7.Металургическая и технологическая свариваемость сталей. Влияние состава и теплофизических свойств на свариваемость:
Свариваемость — свойство металлов образовывать сварное соединение при установленной технологии сварки, которое отвечает требованиям конструкции и эксплуатации изделий.
Физическая или металлургическая свариваемость определяется процессами на границе соприкосновения свариваемых деталей. При этом на границе соприкосновения свариваемых деталей должны произойти физико-химические процессы (химическое соединение, рекристаллизация и т. п.), в результате которых и образуется прочное соединение. Протекание физико-химических процессов на границе свариваемых металлов определяется их свойствами.
Материалы одного химического состава (однородные) с одинаковыми свойствами обладают физической свариваемостью.
Сваривание неоднородных материалов может не произойти, если они не обладают физической свариваемостью.
Технологическая свариваемость — возможность получения сварного соединения определенным способом сварки. По технологической свариваемости устанавливаются оптимальные режимы сварки и способы сварки, последовательность выполнения работ для получения требуемого сварного соединения. Основными показателями технологической свариваемости являются стойкость образуемого при сварке шва против горячих трещин и против изменений в металле под действием сварки. На свариваемость стали и сплавов оказывают влияние химические элементы, входящие в их состав, прежде всего углерод и легирующие элементы.
Свариваемость стали определенного
химического состава характеризует
эквивалент углерода, определяемый по
формуле:
![]()
При величине Сэ < 0,25 предварительного нагрева зоны сварки не требуется. Однако после сварки желательна термообработка для снятия внутренних напряжений.
Если Сэ находится в пределах 0,25…0,35 желателен подогрев перед сваркой с обязательной термообработкой после сварки.
При Сэ = 0,35…0,45 необходим подогрев перед сваркой, желателен сопутствующий сварке подогрев и обязательная термообработка после сварки.
В случае если Сэ > 0,45 требуется создание термического цикла сварки, устраняющего образование закалочных структур (предварительный и сопутствующий подогревы, сварка короткими участками, термическая обработка сварного соединения непосредственно после сварки и т. д.).
8.Металлургическая и технологическая разрезаемость металлов, их зависимость от химического состава, разрезаемого металла.
НЕ НАШЕЛ!!!!
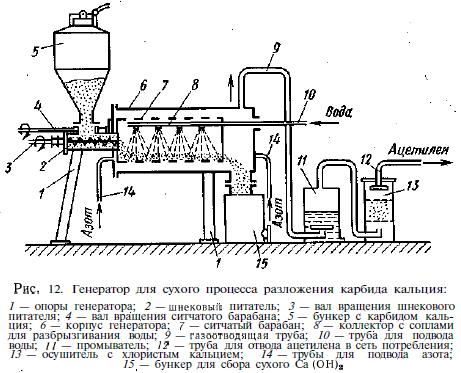
9.Конструкция и принцип действия генератора сухого типа:
В этих генераторах карбид кальция разлагается в строго дозируемом количестве воды, которая в распыленном виде подается через сопла в реакционное пространство. Это количество воды примерно вдвое больше теоретически необходимого для разложения карбида кальция. В процессе разложения карбид кальция интенсивно перемешивается. Для поглощения теплоты реакции избыточная (над реакционной) вода доводится до состояния пара.
В генераторе сухого типа (рис. 12) карбид
кальция из бункера 5 непрерывно подается
шнековым питателем 2 во вращающийся
ситчатый барабан 7, в котором подвергается
разложению водой, подаваемой струями
через сопла коллектора 8. Сухой гидрат
окиси кальция ссыпается в бункер 15.
Получаемый ацетилен проходит промыватель
11 и осушитель 13, а затем по трубе 12
подается в сеть потребления.