

3. Пример расчета заготовки из проката для детали типа «ось»
Рассчитать припуски опытно-статистическим и расчетно-аналитическим методами. Выбрать горячекатаный прокат и разработать конструкцию заготовки из проката кратной длины для оси, чертеж которой представлен на рис. 3. Материал детали - сталь 40Х. Годовая программа 5000 штук.
3.1. Опытно-статистический метод
Расчетной ступенью для определения диаметра проката является поверхность, имеющая максимальный диаметр – Ø34h11 и шероховатость Ra=2.5 мкм. Отрезку проката выбираем с помощью ленточной пилы. По табл. 11 назначаем припуски на механическую обработку наружной поверхности расчетной ступени, а по табл. 12 - припуски на механическую обработку торцевых поверхностей, которые заносим в таблицу.
-
Диаметр
расчетной
ступени, мм
Припуски (на диаметр) для наружной цилиндрической поверхности, мм
Припуски (на сторону) для торцевых
поверхностей,
мм
Ø34h11
5,5
1,5; 2,2
Рассчитаем диаметр заготовки из проката:
а) На наружный диаметр расчетной ступени Ø34h11 назначаем припуск на диаметр при шероховатости Ra=2.5 мкм - 5,5 мм.
Расчетный размер – 34 +5,5=39,5 мм.
По табл. 1 выбираем сталь горячекатаную круглую
ГОСТ 2590-88 обычной
точности:
![]() .
.
б) На торцевые поверхности оси назначаем припуски:
- со стороны резьбы М24х2 (Ra=10 мкм) – 1.5 мм,
- со стороны Ø20f7 (Ra=2,5 мкм) – 2.2 мм.
Общая длина заготовки:
60+2.2+1.5 =63.7 мм.
Округляем до 64 мм.
По табл. 13 при отрезки проката ленточной пилой назначаем квалитет и основное отклонение на длину заготовки - h14.
Величина допуска на номинальном размере 64 и квалитет 14 определяется по приложению 1 и равна 740 мкм.
Линейный размер заготовки из проката - 64-0.74.
Шероховатость наружных и торцевых поверхностей заготовки Ra принимаем 40 мкм (табл. 2 и 13).
Удельная кривизна профиля проката обычной точности при длине заготовки 64 мм составляет 0,5 мкм на 1 мм (табл.14).
Кривизна профиля проката обычной точности при длине заготовки 64 мм составляет 64·0,5 = 32 мкм
Чертеж заготовки из проката для оси показан на рис. 4
3.2. Расчетно-аналитический метод
Назначение маршрута механической обработки поверхностей расчетной ступени.
Маршрут механической обработки наружной цилиндрической поверхности расчетной ступени оси, имеющей диаметр –Ø34h11, шероховатость Ra=2,5 мкм и изготовленной из проката, назначаем по табл. 5 и 6.
Вид и характер механической обработки |
Квалитет точности |
Параметр шероховатости Rа, мкм |
Точение черновое |
12 |
10 |
Точение чистовое |
11 |
5 |
Расчет операционные припуски и операционных размеров.
С учетом специфики обработки тела вращения в трехкулачковом патроне величину припуска Zi рассчитывают по формуле (4):
;
Расчет начинают с последнего перехода – точения чистового.
2. Определение припуска на чистовое точение и операционного размера после чернового точения.
В результате чернового точения наружная цилиндрическая поверхность расчетной ступени имеет следующие параметры (табл. 7) Rz = 40 мкм; h = 60 мкм
По табл. 8 после чернового точения удельная кривизна оси заготовки ровна ∆к = 0,2 мкм/мм
При консольном закреплении заготовки суммарное отклонение оси детали от прямолинейности рассчитывается по формуле (6):
,
где lк – величина вылета детали из патрона, равная:
lк = 60 + 10 = 70 мм.
Таким образом
![]()
Поскольку чистовое точение производится без переустановки заготовки, погрешность установки принимаем равной: ε=0.
Допуск после чернового точения заготовки, выполненной по 12 квалитету равен ТА= 250 мкм (приложение 1)
Z = 2(40+60+14)+250 = 478 мкм
Межоперационный размер оси после чернового обтачивания:
A = 34,0 + 0,478 = 34,478 мм
3. Определение припуска на черновое точение и требуемого размера заготовки из проката.
Для стального проката обычной точности поверхность проката имеет параметры (табл. 7):
Rz = 150 мкм; h =200 мкм
По табл. 8 удельная кривизна оси заготовки ровна ∆к = 1 мкм/мм
![]()
Погрешность установки ε при закреплении заготовки в трехкулачковый патрон категории Н находим по табл. 9.
ε = 400 мкм
Допуск на стальной
прокат обычной точности выбираем из
табл. 1. для диапазона размеров 26÷48 равным
![]() (для
наружной цилиндрической поверхности
учитывается только минусовая составляющая
допуска
(для
наружной цилиндрической поверхности
учитывается только минусовая составляющая
допуска
![]() )
)
Z
= 2(150+200+![]() )
+ 700 = 2212
мкм
)
+ 700 = 2212
мкм
Размер заготовки из проката находим как:
Азаг = 34,478 + 2,212 = 36,69мм
Общий припуск на обработку равен:
Zo = 2,212 + 0,478 = 2,69 мм
По табл. 1 выбираем сталь горячекатаную круглую
ГОСТ 2590-88
обычной точности: Ø![]() .
