

Л а 6 в г иття за випалюваними моделями
12
3
4
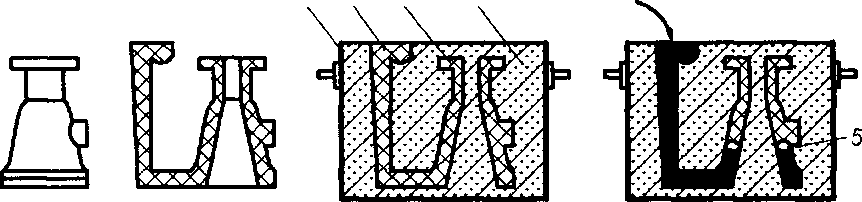
Рисунок 7 - . Виливок (а), модель виливка з ливниковою системою (б), форма в контейнері (в) і заливання форми (г): 1 — контейнер; 2 — модель ливникової системи; З — модель виливка; 4 — пісок форми; Л — газовий проміжок
Особливість лиття за випалюваними моделями полягає в тому, що підвищеної точності виливків досягають завдяки застосуванню нерозбірних ливарних форм, виготовлених за допомогою моделей, які під дією рідкого гарячого металу безпосередньо в формі зазнають термічної деструкції й переходять із твердого стану к газоподібний. Об'єм, який перед тим займала модель, поступово наповнюється рідким металом. Утворювані
внаслідок деструкції моделі гази виходять в атмосферу крізь пори між зернами формового матеріалу. Моделі виливка й ливникової системи виготовляють з пінополістиролу переважно обробкою різанням. Частини великих моделей можна виготовляти окремо з плит і блоків пінополістиролу, а потім їх склеювати. У випадку серійного виробництва моделі виготовляють у прес-формах.
Важливе значення для отримання якісного виливка має швидкість переміщення фронту рідкого металу в формі, яка повинна дорівнювати швидкості повного розкладу матеріалу моделі. Найпростіше можна регулювати швидкість переміщення металу в формі, добираючи площу поперечного перерізу елементів ливникової системи, із яких рідкий метал потрапляє в форму. Слід зауважити, що нерозкладені частинки твердих або рідких залишків матеріалу моделі можуть стати причиною газових порожнин або неметалевих вкраплень у об'ємі виливка.
Матеріалом ливарної форми є сухий пісок без зв'язувальної речовини або металевий дріб. Ливарну форму і модель використовують лише один раз.
Форму із сухого піску виготовляють у контейнері 1 (рисунок 7), на дно якого насипають шар піску. Згодом на цей шар кладуть модель 3 з ливниковою системою 2. Після цього контейнер наповнюють до верху піском 4, який ущільнюють вібраційним методом. Щоб форма не зруйнувалась під час заливання металу, контейнер накривають металевою плитою з отворами для виходу газів (на рисeyre 7плита не зображена). Між фронтом рідкого
металу й краєм моделі, що газифікується, існує газовий проміжок 5, на який створюється тиск з боку рідкого металу, що прискорює вихід газів в атмосферу.
Лиття за випалюваними моделями застосовується переважно в індивідуальному виробництві для виготовлення виливків складної конфігурації, головно з чавуну й сталі масою від кількох кілограмів до кількох тонн.
Переваги лиття за випалюваними моделями порівняно з литтям у піщано-глиняні форми:
простота виготовлення форми;
підвищена точність виливка завдяки нерозбірній формі;
— зниження витрат праці на очищення й обрубування виливків з огляду на відсутність заливів у місцях стику півформ;
— ліпші можливості для механізації й автоматизації.
Недоліки:
продукти неповного розкладу моделі можуть спричинити внутрішні дефекти у виливку;
застосування піщаних форм без зв'язувальної речовини приховує небезпеку порушення рівноваги між розплавленим металом, газовим проміжком і формою, що може стати причиною локального руйнування форми рідким металом.
Контрольні запитання
1 У чому сутність ливарного виробництва?
2 Які ливарні властивості сплавів?
3 Які вимоги враховують при виготовленні виливків?
4 Що являє собою модельний комплект?
5 Які є різновиди ливарних форм?
6 Що являє собою ливникова система?
7 Які властивості повинні мати формівні та стрижневі суміші?
8 Як методи виготовлення форм і стрижнів застосовують у ливарному виробництві?
9 У чому полягає сутність лиття в оболонкові форми?
10 У чому полягає сутність лиття при використанні плавких та газифікованих моделей?
11 У чому сутність лиття в металеві форми (кокілі)?
12 У чому сутність лиття під тиском та відцентрового лиття?