

Методички / 1058
.pdfИспользуемое оборудование: Модель одношнекового экст- |
Распределение давления по типуАсоответствует случаю, |
|
рудера, снабженная датчиком давления и головкой с изменяе- |
когда производительность зоны плавления шнека намного ниже |
|
мым проходным сечением; секундомер, воронка для залива |
производительности зоны выдавливания, а. кривая типа В – слу- |
|
рабочей жидкости; стакан для слива жидкости; мерный цилиндр. |
чаю, когда плавление полимера идет с такой же скоростью как и |
|
|
выдавливание расплава через головку. В этих условияхдавление |
|
Порядок выполнения работы: |
начинаетповышатьсявзонеплавления, апередголовкой развивает- |
|
1.Ознакомиться с устройством модели одношнекового экстру- |
ся болеевысокоедавление, чтоведеткповышению производитель- |
|
дера. Выполнить эскиз модели с указанием основных геометри- |
ности по сравнению с вариантом А. |
|
ческих параметров шнека, определяющих производительность |
Кривая типа Ссоответствует условиям,при которыхпроизво- |
|
экструдера. |
дительностьзоны плавлениявыше, чем производительностьзоны |
|
2.Подключить к электросети (220 V) через розетку привод моде- |
дозирования. |
|
Зона дозирования (III). Продвижение гетерогенного мате- |
||
ли. Убедиться в свободном вращении шнека. Проверить возмож- |
||
риала (расплав, частички твердого полимера) продолжает сопро- |
||
ность свободного перемещения заслонки, регулирующей про- |
||
вождаться выделением внутреннего тепла, которое является ре- |
||
ходное сечение головки. |
||
зультатом интенсивных сдвиговых деформаций в полимере. Рас- |
||
|
||
3.При вращающемся шнеке и незаполненном рабочем цилиндре |
плавленная масса продолжает гомогенизироваться, что проявля- |
|
откорректировать показания манометра, замеряющего давление |
ется в окончательном плавлении остатков твердого полимера, |
|
перед головкой. Манометр должен показывать "0" при полнос- |
усреднении вязкости и температуры расплавленной части. |
|
тью закрытой заслонке. |
В межвитковом пространстве расплав имеет ряд потоков, |
|
|
основными из которых являются продольный и циркуляционный. |
|
4.При вращающемся шнеке и полностью закрытой заслонке го- |
Величина продольного (вдоль оси шнека) потока определяет |
|
ловки установить стеклянную воронку в загрузочное окно рабо- |
производительность экструдера Q, а циркуляционного – каче- |
|
чего цилиндра экструдера, под выходное отверстие головки |
ство гомогенности полимера или смешения компонентов. |
|
подставить стакан для слива жидкости и заполнить рабочий ци- |
|
|
22 |
11 |
http://www.mitht.ru/e-library

В свою очередь продольный поток складывается из трех потоков расплава: прямого, обратного и потока утечек.
На рисунке 7 показаны эпюры распределения скоростей прямого (а), обратного (б) и результирующего (в) потоков рас-
плава в межвитковом пространстве шнека.
тях сдвига при экструзии, насыпная плотность материала и плот-
ность расплава.
Основными технологическими характеристиками экструде-
ра являются L, D, L/D, геометрический профиль шнека, степень изменения объема канала шнека, мощность привода.
Основной характеристикой формующей оснастки (вместе с фильтрующими сетками) является коэффициент сопротивления течению расплава K. Повышение давления на фильтрующих сет-
ках служит показателем засорения, т. е. увеличения сопротивле-
ния сеток и, следовательно, сигналом к их замене.
