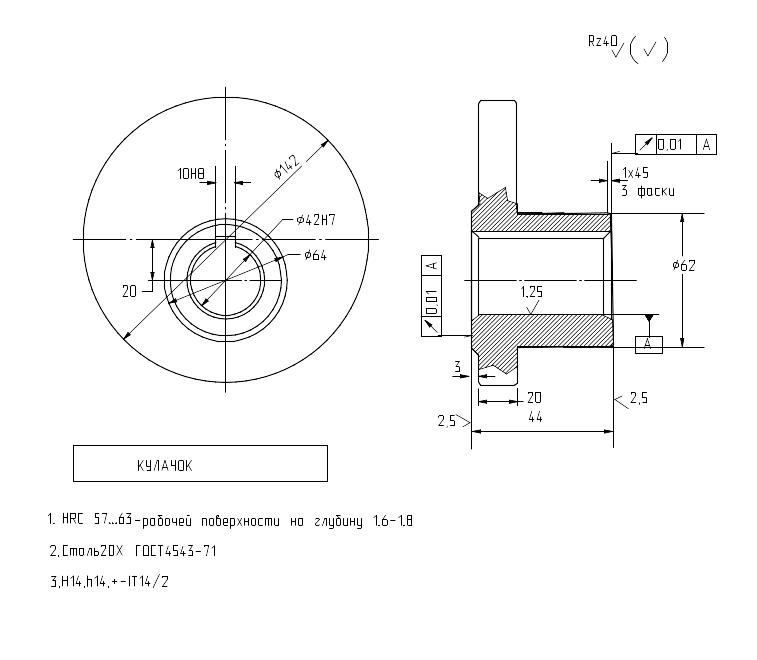
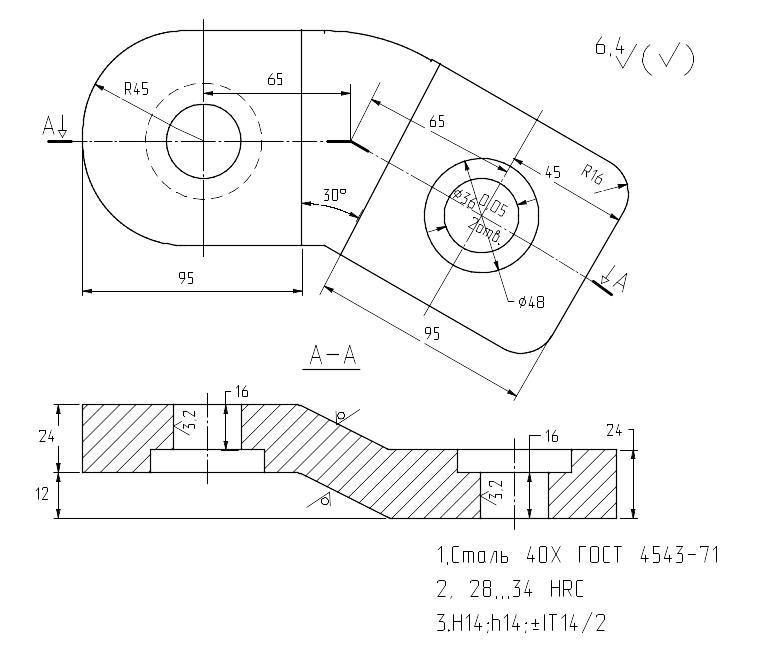
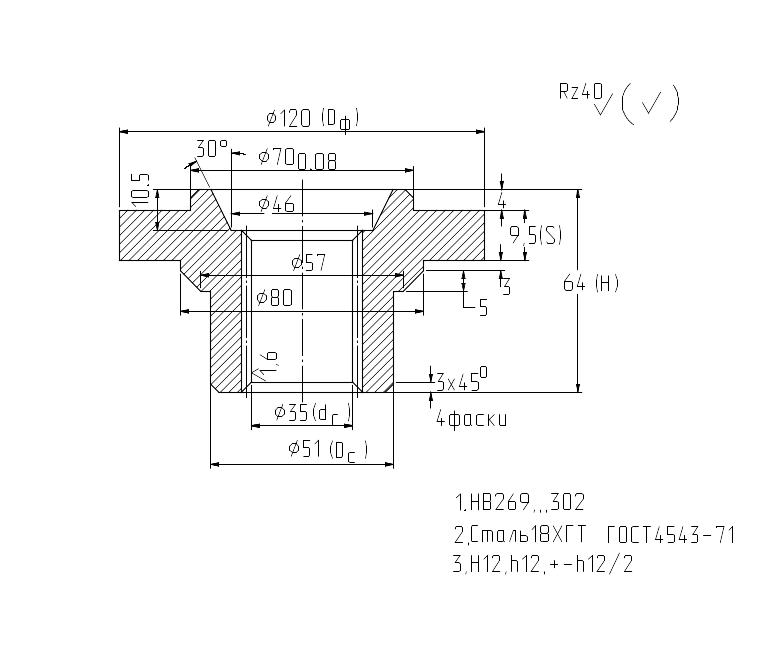
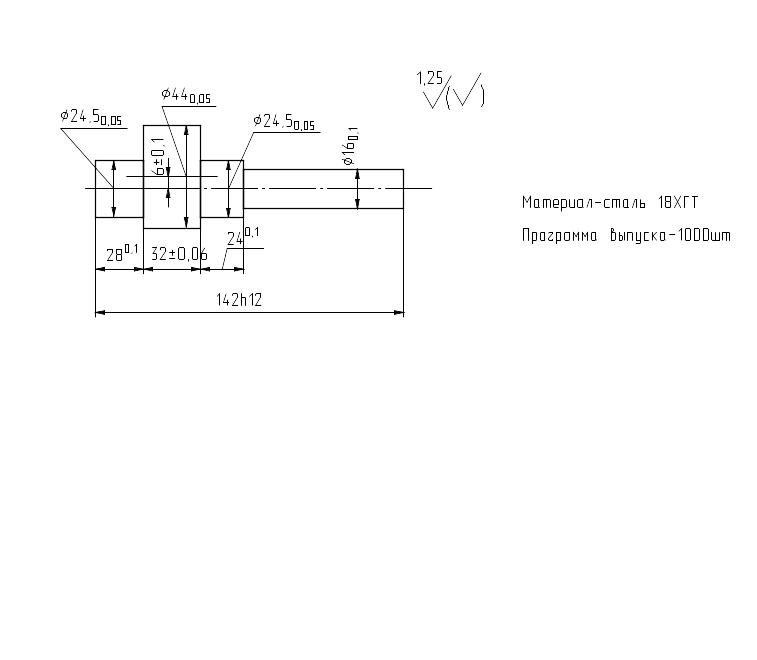
