

Контроль изделия по количественному признаку. Риски поставщика и потребителя
После
того как продукция изготовлена, она
должна быть проконтролирована по
заданным показателям качества на
предмет соответствия техническим
условиям. Согласно ГОСТ 14.318-83 по
полноте охвата продукции контроль может
быть сплошным или выборочным. При
сплошном контроле проверке подвергается
каждое изделие. При выборочном –
некоторая часть. Поскольку контроль
производится с помощью оборудования,
имеющего ограниченную точность, при
контроле возможны ошибки. Вероятность
принять при контроле годное за брак
называется вероятностью ошибки первого
рода или риском поставщика. Эта
вероятность обозначается
.
Из-за ошибок контроля возможно также
принятие брака за годное. Вероятность
такого события называется вероятностью
ошибки второго рода или риском потребителя.
Эта вероятность имеет обозначение![]() .
Рассмотрим как рассчитываются риски
и
при
контроле изделия с помощью оборудования,
имеющего конечную точность.
.
Рассмотрим как рассчитываются риски
и
при
контроле изделия с помощью оборудования,
имеющего конечную точность.
Риск поставщика
Предположим, что ТП изготовления изделий настроен. Это означает, что среднее значение производственного распределения параметра качества изделия центрировано относительно номинального значения по ТУ, а дисперсия относительного отклонения параметра от его среднего значения удовлетворяет требуемой точности процесса. На рис.5.1 показано производственное распределение параметра (широкая кривая) и гауссовское распределение измерительного прибора (узкая кривая) при условии, что прибор не имеет систематической погрешности и истинное значение измеряемого параметра качества находится внутри поля допуска по ТУ. По оси абсцисс
Рисунок 5.1 Производственное распределение и распределение измерительного прибора при контроле годного изделия
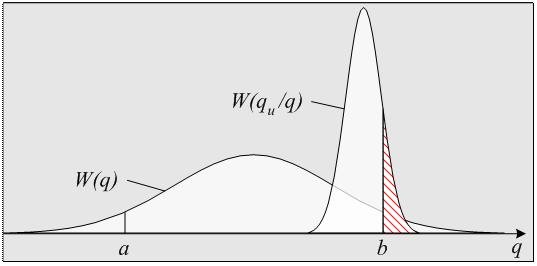
на рисунке отложены значения параметра, по оси ординат – значения функций распределения. Границы поля допуска обозначены a (нижняя) и b (верхняя).
При
измерении вместо истинного
значения параметра q
может быть получено другое значение
в соответствии с распределением прибора.
До тех пор, пока результат измерения
хотя и отличается от истинного значения,
но остается внутри поля допуска по ТУ,
годное изделие признается за годное и
ошибка измерения не влечет ложного
забракования. Если результат измерения
выходит за верхнюю или нижнюю границы
поля допуска, годное изделие ошибочно
бракуется. Вычислим риск потребителя
![]() ,
обозначив истинное значение годного
параметра q, результат
измерения
,
обозначив истинное значение годного
параметра q, результат
измерения
![]() (индекс
к означает контроль), стандартное
отклонение измерения
(индекс
к означает контроль), стандартное
отклонение измерения
![]() .
.
 .
(5.15)
.
(5.15)
Путем стандартной замены переменных (5.15) приводится к виду
 .
(5.16)
.
(5.16)
На рис.5.1 штриховкой показана площадь под кривой распределения измерительного прибора, соответствующая риску (5.16). Поскольку параметр q мог принять любое значение в пределах поля допуска, величина условного риска является случайной. Чтобы найти средний риск поставщика, усредним условный риск (5.16) по всем возможным значениям параметра q, находящимся внутри поля допуска. В соответствии с правилом усреднения случайной величины
![]() (5.17)
(5.17)
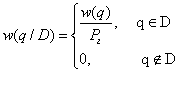
Здесь w(q/D) – распределение параметра качества при условии, что этот параметр лежит в допусковой области D. В соответствии с правилами вычисления условных вероятностей
 (5.18)
(5.18)
Здесь
w(q) –
безусловное гауссовское распределение
параметра качества,
![]() вероятность
годности (вероятность условия),
определяемая соотношением (5.14).
вероятность
годности (вероятность условия),
определяемая соотношением (5.14).