|
Показателем работы экструдера является его эффективность – |
|
Рисунок 7 – Эпюры скоростей расплава: |
отношение производительности (Q) к потребляемой мощности:(M) |
|
|
||
а – прямой поток; б – обратный поток; в – результирующий |
|
|
поток; h – расстояние между движущейся (шнек) и неподвиж- |
Э =Q / M |
|
ной (цилиндр) поверхностями. |
|
|
Если бы не было сопротивлений потока (например, при от- |
ПОСТРОЕНИЕ РАБОЧЕЙ ХАРАКТЕРИСТИКИ |
|
сутствии сеток и головки), то распределение скоростей V резуль- |
ОДНОШНЕКОВОГО ЭКСТРУДЕРА |
|
|
||
тирующего потока изобразилось бы рисунком 5-а, у поверхности |
Цель работы: Построение рабочей характеристики экструдера |
|
шнека V = max, у неподвижной поверхности цилиндра V = 0. |
||
(зависимость производительности экструдера от давления перед |
||
Это имело бы место в случае отсутствия сопротивления течению |
||
формующей головкой). |
||
расплава. |
||
|
||
При наличии сеток, оснастки, трения о поверхность цилинд- |
Используемые материалы: Вязкая жидкость, моделирующая |
|
ра и шнека создается обратный поток, илипротивовоток (рис.5б). |
расплав полимера (глицерин, поливиниловый спирт, силиконо- |
|
|
вая жидкость) |
|
12 |
21 |
http://www.mitht.ru/e-library
где Кi – коэффициент сопротивления каждого из элементов головки, сеток и решетки.
Реальные зависимости Q – P (см. рисунок 6) не являются прямолинейными. Зоны экструдера, формующей оснастки име-
ют различный внешний обогрев, кроме того, в зависимости от интенсивности вращения шнека в расплаве выделяется разное количество тепла. Поэтому такие важнейшие характеристики,
как вязкость и плотность расплава зависят от температуры и не являются строго постоянными. Эти, и другие факторы, ведут к отклонению зависимостей (3) и (4) от прямолинейности.
ОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССА ЭКСТРУЗИИ
Результирующий поток, изображенный на рисунке 5-в, пред-
ставляет собой сложение эпюр, приведенных на рисунке 5-а и
5-б.
При отсутствии сопротивления расплаву (сняты головка,
сетки) давление Pчуть большеатмосферного при максимальном сопротивле нии (заглушка вместо головки) P максимально, а
величины прямого и обратного потоков равны. Часть материала перетекает в направлении противотока в зазор между гребнем шнека и поверхностью цилиндра.
Таким образом, производительность Q экструдера, с уче-
том распределения скоростей различных потоков, описывается уравнением:
Q = QА – QB – QG |
(2) |
К технологическим параметрам процесса экструзии отно- |
где QА, QB, QG – производительности экструдера по прямому потоку, |
|||
противотоку и утечке расплава, соответственно. |
|
|||
сятся температура переработки полимера по зонам материально- |
В свою очередь, QА, QB, QG – зависят от технологических |
|||
|
||||
го цилиндра и головки, давление расплава, скорость вращения |
параметров и конструкции экструдера: |
|
||
|
|
|||
шнека N, температурные режимы охлаждения сформованного |
Q=АN – (B+ G)P/η |
(3) |
||
экструдата. |
||||
|
|
|
||
К технологическим свойствам экструдируемого термоплас- |
где N – частота вращения шнека; P – давление на выходе из шнека (в |
|||
конце зоны III); η – средняя вязкость расплава; A, B и G –постоянные |
||||
та относятся температура плавления (или текучести), темпера- |
||||
коэффициенты, зависящие от геометрических параметров шнека. |
|
|||
тура деструкции, температура кристаллизации (или температу- |
A = (π2D2h sin φ cos φ) /2; |
B = (π Dh3sin2 φ) /12L; |
|
|
ра затвердевания), вязкость расплава при температурах и скорос- |
G = (π2D2 δ3tg φ)/ 10Le, |
|
||
20 |
|
13 |
|
|
http://www.mitht.ru/e-library

где : D – диаметр, L – длина, h– глубина нарезки; φ– угол подъема винтовой линии шнека; δ – зазор между гребнем и поверхностью цилиндра; е – ширина гребня шнека.
Для определения вязкости расплава по кривым течения необходимо рассчитать скорость сдвига в спиральном канале шнека:
|
ск = |
|
2 |
(D hср )(D 2hср )N [c-1] |
(4) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
h 2 |
(D 2h ) |
|
|||||
|
|
t2 |
|
||||||
|
|
|
ch |
|
|
ср |
|
|
|
мующей части (рис. 6). В этом случае происходит наиболее пол-
ное выравнивание скоростей движения расплава, проходят ре-
лаксационные процессы, ликвидируется пульсация и т. д. Чем
длиннее lф (больше lф/dщ), тем меньше пульсация расплава. В
зависимости от типа выпускаемого изделия и требований к точ-
ности его размеров значения lф/dщ, находятся в пределах 20 - 60.
