

Глава 8 выбивка и очистка отливок
После затвердевания металла отливки охлаждают в формах. При небольшом объеме производства формы охлаждают на заливочной площадке, при более крупном — в специальных камерах. Для ускорения охлаждения в этих камерах производят продувку воздуха. В зависимости от условий охлаждения материала и размеров отливки и форм время охлаждения составляет от 1 до 5 ч.
После достаточного остывания в форме отливки проходят следующие операции: выбивка из форм, отделение литников и прибылей, предварительная очистка и окончательная очистка. Для цветных сплавов (медных и алюминиевых) проводится термическая обработка только для снятия напряжении.
Выбивка
Выбивку форм производят различными способами в зависимости от вида литья по выплавляемым моделям (оболочковое литьё и литьё в единые смеси), материала и объема производства. В эстрих-процессе залитые формы охлаждают в течение 30 - 40 мин, извлекают из них блоки отливок, которые очищают под струёй воды, ударяя по краю опоки. Схема очистки показана на рис.8.1.1.
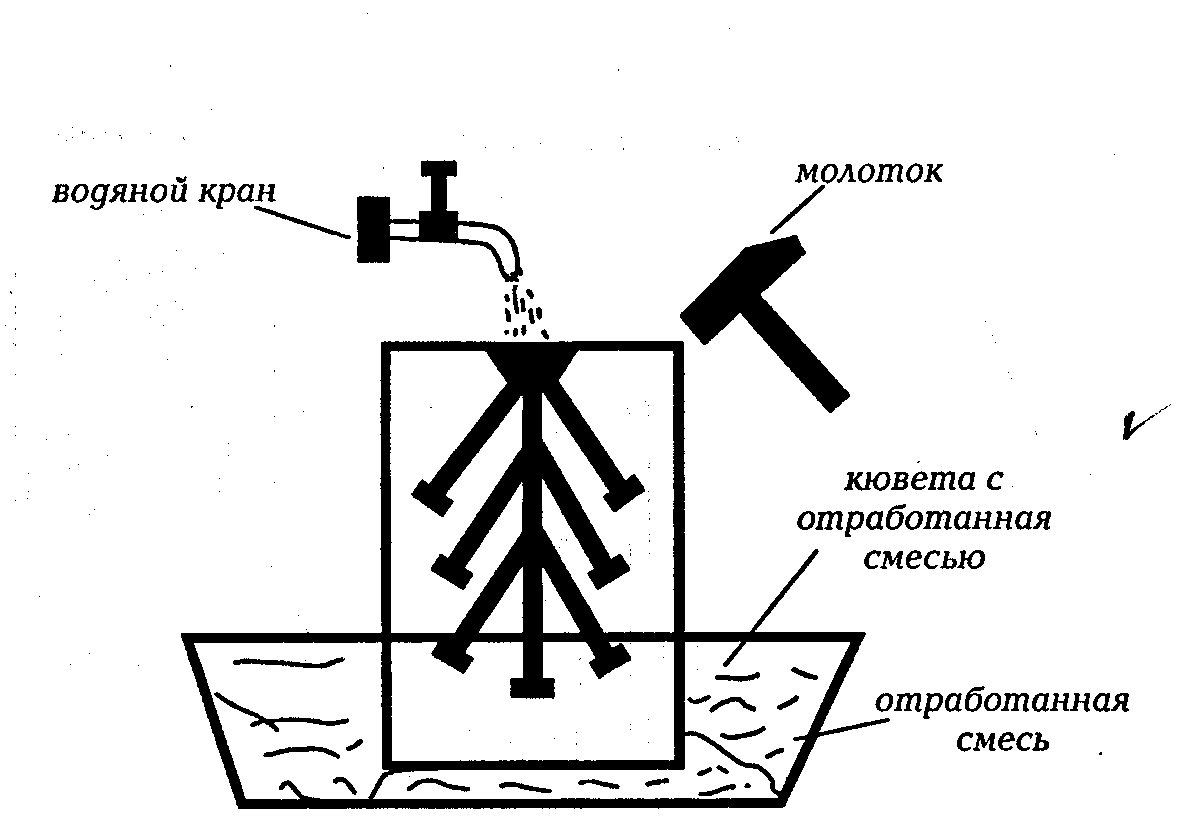
Рис.8.1.1. Схема очистка блока отливок
Сильно приставшую формомассу можно удалять пинцетом или другими приспособлениями.
При литье в оболочковые формы выбивку производят на выбивных решётках. После выбивки на отливках остаются остатки наполнителя и оболочки. При этом оболочка удаляется только с наружных частей отливки, но остается в поднутрениях, полостях, отверстиях.
От предварительно очищенных блоков отливки отделяются ножовками, абразивными кругами и нередко обламыванием.
Очистку отливок производят механическим и химико-термическим способами. К механическим относится очистка металлическими щётками, к химико-термическим - гидроабразивная.
В художественном литье в оболочку очистку отливок со сложным и тонким рисунком проводят химикотермическим способом в водных растворах щелочей. В процессе очистки в щелочном растворе NaOH или, что эффективнее, в КОН (калиевая щелочь) протекают две основные реакции:
2КОН + SiО2 → K2SiО3 + Н2О,
2КОН + СО2 → К2СО3 + Н2О.
Часто в ЛПВМ при литье в оболочку очистку изделий от формомассы проводят в ультразвуковой ванне с частотой колебаний 50—80 Гц. Звуковые волны ускоряют действие раствора на изделие и оказывают встряхивающее и промывающее действия, удаляя при этом остатки формомассы с отливок.
Для очистки и травления изделий можно также использовать концентрированный 70- процентный раствор плавиковой кислоты или раствор трилона Б.
Алюминиевые отливки очищают исключительно механическим способом, так как химико-термический способ выщелачивания приводит к растворению не только керамики, но и материала отливки.
8.2. Удаление литников малых отливок
После предварительной очистки отливки отделяют от стояка с помощью ювелирной пилы или кусачек. В серийном производстве - с помощью электрического станка для резки литников с педальным управлением.
Оставшийся на отливках металл после отрезки литника можно удалить напильником или на полировальной установке сначала наждачным кругом, а затем мягким резиновым кругом.