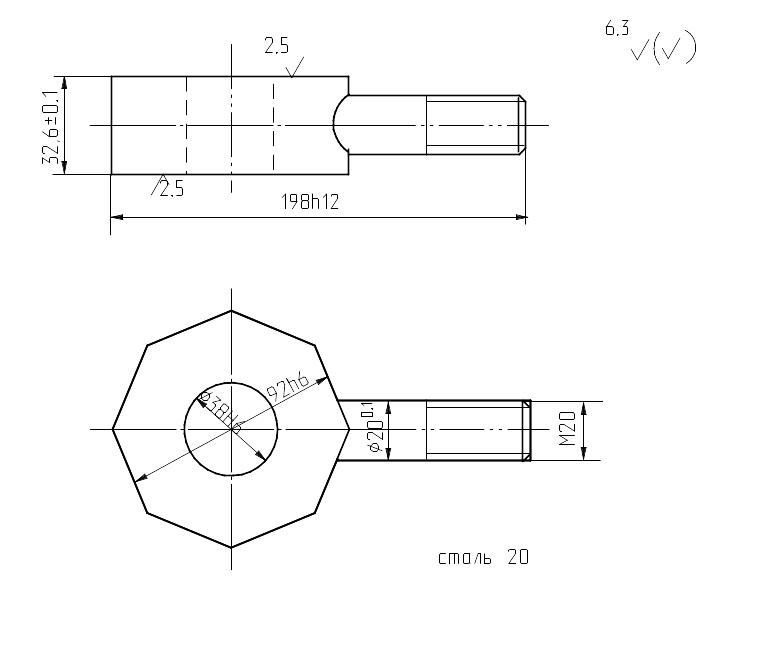
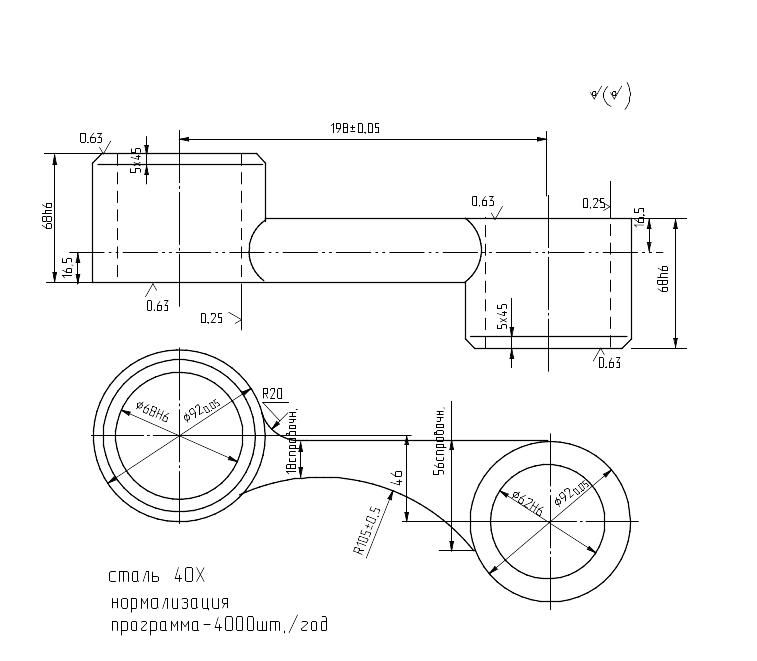
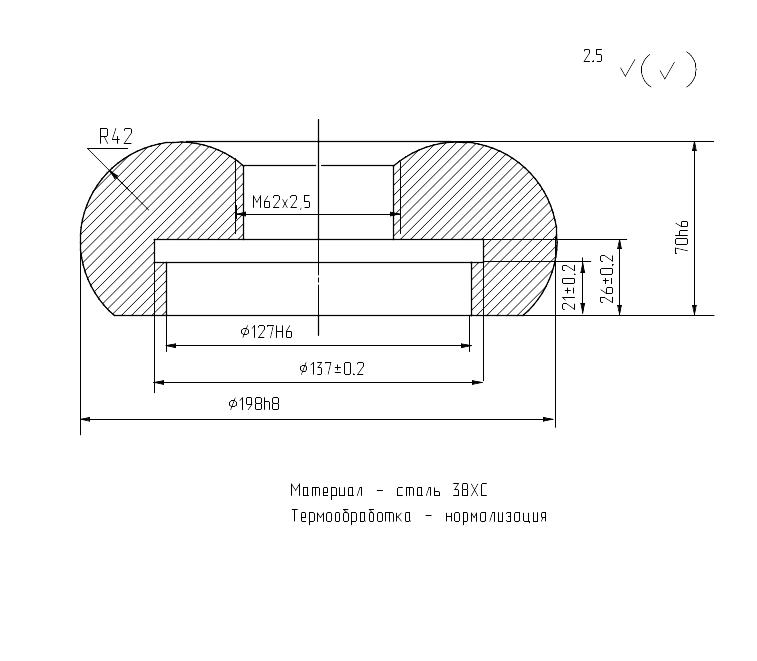