где: D – диаметр шнека, мм; hср – средняя глубина канала в зоне дози- |
Работа экструдера в сочетании с головкой. |
|
|||
|
|
||||
рования, мм; N – скорость вращения шнека, об/с; t – шаг нарезки |
Поскольку экструдер работает вместе с головкой, то и про- |
||||
шнека в зоне дозирования, мм |
изводительность его находится путем совместного решения урав |
||||
|
h2 h3 |
|
|||
hср = |
, h2 и h3 – глубина канала в начале и в конце зоны |
нений (3) и (4) или графически (рисунок. 6) как точка пересече- |
|||
|
|||||
2 |
|
ния прямых 1 или 2 с прямой 3. Точки пересечения а и бназыва- |
|||
дозирования, мм. |
|||||
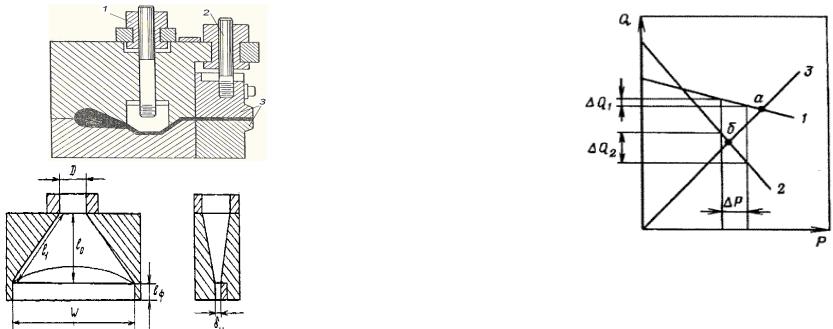
Графическое изображение аналитической зависимости (3) |
ются рабочими точками. |
|
|||
представлено на рисунке 8 прямыми 1 и 2. Из рисунка следует, |
Упрощенный аналитический расчет Q машины с одним |
||||
что при отсутствии сопротивлений течению расплава (Р = 0) |
|||||
шнеком, уменьшающейся глубиной нарезки канала |
шнека, с |
||||
экструдер работает как винтовой насос с максимальной произ- |
|||||
учетом сеток и головки можно производить по формуле |
|
||||
водительностью Q. |
|
||||
|
|
||||
Если на выходе из экструдера стоит заглушка, т. е. прямой |
Q = АKN/(К + B + G), |
(9) |
|||
поток равен сумме обратного и потока утечек: АN = (B + G)P/ η, |
где Q – производительность, см3/мин; А+ B + G – постоянные |
||||
то в нем развивается максимальное давление Р, а Q = 0. |
прямого и обратного потоков и потока утечек, см3; К – постоян- |
||||
Анализируя уравнение (3) и значения коэффициентов А, B, |
ная головки, сеток, решетки, см3. Для различных головок К раз- |
||||
лична и рассчитывается по соответствующим формулам общего |
|||||
G можно проследить влияние геометрических параметров шнека |
вида: |
|
|||
|
|
||||
и свойств расплава полимера на производительность Q и харак- |
K = 1/Σ(1/Ki), |
(10) |
|||
14 |
19 |
|
|||
http://www.mitht.ru/e-library
Таким образом, из трех основных форм сечений головок |
тер изменения Q от Р, т. е. угол наклона прямых 1 и 2 на рис. 8. |
можно рассчитать К головки, состоящей из их сочетаний. |
Последнее имеет важное практическое значение. |
|
Рисунок 8 – Зависимость производительности Q от |
||
|
давления Р расплава на выходе из экструдера: |
||
|
1, 2 – характеристики шнека; 3 – характеристика головки; |
||
|
а и б – рабочие точки |
|
|
Рисунок 9 – Схемы плоскощелевых головок для |
При небольшом колебании |
P (см. рисунок 6), которое |
|
может возникнуть при практической работе, последнее сказыва- |
|||
изготовления листа |
|||
1 – устройство, регулирующее толщину потока в головке; |
ется на величине колебания ΔQ1 |
или ΔQ2. Чем больше ΔQ, тем |
|
2 – регулировочный винт для губок; 3– формующиегубки; |
больше пульсация расплава, т. е. больше неравномерность во |
||
D– ширина (диаметр) подводящего канала; w – ширина формующей |
времени скорости и выхода расплава. Это сказывается в первую |
||
щели; l0, l1 – длины пути расплава; lф – длина плоской формующей |
