

11.1.3 Технологические особенности плавки
Высокая температура металла и достаточно низкое давление в камере электронно-лучевой печи (13,3 – 1,3 МПа) позволяют производить глубокую очистку металла от всех видов примесей. Это достигается путем введения в шихту активных раскислителей (С, В и др.), обезуглераживающих и карбидообразующих добавок (Ti, Zr и др.).
При электронно-лучевой плавке путем испарения удаляются металлические и неметаллические примеси, давление пара которых выше давления основного металла. К ним относятся такие элементы, как Fe, Ni, Cu, Mn, Cr, Al, Pb, Bi, Sb, Ca, Mg, Zr, P и S.
а б
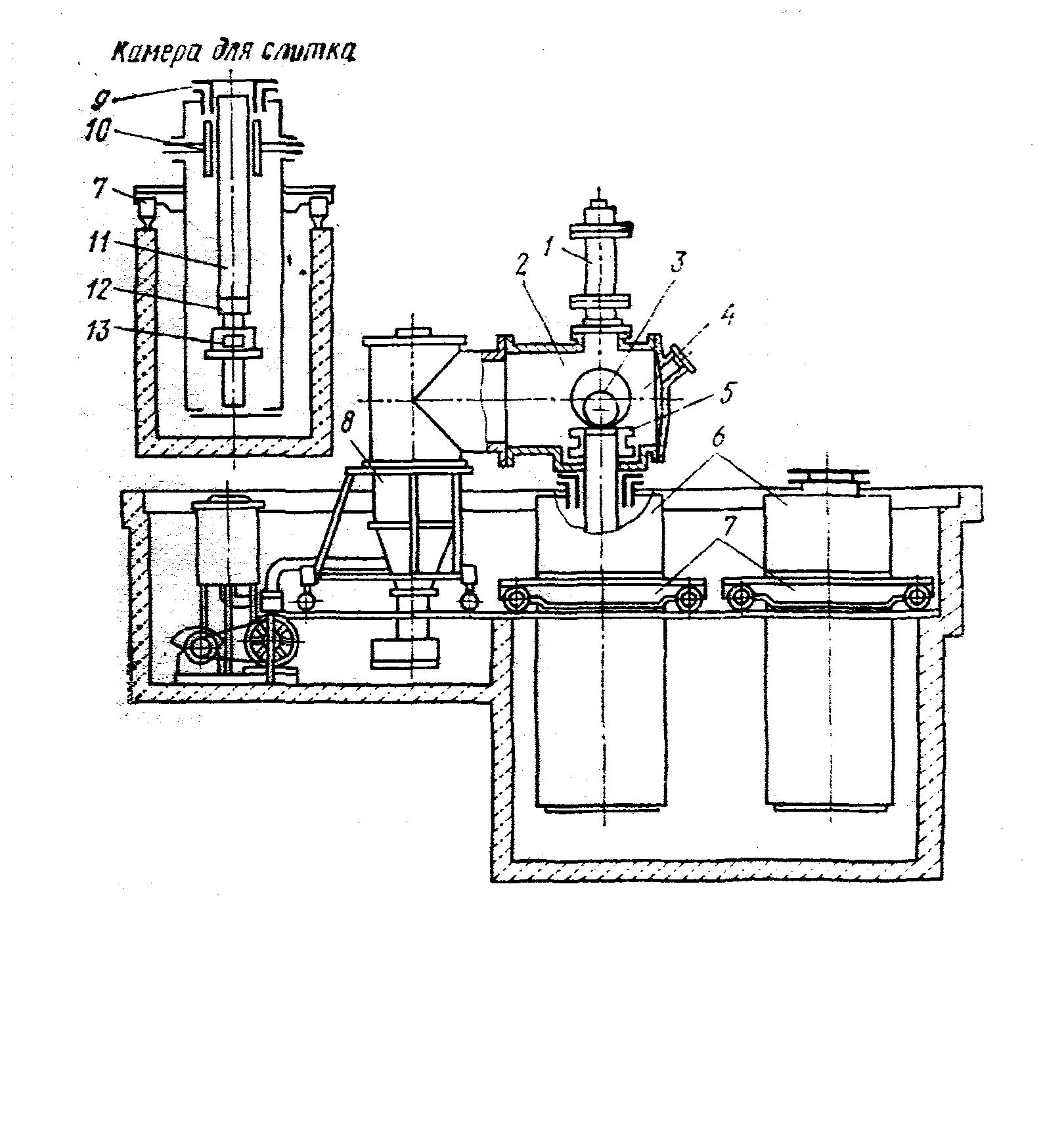
Рис. 47. Схема электронно-лучевой печи ПЭЛ-1000 (а) и камера слитка (б):
1 – электронная пушка, 2 – плавильная камера, 3 – загрузочное устройство, 4 – смотровое окно, 5 – кристаллизатор, 6 – камера слитка, 7 – подвижная платформа, 8 – вакуумные насосы, 9 – фланец с вакуумным уплотнением для присоединения камеры слитка к плавильной камере, 10 – охладители слитка, 11 – слиток, 12 – поддон-затравка, 13 механизм вытягивания слитка
В шихте для плавки тугоплавких металлов обычно содержится повышенное количество примесей, поэтому в ходе плавки необходимо предусматривать рафинирование расплава.
Наиболее важное значение имеет глубокое рафинирование от водорода, кислорода, азота и углерода. Снижение их содержания сопровождается существенным повышением пластичности и обрабатываемости тугоплавких металлов.
В качестве шихты применяют штабики и отходы промышленного и собственного производства. Штабики представляют собой бруски, спеченные из порошкообразных тугоплавких металлов. Штабики сваривают в пакеты, которые используют в качестве расходуемых электродов.
В зависимости от требований, предъявляемых к литым заготовкам, а также от марки выплавляемого сплава и вида расходуемой шихты, применяют различные варианты плавки с использованием ВДП и ЭЛП.
