

3.5 Обработка деталей резанием
Широкое применение получила технология обработки деталей путём использования высокопроизводительных станков и приспособлений и современных режущих инструментов из новых быстрорежущих сталей, твёрдых сплавов и алмазов.
В общей трудоёмкости изготовления машин обработкой резанием составляет 45÷60 %.
Основные понятия и определения
Виды обработки различаются между собой конструкцией инструмента и характером относительных движений. Форма любой поверхности может быть получена копированием или отгибанием сопряжённой поверхностью. В соответствии с условиями стружкообразования все методы обработки резанием разделяют на четыре группы: точение, строгание, фрезерование и шлифование. Отличительным признаком каждой группы являются вид и направление главного движения или движения резания.
(к) Рис 213 - -кадр 39.
Главное движение определяет скорость резания.
При точении – главное движение(г/д) – вращение детали.
При фрезеровании – (г/д) – вращение инструмента.
При строгании – (г/д) – прямолинейное движение резца или детали.
При шлифовании – (т/д) – вращение шлифовального круга.
На обрабатываемой заготовке различают следующие элементы:
(к) Рис 214 – кадр 40.
1 – обрабатываемая поверхность; 2 – обработанная поверхность; 3 – поверхность резания; 4 – плоскость резания; 5 – основная плоскость.
Элементы режущей части инструмента
Этот вопрос удобнее рассмотреть на примере токарного прямого проходной резца, он состоит из стержня, державки или корпуса и рабочей части(головки).
Рабочая часть имеет переднюю поверхность, на которой сходит стружка, главную заднюю и вспомогательную заднюю поверхности, главное режущее и вспомогательное режущие лезвия. Вершина резца – точка пересечения этих лезвий. Вершина имеет радиус.
Углы заточки режущей части
Главные углы измеряются в главной секущей плоскости, которая перпендикулярна главному режущему лезвию.
(к)Рис 216 – кадр 41.
- Главный передний угол γ – между передней поверхностью резца и плоскостью перпендикулярной к плоскости резания. Назначение – уменьшить усилие деформации срезанием слоя.
- Главный задний угол α – между касательной к главной задней поверхности и плоскости резания. Служит для уменьшения трения.
- Вспомогательный угол α1 – между вспомогательной задней поверхностью и плоскостью.
- Угол заострения – β = 90°- (α + γ) – между передней и задней поверхностью.
- Угол резания δ - 90° - γ.
Вспомогательные углы резца α1 и γ1 измеряются во вспомогательной секущей плоскости.
Главный угол в плане ξ и вспомогательный угол в плане ξ1 находят между главным и вспомогательным режущими лезвиями и направлением подачи. От них зависит чистота поверхности.
ε – угол в плане при вершине;
λ – угол наклона главной режущей кромки; может быть положительным, отрицательным или = 0 – влияет на направление схода стружки.
Изменение условий установки резца приводит к изменению величины углов.
Режимы резания
Главное движение определяет скорость деформирования металла, т.е. скорость резания. Движение подачи обеспечивает непрерывность процесса резания.
При токарной обработке элементы резания будут: ν, S, t.
Скорость
резания(м/мин.):
![]() (28)
(28)
ν = путь перемещения точки лезвия в единицу времени.
Подача S – перемещение резца за 1 оборот, при точение может быть продольная, поперечная и подача под углом.
Глубина резания t – величина срезаемого слоя за 1 проход(мм):
![]() (29)
(29)
Объём металла, срезаемого за 1 минуту(см³/мин):
G = ν · S · t
(к) Рис 217 – кадр 42.
Основное(технологическое) время обработки поверхности:
![]() (30)
(30)
т. к. h/t = i – число проходов. h – припуск на сторону.
Сечение срезаемого слоя определяется толщиной а и шириной в:
![]() (31)
(31)
при этом, если t > S, то а = S · sinφ; b = t / sinφ, а при t < S; a = t; b = S.
При неизменных t и S можно изменять форму поперечного сечения срезаемого слоя за счёт изменения главного угла в плане ξ.
Материалы режущего инструмента
Требования: твёрдость, износоустойчивость, прочность, теплостойкость, вязкость, хорошая обрабатываемость.
Углеродистые инструменты стали сейчас находят ограниченное применение, на смену пришли легированные и быстродействующие инструменты стали и твёрдые сплавы.
Малолегированные инструменты стали 9ХС, ХВГ дали возможность повысить ν в 1,2 ÷ 1,4 раза, их используют для свёрл, плашек, протяжек, метчиков, однако они не позволяют работать с высокими ν и обрабатывать высоколегированные стали.
Быстрорежущие стали имеют значительное содержание вольфрама, ванадия, хрома, молибдена и кобальта; имеют теплостойкость 500 – 600 °С, и это даёт возможность увеличить ν в 3 ÷ 4 раза.
