

Шпоночное сопряжение №6
По стандарту определяем для вала диаметром d=30…38мм ширина шпонки b=10мм. Принимаем – шпонка призматическая с полем допуска h9.
Шпонки обычно сопрягаются по ширине с валом по неподвижной посадке, а с втулками – под одной из подвижных посадок. Натяг необходим для того, чтобы шпонка не перемещалась, при эксплуатации, а зазор – для компенсации неизбежных неточностей пазов и их перекоса.
Для ширины паза втулки назначаем Js9, т.к. необходимо обеспечить осевое перемещение втулки относительно вала, для ширины паза вала назначаем N9 для предотвращения перемещения шпонки.
Допуски и предельные отклонения
10Js9 – TD=36мкм, ES=+18мкм EI=-18мкм
10h9 – Td=36мкм, es=0мкм, ei=-36мкм
10N9 – TD=36мкм, es=0мкм, ei=-36мкм
Схема полей допусков и характеристики посадки шпонка-втулка 10Js9/h9
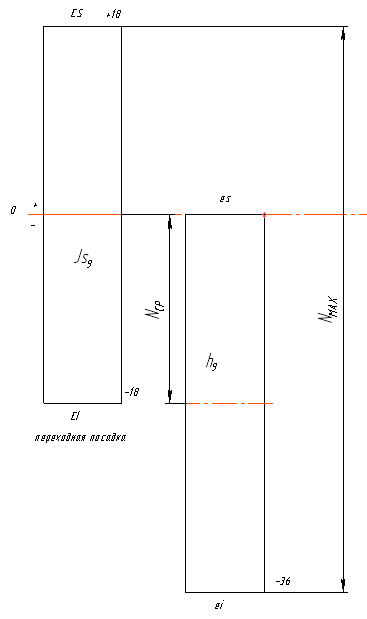
Sнб=ES-ei=18-(-36)=54мкм
Sнм=EI-es=-18-0=-18мкм
Scр=(Sнб+ Sнм)/2=(54-18)/2=18мкм
Ts= Sнб-Sнм=54+18=72мкм
Схема полей допусков и характеристики посадки шпонка-вал 10N9/h9
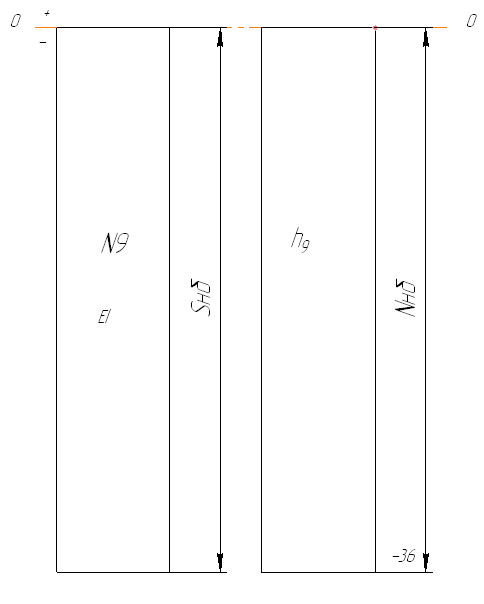
Sнб=ES-ei=0-(-36)=36мкм
Nнб=ei-EI=0-(-36)=36мкм
![]()
Tп=TD+Td=36+36=72мкм
Шероховатость шпонки
Rz= *36=9мкм, принимаем 10мкм. Ra== *10=2.5мкм
Контроль шпоночных деталей включает поэлементный контроль размеров и комплексный контроль.
Поэлементный контроль состоит из контроля всех размеров паза вала (длины, глубины и ширины), паза втулки (глубины и ширины) шпонки. Ширину пазов вала и втулки контролируют калибрами-скобами ПР и НЕ 10h9.
Комплексный контроль втулки производят шпоночным калибром-пробкой, открытый шпоночный паз вала – шпоночным калибром-втулкой.