|||
части щели; dщ – толщина формующей щели. |
очередь на разнотолщинности получаемых изделий. |
||
|
|||
Для получения качественных изделий необходимо, чтобы |
Разнотолщинность тем больше, чем выше Q. Из уравне- |
||
ния (3) легко показать, что при прочих равных условиях у экст- |
|||
заключительный отрезок пути расплав перемещался некоторое |
|||
|
|
||
время при постоянной длине lф и толщине dщ калибруемой фор- |
|
|
|
18 |
15 |
||
http://www.mitht.ru/e-library
рудеров с большим L/D колебания ΔQ, т.е. пульсация, меньше, |
ловкой профиль, выходит практически под очень небольшим из- |
||
чем у экструдеров с меньшим L/D. |
быточным давлением из фильерной части головки. Кривая 3 на |
||
При равенстве D первый тип экструдера называется длин- |
рисунке . 6 показывает зависимость Q от Р. Количество расплава |
||
ношнековым, второй – короткошнековым. Кроме того, увеличе- |
Qгол, выходящего через головку, можно представить следующим |
||
ние L способствует получению расплава более гомогенного, так |
соотношением: |
|
|
как время воздействия на него шнека больше, чем в короткошне- |
Qгол = К P/η, |
(5) |
|
ковых экструдерах. Изделия, получаемые из гомогенного рас- |
|||
где Р = P – Рвыx – перепад давления в головке (здесь P – давле |
|||
плава, обладают лучшими свойствами. |
|||
ние на входе в головку – конец зоны III, Рвыx – давление на вы- |
|||
|
ходе из головки); η – вязкость расплава в головке; К – постоян- |
||
Течение расплава через сетки и формующую оснастку. |
ная, характеризующая сопротивление течению расплава в кана- |
||
лах и формующей части головки. |
|
||
Расплав вращающимся шнеком продавливается через ре- |
|
|
|
шетку, к которой прижаты металлические сетки. Сетки фильт- |
Если в головке имеется только один цилиндрический ка- |
||
руют, гомогенизируют и создают сопротивление движению рас- |
нал, например для изготовления прутка, то |
|
|
плава, на них теряется часть давления. Проходя через систему |
К = πR4/(8lф), |
(6) |
|
фильтрующих сеток, порции полимерного расплава с большей |
|||
|
|
||
вязкостью задерживаются на сетках. Этого времени должно хва- |
а уравнение (5) преобразуется в известное уравнение Пуазейля. |
||
тить для того, чтобы порция расплава достигла заданной темпе- |
Для плоской формующей щели (рисунок 7): |
|
|
ратуры. |
|
||
|
|
||
Сверхвысокомолекулярные фракции полимера и различ- |
К = w δщ /12lф |
(7) |
|
ные примеси задерживаются сетками и через некоторое время |
Для головки с кольцевым формующим зазором (труба): |
|
|
они вместе с сеткой удаляются из цилиндра экструдера. |
|
||
К = π(Rн + Rв)(Rн – Rв)3/(12lф), |
(8) |
||
После прохождения сеток гомогенизированный расплав |
|||
где Rн – наружный радиус щели; Rв – внутренний радиус щели; |
|||
под остаточным давлением (Р = 5,0 - 35 МПа) продавливается в |
|||
w – ширина щели; dщ – толщина щели; lф – длина плоской |
|||
формующую оснастку и, приобретая заданный формующей го- |
|||
формующей части щели. |
|
||
16 |
17 |
|
|
http://www.mitht.ru/e-library