

3.3. Технологический процесс ковки
Ковкой называют процесс горячей обработки металлов давлением, при котором путем многократного действия универсального подкладного инструмента или бойков металл заготовки пластически деформируется, постепенно приобретая заданные форму, размеры и свойства. Ковку подразделяют на ручную и машинную.
При ковке заготовка постепенно меняет форму за счет неоднократных ударов молота (ходов пресса) при кантовке, подаче, повороте заготовки. При деформировании между бойками молота или пресса металл заготовки течет свободно в направлениях, не ограниченных рабочими плоскостями инструмента. Пластическое формоизменение (течение металла) определяется главным образом силами контактного трения, возникающими в месте контакта поковки с инструментом, и в редких случаях — формой инструмента.
При ручной ковке используют кувалды и наковальни с набором инструментов (гладилок, обсечек, клещей и т. п.). Ручную ковку применяют при изготовлении мелких поковок массой до 8 кг при выполнении ремонтных работ.
Машинная ковка является основным видом ковки. Ее осуществляют с помощью молотов и гидравлических прессов. Она является одним из наиболее экономичных и рациональных способов получения высококачественных поковок для изготовления разнообразных деталей машин в единичном производстве.
Основными операциями ковки являются протяжка (рис. 3.6, а) -удлинение заготовки или ее части за счет уменьшения площади поперечного сечения — и осадка (рис. 3.6, б) — уменьшение высоты заготовки при увеличении площади ее поперечного сечения. Наличие на контактных поверхностях сил трения τтр приводит при осадке цилиндрической заготовки к бочкообразности поковки, т. е. появлению максимального Дmах и минимального Дmin диаметров. Ковка является рациональной и экономически выгодной в условиях единичного и мелкосерийного производства. Поковки небольшой массы получают на ковочных молотах, крупные — на гидравлических ковочных прессах. В отличие от крупных заготовок, полученных литьем и сваркой, кованые заготовки обладают более высокими механическими свойствами и предназначаются поэтому для изготовления деталей ответственного назначения.

Рис. 3.6. Операции ковки /Зорчев/: а - протяжка, б - осадка; 1,2- нижний и верхний бойки молота или пресса, 3, 4 - заготовка до и после осадки; Н и Н - высота заготовки до и после деформации, тр — силы контактного трения
Отверстия в поковках получают после осадки исходных заготовок с использованием специальных инструментов, называемых прошивнем. Вначале надавливая бойком 1 на прошивень выполняют небольшое углубление (рис. 3.7, а), в который засыпают пылевидный кокс или графит. Они служат смазкой, которая уменьшает опасность застревания и приварки прошивки заготовке во время прошивки. Затем вновь устанавливают прошивень меньшим торцом вниз и вдавливают его почти на полную его высоту в тело заготовки.
Для дальнейшего продвижения прошивня в тело поковки на прошивень устанавливают последовательно надставки 4 и 5 (рис. 3.7, б), диаметр которых немного меньше наибольшего диаметра прошивня, и прошивка продолжается до тех пор, пока под торцом прошивня не останется перемычка толщиной (0,5— 0,7) dпр (dпр—диаметр прошивня). Для удаления перемычки заготовку переворачивают на 180° (рис. 3.7, в), убирают надставки и прорезным прошивнем 6 пробивают отверстие. Такая операция называется пробивкой. Пробивка (рис. 3.7, г) —образование в заготовке сквозных отверстий с удалением материала в отход путем сдвига. Получающийся в результате пробивки отход 9 называют выдрой.

Рис. 3.7. Схемы прошивки поковок (Шестаков):
а—в — этапы прошивки, г — схема пробивки; / — боек, 2 — прошивень, 3 — заготовка, 4, 5 — надставки, 6 — прорезной прошивень. 7 — прошивни и выдра после прошивки, 8 — кольцо, 9 — выдра
Сквозные отверстия в низких заготовках (H/D== 1/3/1/4) пробивают на подкладных кольцах. Заготовку устанавливают на кольцо, затем по оси отверстия располагают прошивень большим основанием вниз. Под ударом бойка молота прошивень вдавливается, а отход металла, т. е. выдра, проваливается вниз.
Отрубка — полное отделение части заготовки по незамкнутому контуру внедрением в заготовку деформирующего инструмента. Отрубку применяют для разделения слитка, длинной поковки или сортового проката на заготовки требуемого размера, для удаления донной и прибыльной частей слитка, а также излишнего металла у концов поковки. Инструментом для отрубки являются топоры различной формы.
Г
Рис. 3.8. Схема гибки в подкладном штампе
(Шестаков):

Скручивание — поворот части заготовки вокруг продольной оси. Скручивание наиболее часто применяют при повороте колен поковок коленчатых валов. В зависимости от размеров заготовки скручивание производят вручную (для мелких поковок), зажимая поковку между бойками молота или в тисках, или используют мостовой кран (для крупных поковок). На рис. 3.9 приведена схема скручивания заготовки с помощью крана и изогнутой вилки.
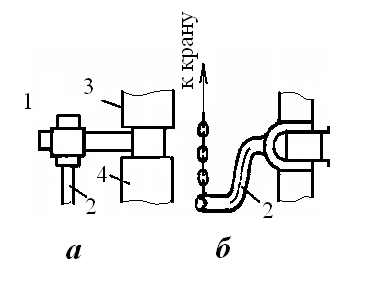
Рис. 3.9. Схема скручивания (Шестаков): 1 — груз (противовес), 2 — изогнутая вилка, 3 — верхний боек, 4 — нижний боек