

Определение суммарной погрешности при обработке вала точением.
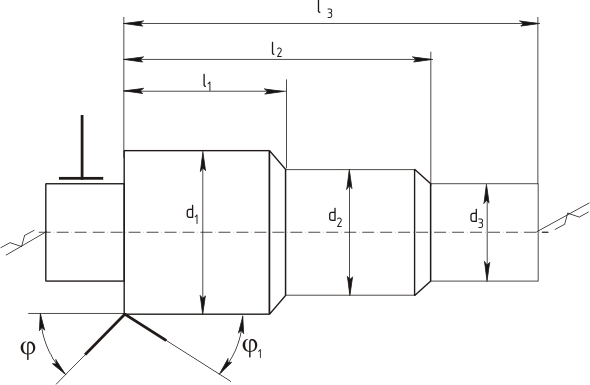
Ступени вала d1,
d2,
d3
обрабатываются чистовым точением в
центрах гидрокопировальных станков
1Е713 или 1Е713П (по вариантам) с допуском
IT10.
Определить
суммарную погрешность обработки ступени
d2
. Заготовка
вала из стали 45 (![]() в
= 750 МПа) или
легированной (
в
= 1100 МПа)
(по вариантам) на предшествующей операции
обработаны черновым точением по IT13.
в
= 750 МПа) или
легированной (
в
= 1100 МПа)
(по вариантам) на предшествующей операции
обработаны черновым точением по IT13.
Условия обработки:
резец с пластиной из твердого сплава
T15K6
имеет главный угол в плане
![]() =60
0;
минимальный припуск на сторону zmin.
Подача s
= 0,15 мм/об;
скорость резания v=130
м/мин. Принять длину детали равной lд
= l3+15
мм.
=60
0;
минимальный припуск на сторону zmin.
Подача s
= 0,15 мм/об;
скорость резания v=130
м/мин. Принять длину детали равной lд
= l3+15
мм.
Варианты исходных данных
№ вар |
Геометрические размеры, (мм) |
Предел прочности
|
Миним. припуск zmin,мм |
Главн. угол
|
К-во деталей N,шт |
Класс точности станка |
|||||
d1 |
d2 |
d3 |
l1 |
l2 |
l3 |
||||||
1 |
40 |
30 |
25 |
100 |
150 |
225 |
750 |
0,5 |
45 |
30 |
H |
2 |
80 |
75 |
50 |
150 |
280 |
400 |
750 |
0,8 |
45 |
20 |
H |
3 |
60 |
50 |
45 |
80 |
180 |
250 |
1100 |
0,6 |
45 |
25 |
H |
4 |
50 |
45 |
35 |
100 |
150 |
200 |
750 |
0,6 |
45 |
30 |
H |
5 |
40 |
30 |
25 |
100 |
150 |
225 |
750 |
0,5 |
60 |
30 |
H |
6 |
80 |
75 |
50 |
150 |
280 |
400 |
750 |
0,8 |
60 |
20 |
H |
7 |
60 |
50 |
45 |
80 |
180 |
250 |
1100 |
0,6 |
60 |
25 |
H |
8 |
50 |
45 |
35 |
100 |
150 |
200 |
750 |
0,6 |
60 |
30 |
H |
9 |
40 |
30 |
25 |
100 |
150 |
225 |
750 |
0,5 |
90 |
30 |
H |
10 |
80 |
75 |
50 |
150 |
280 |
400 |
750 |
0,8 |
90 |
20 |
H |
11 |
60 |
50 |
45 |
80 |
180 |
250 |
1100 |
0,6 |
90 |
25 |
H |
12 |
50 |
45 |
35 |
100 |
150 |
200 |
750 |
0,6 |
90 |
30 |
H |
13 |
40 |
30 |
25 |
100 |
150 |
225 |
750 |
0,5 |
45 |
30 |
П |
14 |
80 |
75 |
50 |
150 |
280 |
400 |
750 |
0,8 |
45 |
20 |
П |
15 |
60 |
50 |
45 |
80 |
180 |
250 |
1100 |
0,6 |
45 |
25 |
П |
16 |
50 |
45 |
35 |
100 |
150 |
200 |
750 |
0,6 |
45 |
30 |
П |
17 |
40 |
30 |
25 |
100 |
150 |
225 |
750 |
0,5 |
60 |
30 |
П |
18 |
80 |
75 |
50 |
150 |
280 |
400 |
750 |
0,8 |
60 |
20 |
П |
19 |
60 |
50 |
45 |
80 |
180 |
250 |
1100 |
0,6 |
60 |
25 |
П |
20 |
50 |
45 |
35 |
100 |
150 |
200 |
750 |
0,6 |
60 |
30 |
П |
21 |
40 |
30 |
25 |
100 |
150 |
225 |
750 |
0,5 |
90 |
30 |
П |
22 |
80 |
75 |
50 |
150 |
280 |
400 |
750 |
0,8 |
90 |
20 |
П |
23 |
60 |
50 |
45 |
80 |
180 |
250 |
1100 |
0,6 |
90 |
25 |
П |
24 |
50 |
45 |
35 |
100 |
150 |
200 |
750 |
0,6 |
90 |
30 |
П |