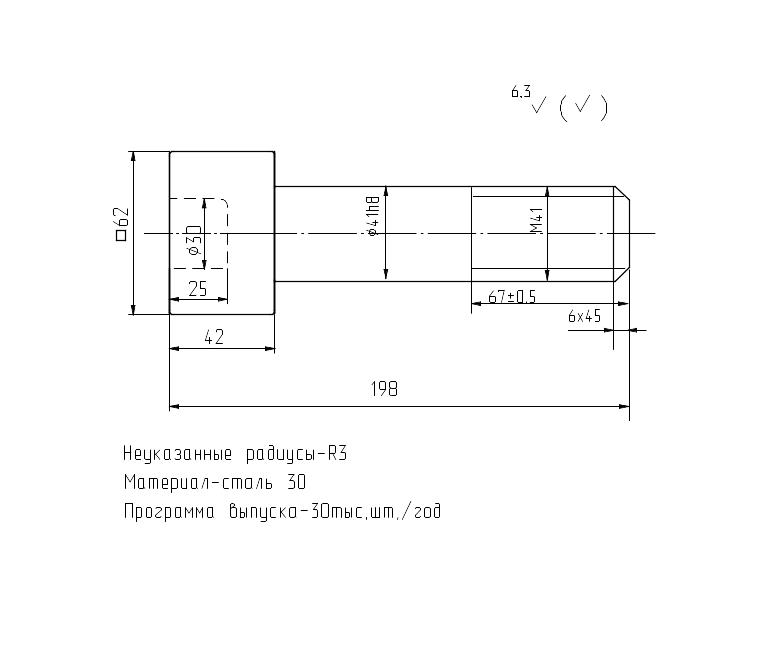
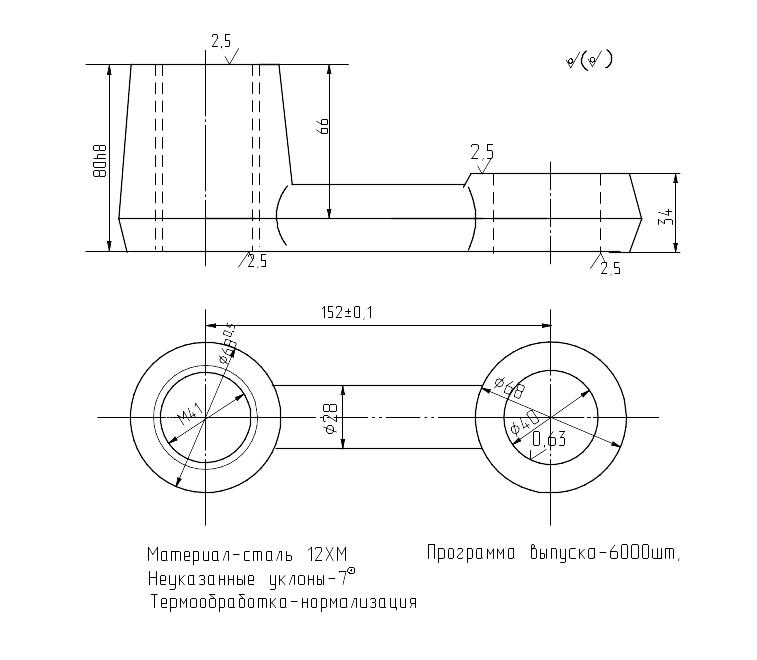
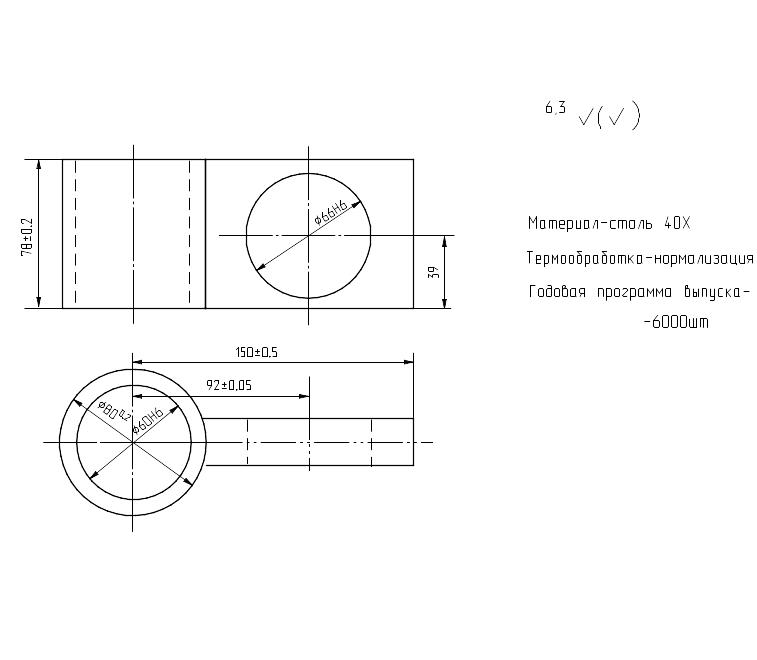
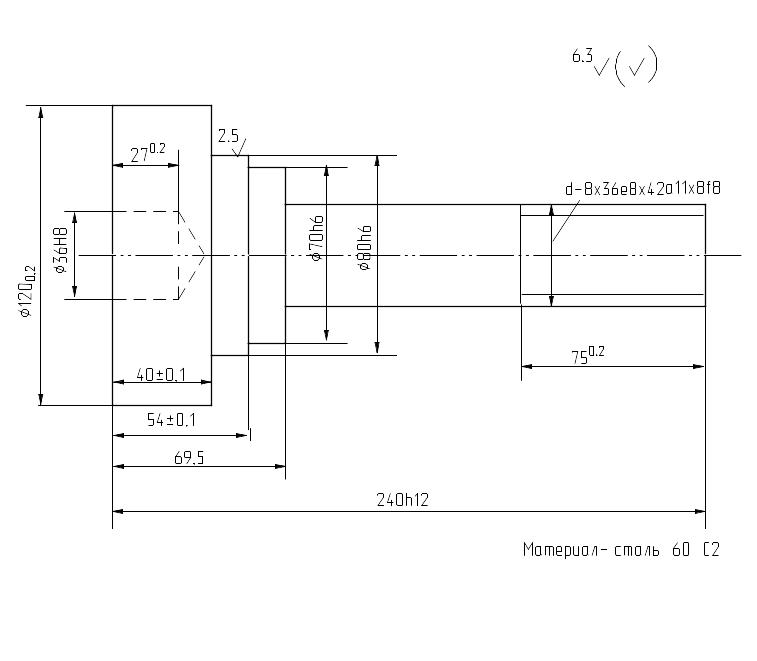