.
Полученные значения заносим в таблицу
№ п/п |
Вид исходной заготовки и технологические переходы обработки расчетной ступени |
Квалитет |
Элементы припуска, мкм |
Операционный припуск, Zi, мкм |
Размер заготовки и операционный размер, Аi, мм |
||||
Rzi |
hi |
ΔΣi |
εi |
TAi |
|||||
1. |
Прокат обычной точности |
15-16 |
150 |
200 |
70 |
--- |
700 |
2690 |
36,69 |
2. |
Точение черновое |
12 |
40 |
60 |
14 |
400 |
250 |
2212 |
34,478 |
3. |
Точение чистовое |
11 |
|
|
|
0 |
|
478 |
34,0 |
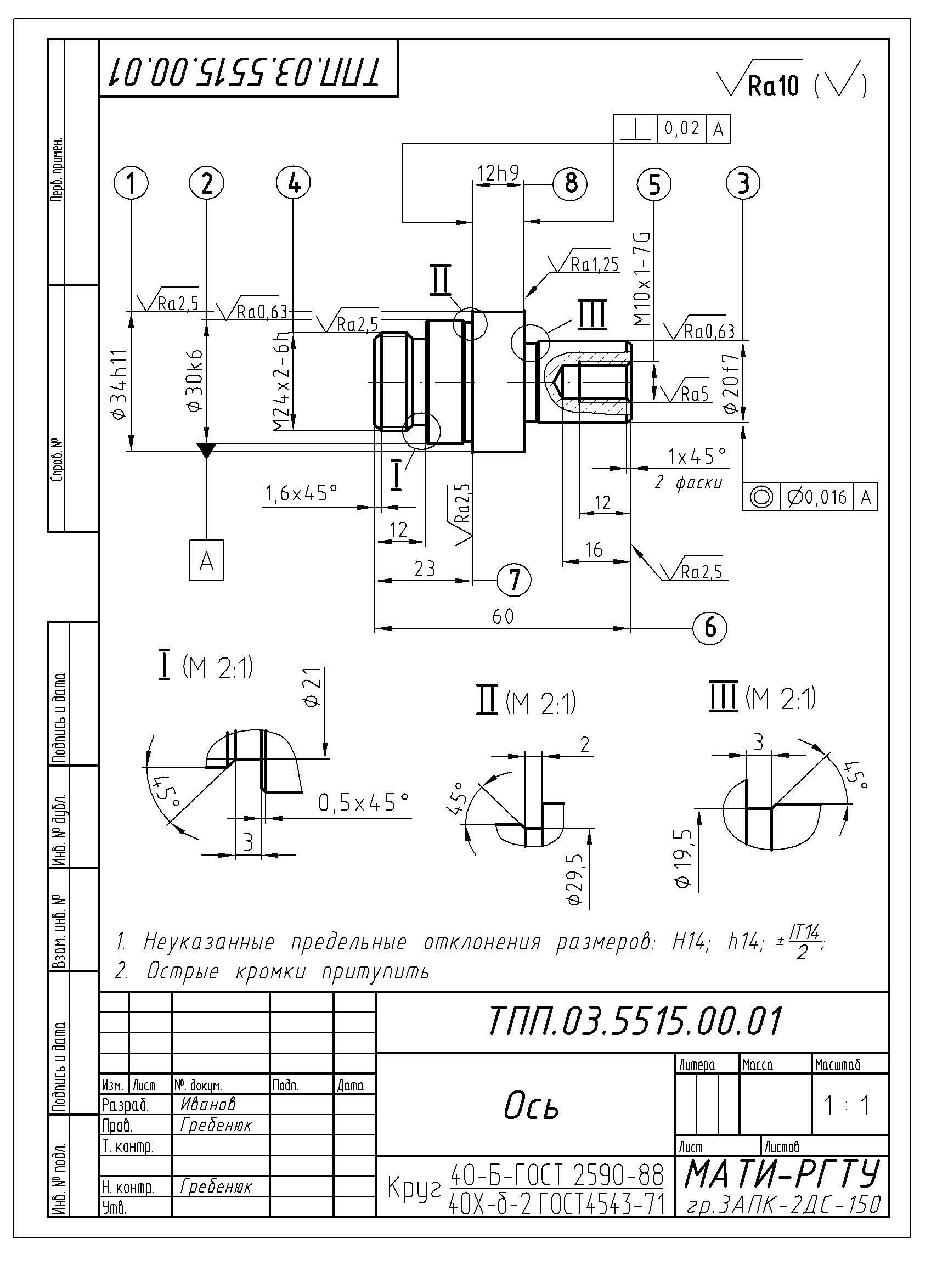
Рис. 3. Чертеж детали типа «Ось».

Рис. 4. Чертеж заготовки из проката кратной длины детали типа «Ось».