

3.2. Оборудование для ковки
В процессе ковки ковочное оборудование выполняет две основные функции: создание энергии, необходимой для деформирования заготовки, и перемещение верхнего бойка.
Ковочное оборудование, как и штамповочное, в зависимости от характера и времени воздействия на заготовку подразделяется на молоты и прессы. На молотах и на прессах нижний боек закрепляется в основаниях, а верхний боек перемещается рабочими частями. Молоты имеют большую скорость рабочих частей (vmах ≤ 20 м/с) и деформируют заготовку в течение 0,01—0,001 с, т. е. наносят по заготовке удар. Гидравлические прессы имеют сравнительно небольшую скорость рабочих частей (vmах ≤ 0,3 м/с) и деформируют заготовку в течение 0,1—100 с и более, т. е. оказывают на нее статическое воздействие.
Для ковки применяют преимущественно два типа молотов.
Пневматический ковочный молот (рис. 3.2) служит для получения мелких и простых по форме средних поковок. Молот имеет два вертикально расположенных цилиндра: рабочий 6 и компрессорный 9.
Рис.
3.2. Схема пневматического молота
В компрессорный цилиндр из окружающей атмосферы поступает воздух, который подвергается попеременному сжатию и разряжению при возвратно-поступательном движении поршня 8 компрессора. Поршень компрессора получает возвратно-поступательное движение от шатуна 11, сидящего на кривошипном валу 12. Последний приводится во вращение электродвигателем 14 через редуктор 13. Компрессорный цилиндр сообщается с рабочим двумя переходными кранами 7. При движении поршня компрессора вверх сжатый воздух поступает в верхнюю полость рабочего цилиндра и давит на поршень 5, который под действием силы давления воздуха и силы тяжести собственного веса перемещается вниз. При движении поршня компрессора вниз сжатый воздух поступает под кольцевую поверхность поршня рабочего цилиндра и поднимает его вверх.
Поршень рабочего цилиндра составляет одно целое с бабой молота 4. К бабе с помощью ласточкина хвоста крепится верхний боек 3. Все узлы и детали молота, смонтированы на литой пустотелой станине 10. Поршень, баба и верхний боек называются в данном случае падающими частями молота. Перемещаясь вниз, падающие части наносят удары по заготовке, расположенной на нижнем бойке 2, который закреплен в основании молота (шаботе) /. При работе молота число ударов равно числу оборотов кривошипного вала. Молот управляется педалью или рукояткой. Скорость движения падающих (рабочих) частей молота, а следовательно, и энергия удара зависят от силы нажима на педаль или рукоятку.
Пневматические молоты, имеющие индивидуальный привод от электродвигателя, устанавливаются как в кузнечных цехах заводов, так и в ремонтных мастерских и имеют очень широкое применение. Пневматические молоты изготавливаются в соответствии с ГОСТ 712—75 семи типоразмеров с массой падающих частей от 50 до 1000 кг.
Паровоздушный ковочный молот (рис. 3.3) служит для получения средних поковок массой до 2 т. Молот имеет станину, состоящую из одной или двух стоек 5, 12, на которой смонтированы все узлы и механизмы молота.
Рис 3.3. Схема
ковочного паровоздушного молота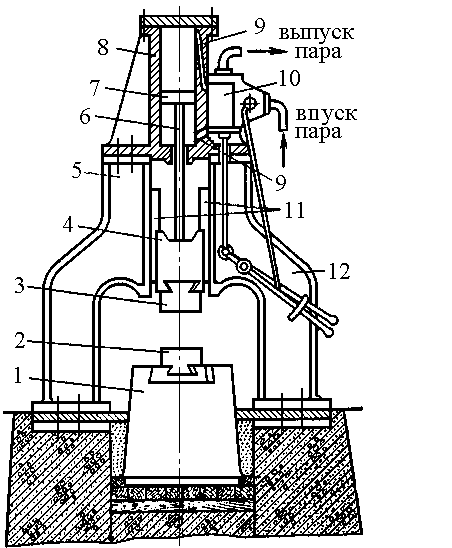
В верхней части станины устанавливается рабочий цилиндр 8, в котором ходит поршень 7, штоком 6 соединенный с бабой 4. Баба представляет собой массивную деталь, которая вертикально перемещается в направляющих станины 11. К бабе крепится верхний боек 3, Поршень, шток и баба с верхним бойком называются падающими частями молота. Нижний боек 2 через переходную подушку крепится к шаботу 1, не связанному со стойками молота. Шабот представляет собой массивную отливку, воспринимающую удар. Масса шабота в 15 раз превышает массу падающих частей молота. Большая часть шабота находится ниже уровня пола в фундаменте молота.
Энергоносителями, приводящими в движение падающие части молота, могут служить сжатый воздух или перегретый водяной пар с избыточным давлением 0,6—0,8 мПа. В настоящее время большинство машиностроительных предприятий используют пар. Молотом управляет машинист, который по знаку кузнеца перемещает рукоятку управления золотниковым механизмом 10 и подаст пар в цилиндр молота по каналам 9.
Для подъема падающих частей вверх пар подается в нижнюю, кольцевую полость цилиндра. Для движения падающих частей вниз и нанесения удара по заготовке пар подается в верхнюю полость цилиндра и оказывает дополнительное силовое воздействие на падающие части молота. Таким образом, стремительное движение падающих частей вниз осуществляется в результате действия двух сил: силы тяжести собственной массы и силы давления пара. Такой принцип работы является характерным для молота двойного действия.
