

Л абораторная
работа № 72
абораторная
работа № 72
ТЕХНОЛОГИЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ.
I. Цель работы
Изучение станков, инструментов и приспособлений для обработки поверхностей вращения на деталях, умение назначить тип станка, инструмент и последовательность обработки поверхности вращения детали.
П. Оборудование, инструменты и материалы
1. Токарно-винторезный станок и инструменты к нему.
2. Токарно-револьверный станок, настроенный для обработки.
3. Вертикально-сверлильный станок, набор инструментов, кондукторы.
4. Радиально-сверлильный станок.
5. Настольно-сверлильный станок.
6. Плакаты: общие виды и кинематические схемы станков, схемы резания, инструменты.
III. Краткие теоретические сведения
Получение на деталях наружных поверхностей вращения (детали типа валов)
Поверхности вращения могут быть цилиндрическими, коническими и фасонными. Основные станки для получения наружных поверхностей вращения – токарные станки всех типов. Кроме того, наружные поверхности вращения на деталях обрабатывают на круглошлифовальных, бесцентрово-шлифовальных и других типах станков.
А. Обработка на токарно-винторезном станке. Это универсальный станок, на котором выполняются разнообразные работы и используются заготовки многих наименований, его основной инструмент – резец. Отличительная особенность станка – наличие механизма, позволяющего нарезать резьбы резцом.
Основные узлы токарно-винторезного станка (рис.72.1) и их назначение
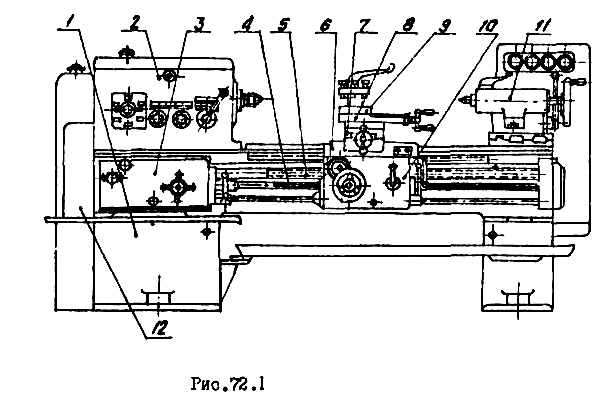
1 . Станина двухтумбовая с двумя горизонтальными направляющими. В передней (левой) тумбе станины помещается электродвигатель главного привода станка. В задней (правой) тумбе в бачке находится смазочно-охлаждающая жидкость. На станине монтируются все узлы станка.
2. Передняя бабка закреплена на станине. В ней смонтированы коробка скоростей с главным валом станка – шпинделем, который передаёт крутящий момент заготовке. Коробка скоростей позволяет изменять (ступенчато) число оборотов шпинделя.
3. Коробка подач закреплена на станине ниже передней бабки. Механизмы и передачи коробки подач позволяют получать различные скорости перемещения суппортов станка.
4. Ходовой вал используется для передачи движения от коробки подач к суппорту при основных токарных работах.
5. Ходовой винт предназначен для передачи движения от коробки подач к суппорту только при нарезании резьб резцом.
Суппорт состоит из следующих частей:
6. Продольного суппорта.
7. Поперечного суппорта (каретки).
8. Верхнего суппорта.
9. Резцедержателя.
10. Фартука.
На суппорте в четырехпозиционном резцедержателе крепят резцы.
11. Задняя бабка может перемещаться и крепиться на направляющих станины.
В пиноль задней бабки устанавливают центр или инструменты для обработки отверстий (сверла, зенкеры, развертки).
12. Гитара сменных зубчатых колёс передаёт движение от коробки скоростей коробке подач и перестраивается путём перестановки зубчатых колес при нарезании резьб резцом.
Схемы обработки наружных поверхностей вращения на токарном станке
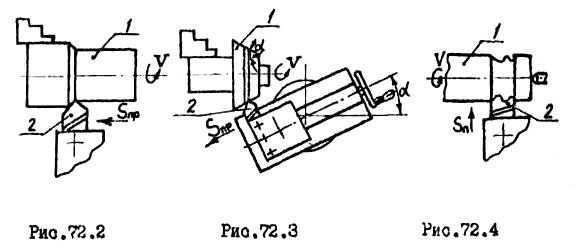
Получение цилиндрической поверхности показано на рис.72.2, конической на рис.72.3 и фасонной – на рис.72.4: 1 – заготовка; 2 – резец.
Б. Обработка на токарно-револьверном станке. Отличительная особенность станка – наличие револьверной головки, где закрепляется большое количество настроенных на заданный размер инструментов. В процессе обработки инструменты вводят в работу последовательно путём поворота револьверной головки вокруг своей оси. Величина перемещения инструмента относительно заготовки ограничена настроенным на размер упором, что позволяет автоматически получать нужные размеры деталей. Кроме револьверной головки с горизонтальной или вертикальной осью вращения револьверные станки могут иметь один или два поперечных суппорта.
