

8.3. Статистические методы анализа качества продукции
Повышение качества продукции в первую очередь зависит от соблюдения технологического процесса.
Под точностью понимается возможность воспроизведения одинаковых результатов при повторении одних и тех же операций. Ясно, что повторить полностью размеры обработанных деталей невозможно: множество факторов вызывают колебания в размерах. Но если эти колебания находятся в пределах допусков, то считается, что уровень качества не изменился.
Причины колебаний размеров:
Влияние определенных систематематических факторов, которые приводят к постоянному сдвигу в размерах, т.е. к браку.
Действие случайных факторов.
Отклонения от центра поля допуска.
Задача статистического контроля качества заключается в том, чтобы выяснить какая из указанных групп причин действует, возможен ли брак при этом и если возможен, то каковы его размеры.
Данные исследований показывают, что в машиностроительных отраслях распределение отклонений при обработке деталей от их размеров подчиняются нормальному закону.
Статистический анализ качества продукции проводится в 3 этапа:
Проверяется гипотеза о распределении отклонений при обработке деталей от их истинных размеров по нормальному закону.
Для случайных величин, подчиненных нормальному закону распределения характерно то, что одно какое-то значение или интервал встречается чаще всего, а отклонение от него как влево, так и вправо - равновероятны.
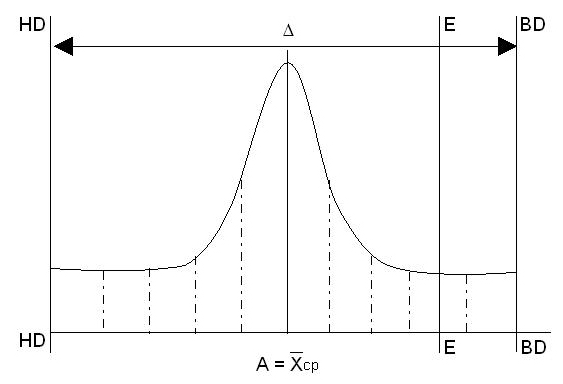
HD и BD – нижняя и верхняя границы допуска.
А – средняя величина.
∆ - ширина поля допуска.
Е – смещение точности настройки.
Если распределение отклонений нормально, значит систематически искажающих факторов нет.
Исследование точности обработки.
Если величина рассеяния размеров в пределах допустимых границ значит брак не наблюдается. Если величина рассеяния превышает ширину поля допуска – брак неизбежен.
Для нормального закона существует правило трех сигм:
с вероятностью 0,9975 можно утверждать, что значение случайной величины подчиненной нормальному закону будет отклонятся от своего значения не более чем на величину 3 σ, т.е. отклонение
![]()
σ – среднее квадратическое отклонение.
![]() -
средняя величина наблюдаемого Хi.
-
средняя величина наблюдаемого Хi.
Понятно, что возможное рассеяние составляет 6 σ и необходимо, чтобы 6 σ < ∆.
![]()
Точно обработанные детали должны находится в пределах поля допуска и коэффициент точности обработки должен быть меньше единицы.
При Кт.о. > 1 брак неизбежен.
Случайная величина
отклонения
![]() .
.
Дифференциальная функция нормального закона определяется:
![]()
Величина нормируемая и определяется по таблицам.
Если
А =
,
тогда
![]() .
.
Вероятность брака для верхней или нижней границ допуска определяется:
![]()
Общая вероятность появления бракованных изделий
![]() .
.
Если на втором этапе выполняется, что Кт.о .> 1, то необходимо отыскать причины низкой точности обработки.
На третьем этапе выясняют, обеспечит ли имеющийся уровень настройки работу без брака.
Вероятность
появления брака возможно по тому допуску
в сторону которого произошло смещение,
т.е. брак будет односторонним, т.е.
![]() и тогда
и тогда
 ,
а вероятность появления брака составит
,
а вероятность появления брака составит
![]() .
.
Таким образом статистический анализ позволяет проверить отклонения в размерах обрабатываемых деталей на «норматив», определив Кт.о., выяснив влияние величины смещения, - все это вместе позволяет выяснить причины появления брака и перейти к внедрению статистического предупреждающего контроля качества продукции.