Зубчатое сопряжение №10
Д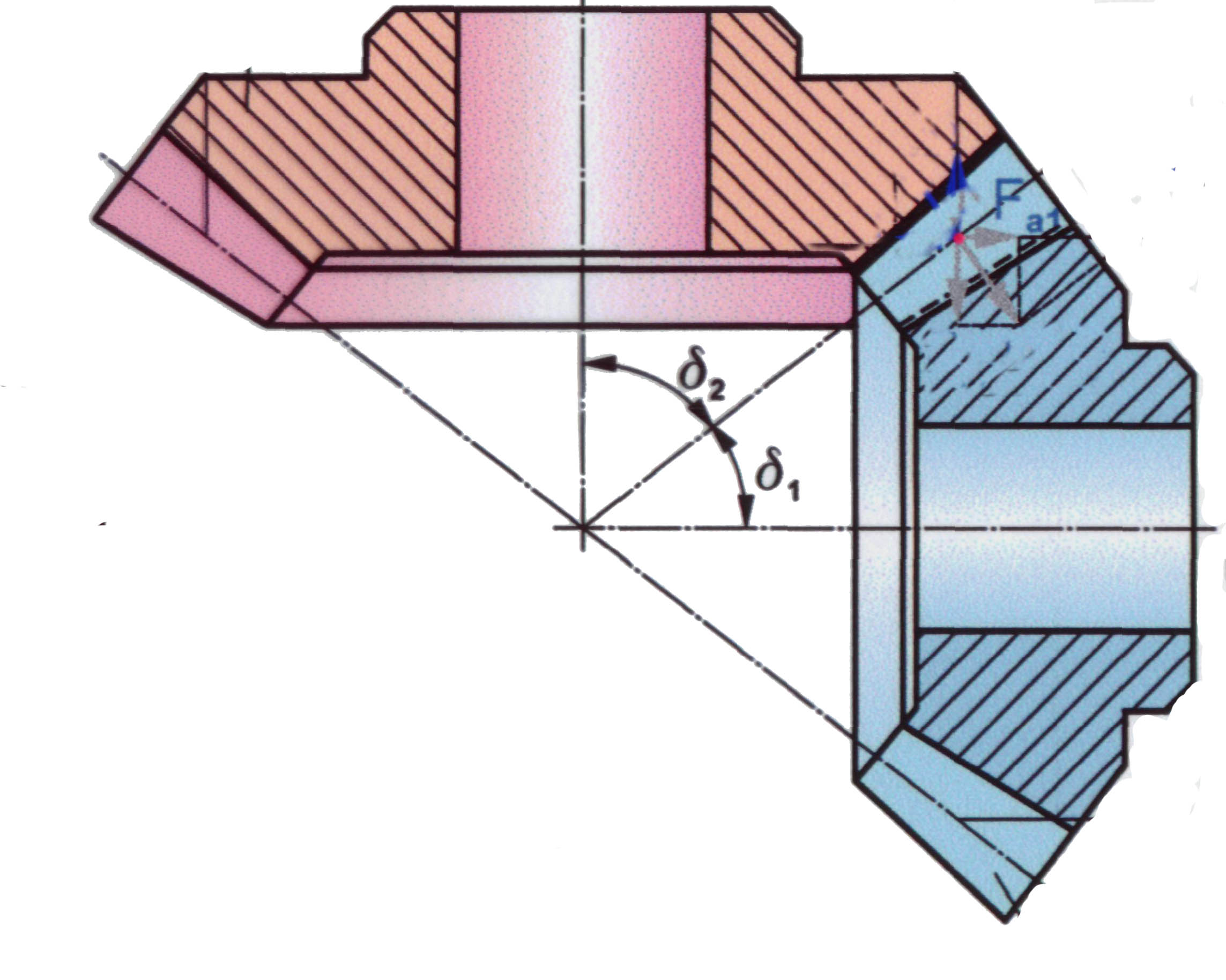 анная
зубчатая передача относиться к передачам
общего назначения, к точности которых
не предъявляются особые требования.
Для зубчатых передач с m≥1
предусмотрено шесть видов сопряжений,
определяющих различную величину бокового
зазора: A,
B,
C,
D,
E,
H.
анная
зубчатая передача относиться к передачам
общего назначения, к точности которых
не предъявляются особые требования.
Для зубчатых передач с m≥1
предусмотрено шесть видов сопряжений,
определяющих различную величину бокового
зазора: A,
B,
C,
D,
E,
H.
Принимаем 8 степень точности по всем видам норм, вид сопряжения В – с нормальным гарантированным зазором. По чертежу определяем делительные диаметры, модуль зубчатых колес.
Обозначение степени точности цилиндрических зубчатых колес 8-В ГОСТ 1643-81
Допуски и отклонения для конической зубчатой передачи
Модуль m=5мм
Число зубьев z1=20, z2=44
Средний делительный диаметр d1=100 и d2=22 мм
Среднее конусное расстояние Rc=120мм
Угол делительного конуса
 и
и
Степень точности 8 вид сопряжения В
-
Наименование норм, допусков и отклонений
Обозначение
Значение, мкм
Колесо 1
Колесо 2
Нормы кинематической точности
1.1 Допуск биения зубчатого венца
F
50
71
1.2 Допуск на погрешность обката
F

28
50
Нормы плавности работы
2.1 Предельные отклонения шага
f
+20
+22
2.2 Допуск на погрешность обката зубчатой частоты
f
13
15
Нормы контакта зубьев
3.1 относительные размеры суммарного пятна
контакта, % не менее
по длине зуба
по высоте зуба
5
50
55
50
55
Нормы бокового зазора
4.1 Наименьшее отклонение средней постоянной хорды
92
172
4.2 Допуск на среднюю постоянную хорду
100
130
Контроль зубчатых колес бывает технологическим и окончательным. Технологический контроль производиться в процессе изготовления зубчатого колеса и выявляет причины возникновения отдельных отклонений и своевременно вносит необходимые коррективы в технологический процесс. Технологический контроль является поэлементными основан на сопоставлении действительных отклонений с табличными.
Окончательный контроль устанавливает соответствие параметров колеса заданным. Он является комплексным и производиться с помощью специального прибора и контрольных приспособлений.