Несмотря на простоту конструкции и невысокую стоимость, применение паровоздушных молотов ограничено крупными кузнечными цехами ввиду необходимости группового привода от компрессорной или котельной
Паровоздушные ковочные молоты изготавливаются по ГОСТ 9752—75 пяти типоразмеров с массой падающих частей от 1000 до 8000 кг.
Гидравлический ковочный пресс служит для ковки крупных поковок массой более 350 кг и до 250 т. На рис. 3.4 изображена простейшая схема гидравлического пресса.
Рис.
3.4. Схема ковочного гидравли-ческого
пресса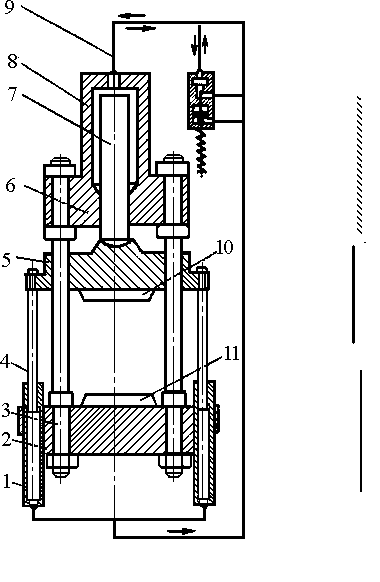
Станина
пресса состоит из двух неподвижных
поперечин верхней 6
и
нижней 2,
соединенных
четырьмя колоннами 3
в
жесткую раму. На станине устанавливаются
все узлы пресса. Главным узлом
гидравлического пресса является рабочий
цилиндр 5, закрепленный в верхней
поперечине 6.
В
верхнюю часть цилиндра по трубопроводу
9
поступает
рабочая жидкость.
Под давлением рабочей жидкости плунжер
7 перемещается
вниз. Вместе с плунжером перемещается
вниз подвижная поперечина
5,
к которой
крепится верхний
боек 10.
В
процессе деформирования
плунжер передает на заготовку
усилие
![]() ,
создаваемое давлением
рабочей жидкости. Усилие гидравлического
пресса без учета потерь определяется
по формуле
,
создаваемое давлением
рабочей жидкости. Усилие гидравлического
пресса без учета потерь определяется
по формуле
![]()
где pР — давление рабочей жидкости, равное 32 МПа и более; Fая—• поперечное сечение плунжера.
Нижний боек 11 крепится в нижней поперечине 2. Для подъема подвижной поперечины вверх после совершения рабочего хода служат возвратные цилиндры 1, закрепленные в нижней поперечине 2. Рабочая жидкость, поступая снизу в возвратные цилиндры /, давит на плунжеры 4 и выталкивает их из цилиндров вверх, поднимая подвижную поперечину 5.
В состав гидропрессовой установки входят гидравлический пресс и его привод, представляющий собой систему насосов, распределительных, регулирующих и вспомогательных устройств
Гидравлические ковочные прессы для ковки поковок массой до 2 т изготавливаются по ГОСТ 7284—70 семи типоразмеров с номинальным усилием от 2 до 31,5 МН. Для ковки поковок с большей массой применяются нестандартные гидравлические ковочные прессы с большим усилием.
При ковке крупных поковок используют тяжелые заготовки. Для перемещения их в процессе ковки применяются различные механизмы. Наиболее удобным современным механизмом является напольный рельсовый манипулятор (рис. 3.5). С помощью манипулятора заготовку загружают в печь, извлекают из печи, подают к молоту или прессу, перемещают между бойками в процессе ковки и складируют готовые поковки.
Манипулятор представляет собой самоходную тележку 2, перемещающуюся по рельсовому пути 1, на которой установлена поворотная платформа 3 с хоботом 5. На свободном конце хобота имеется клещевидное захватывающее устройство 6. Захватывающее устройство зажимает слиток или заготовку. Тележка 2 перемещает платформу с хоботом к прессу и от него. Платформа вместе с хоботом вращается вокруг вертикальной оси. Хобот с заготовкой перемещается вверх и вниз, а также может поднимать и опускать заготовку под некоторыми углами (различные положения оси хобота показаны пунктиром). Кантовка заготовки в процессе ковки осуществляется за счет поворота захватывающего устройства вокруг горизонтальной оси. Для поддержания хобота в устойчивом положении и для смягчения ударов во время работы служит механизм подвески 4. Рабочее место оператора находится на платформе 3.
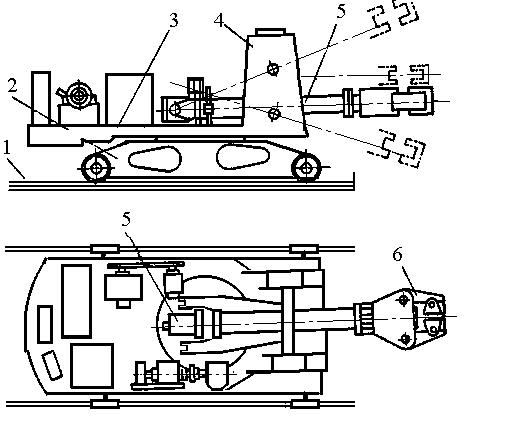
Рис. 3.5. Схема рельсового манипулятора с поворотной тележкой