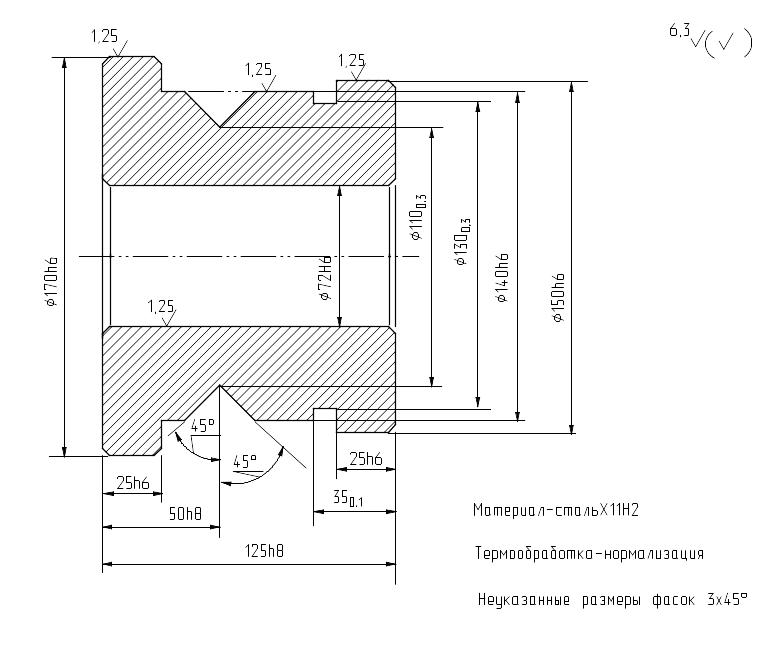
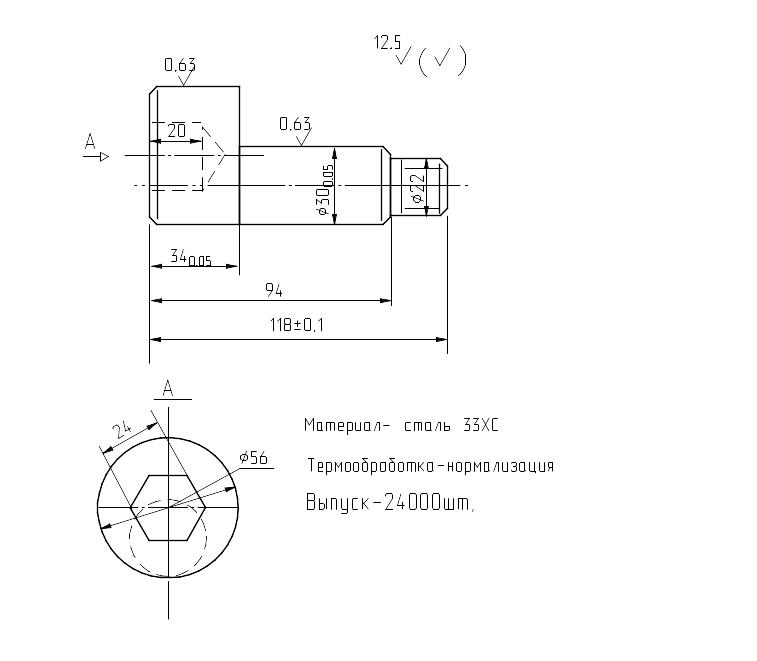
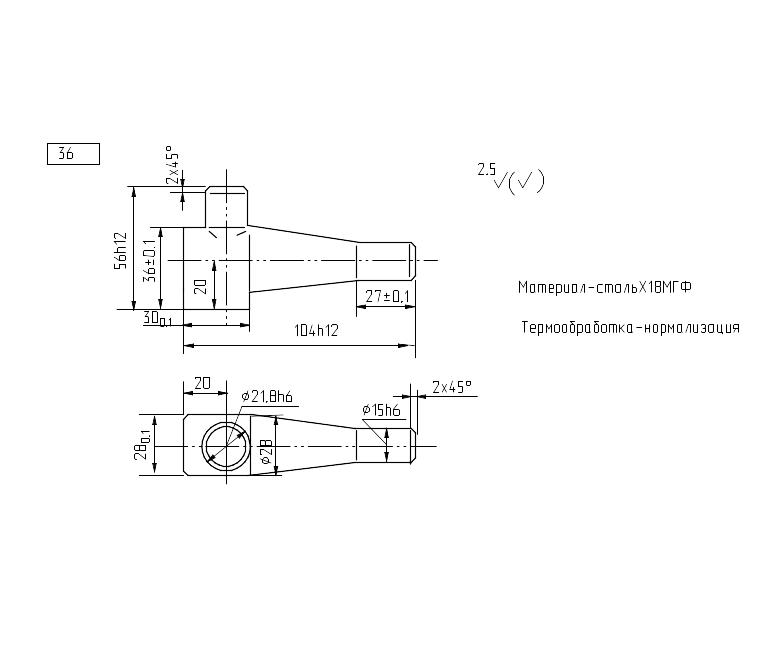
