

Риск потребителя
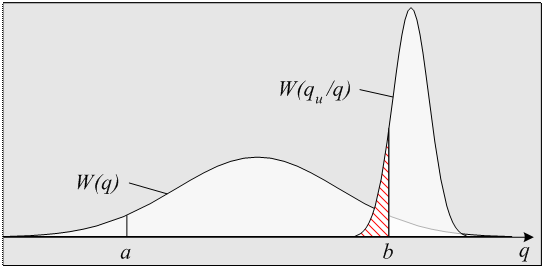
При тех же условиях относительно настроенности процесса, которые были приняты в случае расчета риска поставщика, предположим, что полученное значение параметра качества изделия не попадает в допусковую область. При контроле измерительным прибором, обладающим конечной точностью, это негодное изделие может быть ошибочно принято за годное. На рис.5.2 показаны производственное распределение и распределение измерительного прибора для этого случая.
Рисунок 5.2 Производственное распределение и распределение измерительного прибора при контроле негодного изделия
Запишем выражение для расчета условного по отношению к факту негодности измеренного параметра q риска потребителя.
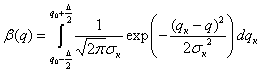 .
(5.19)
.
(5.19)
В результате замены переменных этот интеграл приводится к виду
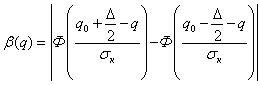 .
(5.20)
.
(5.20)
В соотношении (5.20) разность интегралов вероятности взята по модулю, потому что негодный параметр может быть расположен как справа от поля допуска, так и слева от него.
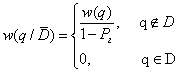
Средний риск потребителя находится усреднением соотношения (5.20) по всем возможным значениям параметра, находящимся вне поля допуска:
![]() (5.21)
(5.21)
Здесь
w(q/![]() )
обозначает условное распределение
параметра в недопусковой зоне
)
обозначает условное распределение
параметра в недопусковой зоне
 (5.22)
(5.22)
Приемочный контроль качества по количественному признаку
Предположим, что производится поставка партии изделий потребителю. Качество изделий характеризуется некоторым количественным параметром, который может быть измерен в ходе приемочного контроля поставщика или потребителя. Целью контроля является установление факта соответствия или несоответствия партии указанным в условиях договора на поставку требованиям. Рассмотрим, как решается эта задача в соответствии с ГОСТ Р50779.53-98 «Приемочный контроль качества по количественному признаку для нормального закона распределения».
Согласно ГОСТ контролируемым показателем качества партии является уровень несоответствия, выраженный в виде процента несоответствующих единиц продукции в партии. Несоответствующим считается изделие, у которого показатель качества выходит за рамки установленных в ТУ ограничений. Процедуры контроля, применяемые поставщиком и потребителем, имеют некоторые отличия.
Контроль поставщика
В качестве исходных данных, необходимых для расчета контроля поставщика, используются следующие:
Нормативный уровень несоответствий в партии NQL (%);
Нормативный риск потребителя
 (вероятность
принять партию, в которой уровень
несоответствий превышает нормативный).
Величина риска назначается в зависимости
от степени доверия к поставщику;
(вероятность
принять партию, в которой уровень
несоответствий превышает нормативный).
Величина риска назначается в зависимости
от степени доверия к поставщику;
Предельные по ТУ значения показателя качества;
Значение стандартного отклонения показателя качества ;
Объем выборки n.
Процедура приемочного выборочного контроля состоит в вычислении по результатам измерений n изделий значения выборочного среднего
![]() (5.23)
(5.23)
и сравнении этой величины с установленными приемочными границами. В зависимости от вида ограничений на параметр по ТУ приемочные границы имеют три варианта:
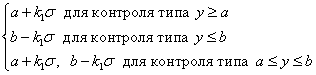 (5.24)
(5.24)
Здесь
![]() -
результат однократного измерения,
-
результат однократного измерения,
![]() -
ограничения по ТУ
-
ограничения по ТУ
![]() -
коэффициент, определяемый по таблицам
ГОСТ,
-
среднеквадратическое отклонение
параметра качества. Рассмотрим как
вычисляется величина коэффициента
.
Пусть для определенности рассматривается
контроль типа
-
коэффициент, определяемый по таблицам
ГОСТ,
-
среднеквадратическое отклонение
параметра качества. Рассмотрим как
вычисляется величина коэффициента
.
Пусть для определенности рассматривается
контроль типа
![]() .
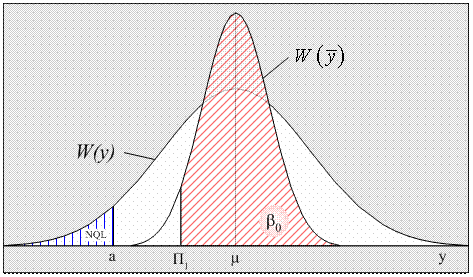
На рис.5.3
показано производственное распределение
параметра качества и распределение
измеряемой статистики выборочного
среднего
.
На рис.5.3
показано производственное распределение
параметра качества и распределение
измеряемой статистики выборочного
среднего
![]() .
Пороговая константа, с которой сравнивается
выборочное среднее, обозначена на
рисунке
.
Пороговая константа, с которой сравнивается
выборочное среднее, обозначена на
рисунке
![]() .
В соответствии с принятым типом контроля
.
В соответствии с принятым типом контроля
![]() .
(5.25)
.
(5.25)
Рисунок 5.3 Производственное распределение и распределение измеряемой статистики
Запишем соотношение для вычисления заданного в исходных данных уровня несоответствий NQL, выраженного в относительных единицах. В соответствии с заданным типом контроля
![]() .
(5.26)
.
(5.26)
Здесь - среднее граничное (наихудшее) значение контролируемого параметра, при котором еще обеспечивается уровень несоответствия NQL. После замены переменных
![]() из
(5.26)
следует
из
(5.26)
следует
![]() .
(5.27)
.
(5.27)
Здесь
![]() -
квантиль стандартного нормального
распределения. Из (5.27)
-
квантиль стандартного нормального
распределения. Из (5.27)
![]() .
(5.28)
.
(5.28)
Определим далее заданный в исходных данных риск потребителя . В соответствии с (5.23), (5.24) и (5.25) процедура контроля сводится к проверке неравенства
![]() .
(5.29)
.
(5.29)
На основание (5.29) величина риска потребителя, т.е. вероятность принять негодную партию за годную вычисляется по формуле
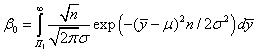 .
(5.30)
.
(5.30)
После
замены переменных
![]() из
(5.30)
следует
из
(5.30)
следует
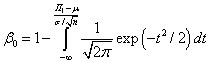 .
(5.31)
.
(5.31)
Отсюда
![]() .
(5.32)
.
(5.32)
После подстановки (5.25) и (5.28) в (5.32) получим
![]() .
(5.33)
.
(5.33)
В результате
![]() .
(5.34)
.
(5.34)