Если требуется получение заготовок с требуемыми химическим составом, структурой и свойствами, то применяют двойной переплав. Сначала плавят исходную шихту (расходуемые электроды из штабиков, кусковые отходы, брикеты, крупный порошок и др.) и получают литые круглые слитки (первый переплав). Затем полученные слитки (расходуемые электроды) переплавляют в готовую продукцию (второй переплав). Если требования к чистоте металла невелики, то первый и второй переплав осуществляют в ВДП гарнисажного типа. Для получения высококачественных изделий первый переплав проводят в ЭЛП, а второй в ЭДП или снова в ЭЛП.
11.2. Плавка циркония и его сплавов
Цирконий используют в качестве легирующей добавки ко многим цветным сплавам, но применяют и для получения фасонных изделий. Наибольшее распространение цирконий нашел в атомной технике.
При изготовлении фасонных отливок плавку циркониевых сплавов ведут дуговых гарнисажных печах в графитовых тиглях. Для получения слитков применяют водоохлаждаемые медные изложницы. Технология плавки имеет много общего с технологией плавки титановых сплавов.
Электрод изготовляют прессованием в проходную матрицу или спеканием с последующей сваркой в нейтральной атмосфере. Легирующие компоненты запрессовывают в центр расходуемого электрода или вводят в печь в виде брикетов. Плавку ведут на постоянном или переменном токе. Более стабильное горение доги достигается при постоянном токе. Остаточное давление в вакуумных печах 2,7 Па. Вакуум можно заменить нейтральной атмосферой из смеси аргона и гелия в отношении 1 : 4. Перед заполнением печи нейтральным газом производят двойную или тройную откачку до давления 20 Па. Давление смеси инертных газов доводят до атмосферного.
Плавка с нерасходуемым электродом из вольфрама не получила широкого распространения из-за насыщения расплава вольфрамом.