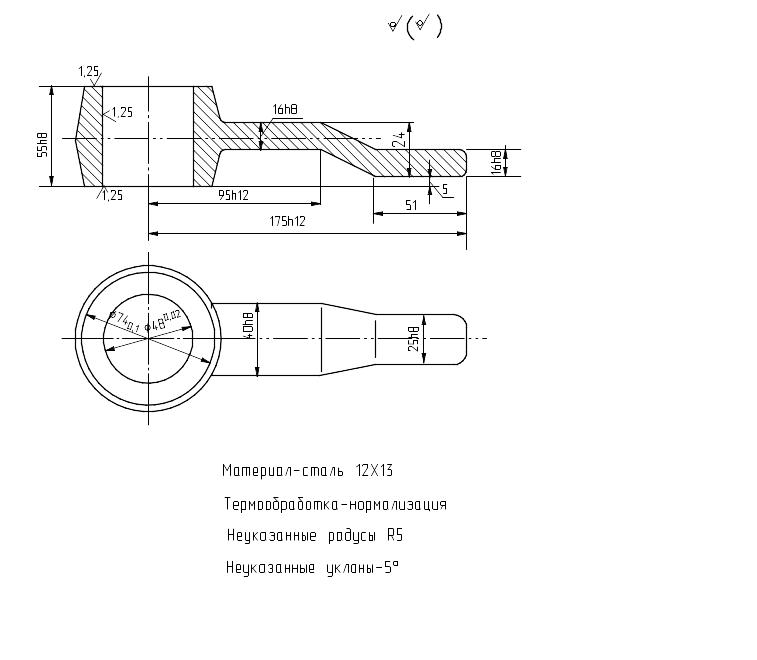
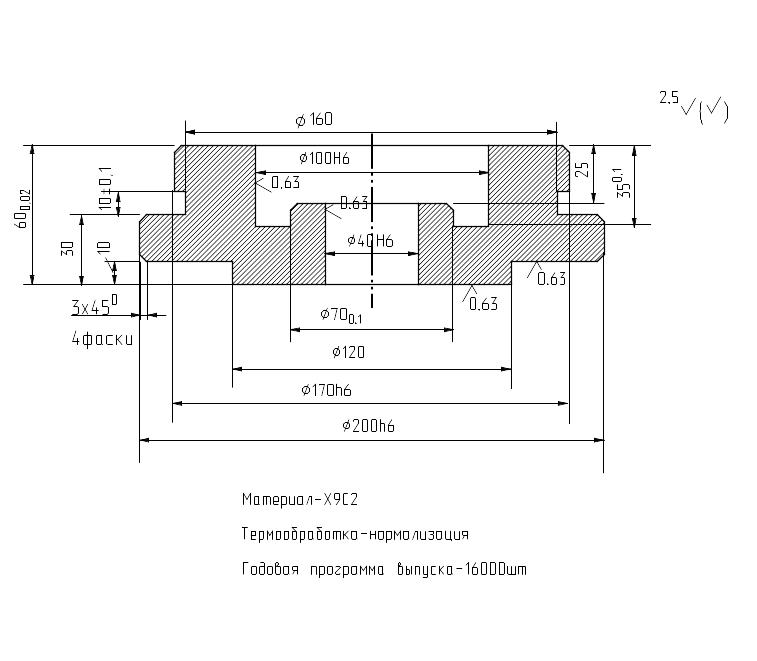
ПРИЛОЖЕНИЕ 1
Варианты заданий на курсовой проект
Задание № 1
Задание № 2
Задание № 3
Задание № 4
Задание № 5
Задание № 6

Задание № 7
Задание № 8
Задание № 9

Задание № 10

Задание № 11
Задание № 12
Задание № 13
Задание № 14
Задание № 15
Задание № 16
Задание № 17
Задание № 18
Задание № 19
Задание № 20
Задание № 21
Задание № 22

Задание № 23
Задание № 24
Задание № 25
Задание № 26