

§2.17. Пути повышения прочности деталей.
Для решения проблемы повышения износостойкости металлических материалов используют конструкционные, технологические и эксплуатационные средства. Так, для предупреждения схватывания I-го рода необходимо повышать твердость и снижать пластичность контактирующих материалов, а для избегания горячего задира следует использовать жаропрочные материалы.
Увеличение прочности (в , 0,2 , -1) при сохранении достаточно высоких показателей (, , KCU), характеризующих пластичность, а также трещиностойкости, повышает надежность и долговечность конструкций, снижает расход металла. Это достигается созданием соответствующих материалов и технологий их обработки.
Принято различать техническую и теоретическую прочность.
Техническую прочность определяют выше приведенные параметры.
Теоретическая прочность определяется с учетом межатомного взаимодействия в предположении, что два ряда атомов смещаются друг относительно друга под действием напряжений сдвига.
теор G/(2 ),
т.е. для стали теор 1,3*104 МПа. Однако на практике 60 МПа.
Повышение прочности можно достичь созданием бездефектных структур. В настоящее время удалось получить кристаллы (в виде усов), практически не содержащих дислокаций. Так, для нитевидных кристаллов железа предел прочности составил 13000 МПа, а меди- 3000 МПа. Увеличение размеров усов приводит к снижению прочности.
Из экспериментов следует, что сопротивление пластической деформации (т) повышается с уменьшением плотности дислокаций д и наоборот (рис. 2.52,а).
Сильно влияет на свойства металлов структурное упрочнение Су (рис.2.52,б). Здесь цифра 1 соответствует вязкому разрушению, а 2- хрупкому разрушению.
Если осуществить наклеп, то в этом месте детали измельчатся блоки зерен и будет иметь место беспорядочное расположение дислокаций, число плотность которых составит д= 1010...1012, и заметно повысится прочность, но снизится сопротивление хрупкому разрушению. Предварительный наклеп для многих металлов повышает сопротивление вязкому разрушению и сопротивление среза. При понижении температуры сопротивление вязкому разрушению возрастает сильнее, чем сопротивление отрыву. Однако такая механическая обработка при нагреве может способствовать выделению охрупчивающих фаз по границам зерен и тем самым снижению длительной прочности.
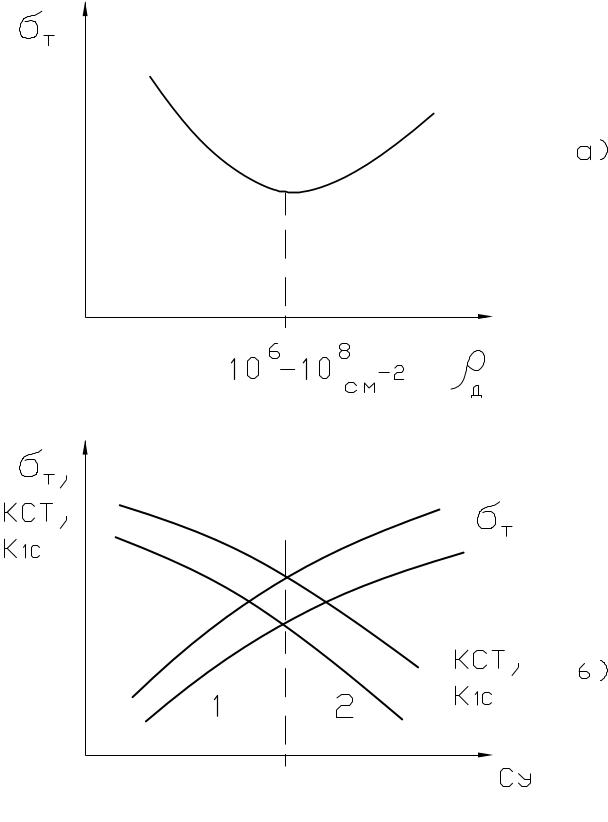
Рис.2.52. Зависимость пластических свойств металла от плотности дислокаций (а) и от структурного упрочнения (б)
Сопротивление пластической деформации повышается специальной термообработкой, при которой образуется неупорядочный твердый раствор, где поля упругих напряжений затрудняют движение дислокаций. Степень торможения дислокаций определяется размерами атомов растворителя и растворимого элемента и возрастает пропорционально концентрации. Однако абсолютная величина упрочнения зависит от вида растворенного компонента.
Примеси внедрения сильно снижают трещиностойкость К1с, повышают температуру хладоломкости. Основная причина охрупчивания металла в случае примесей внедрения заключается в малой подвижности дислокаций. Из-за этого не происходит релаксации (ослабления) напряжений у вершины хрупкой трещины. При температуре, превышающей 0,5...0,6 Тплавления упрочнение от образования твердого раствора уменьшается.
Сильно замедляет движение дислокаций зернограничное упрочнение. Здесь дислокации не могут перейти границу зерна.
Измельчение зерна понижает порог хладоломкости, что обеспечивается легированием.
Повысить прочность можно за счет выбора рациональной формы детали. Это достигается удалением острых кромок, резких переходов, непроваров и надрезов в сварных швах. Поскольку в сварных соединениях редко удается избежать поверхностных и подповерхностных дефектов, то здесь желательно использование материала, где бы трещины “гасились”.
Прочность повышается химико-термической обработкой деталей, т.е. применением цементирования, азотирования и т. п.