Р18 – вольфрам 17 ÷ 19 %, хром ~ 4%, ванадий до 1,5%. Группа ванадиевых отличается от Р18 тем, что там ванадия до 2,5% и это повышает износостойкость; сюда относятся Р9(вольфрам снижен до 9%), Р9Ф5, Р14Ф4 и другие.
Кобальтовые стали РК-5, РК-10 и др. отличаются высокой теплостойкостью, но дорогие.
Вольфрамовые стали Р6М5, Р9М4 имеют высокую прочность и ударную вязкость, не уступают Р18, хотя содержание вольфрама в них снижено до 6 ÷ 9 %.
Появление металлокерамических твёрдых сплавов произвело революцию, позволило повысить ν в 8 ÷ 10 раз по сравнению с Р18. Эти сплавы получают методом порошковой металлургии путём спекания и прессования порошков карбидов тугоплавких металлов(W, Ti, Ta) с порошком кобальта. Получают пластинку; в ней основа карбиды, а связка кобальта. Пластинки крепят или пайкой, или механически.
Теплостойкость твёрдых сплавов 800 ÷ 900°С, а твёрдость и износостойкость значительно выше, чем у Р18. Прочность не очень высокая. Твёрдые сплавы делят на три группы:
ВК – вольфрамовые однокарбидные(ВК 8, ВК 6, ВК 4);
ТК – вольфрамовые двухкарбидные(Т5К10, Т15К6);
ТТК – титантантал вольфрамовые трёхкарбидные(ТТ7К12, ТТ10К8).
Минералокерамические твёрдые сплавы состоят из зёрен корунда(Al2O3), соединённых минеральной связкой. Теплостойкость 1200°С, но мала прочность.
Абразивные материалы – мелкозернистые вещества высокой твёрдости.
Если микротвёрдость алмаза принять за 100%, то карбид бора – 43%, кремния 30%, электрокорунд 20%, а закалённая сталь 10%. Кислостойкость – 1800 ÷ 2000 °С.
Алмазы используют естественные(А) и искусственные(АС), у которых 95,5% кристаллизованного углерода.
Алмазные круги, порошки, резцы.
Физические основы процесса резания
Процесс резания есть упруго-пластическое деформирование, при этом выделяется тепло, происходит упрочнение, наростообразование и износ инструмента.
Стружка может быть элементная, скалывания, сливная и надлома.
Элементная образуется при обработке твёрдых материалов при низких скоростях(ν).Стружка скалывания внутри шершавая, снаружи гладкая; образуется при обработке пластичного материала со средними скоростями. Сливная в виде ленты при меньшей температуре и высокими скоростями. Стружка надлома состоит из отдельных элементов неопределённой формы. Стружка имеет усадку:
![]() (32)
(32)
где
![]() - длина срезаемого слоя;
- длина срезаемого слоя;
![]() -
длина стружки.
-
длина стружки.
Нарост или фальшивый носик – застойная зона сильно сдеформированная обработкой материала с высокой твёрдостью, он принимает участие в резании.
Допуск при черновой обработке, а при чистовой вредно, ухудшается чистота поверхности.
Смазочно-охлаждающие жидкости уменьшают силы резания, улучшают чистоту поверхности, увеличивает стойкость инструмента. В составе жидкости ~ 1% олеиновой или стеариновой кислоты и их солей. Они делятся на 2 группы. Одна группа водные растворы минеральных электролитов(кальцинированная сода, нитрит натрия и др.); другая – это минеральные, животные и растительные масла, которые применяются для чистовых и отделочных работ.
Износ режущего инструмента наблюдается по задней грани, а при больших ν и по передней, определяется шириной изношенной площадки.
Под стойкостью инструмента понимается суммарное время в минутах работы инструмента от переточки до переточки.
Связь между стойкостью Т и скоростью резания ν выражается формулой:
![]() (33)
(33)
где С – коэффициент зависящий от материала;
т – показатель относительной стойкости(тгр = 0,125)
Вибрации в системе СПИД ухудшают качество, увеличивает износ, они разделяются на вынужденные и автоколебания. Первые от неуравновешенного вращения частей, вторые поддерживаются самим процессом.
Силы резания
Сопротивление материалов резанию преодолевается силой резания. Нужно знать о силах резания для расчёта на прочность деталей станков, инструмента, приспособлений.
В общем случае сила резания представляет собой равнодействующую сил нормального давления и сил трения, однако для решения практических задач, силу резания Р заменяют составляющими Рz, Рy, Рx и называют их: сила резания, радиальная сила, осевая соответственно.
(к) Рис 223 – кадр 43.
Рz – главная составляющая, совпадает с направлением главного движения, стремится отжать резец вниз, по ней рассчитывается эффективная мощность резания(кВт):
![]() (34)
(34)
Зная η станка можно определить мощность электродвигателя привода главного движения:
![]() (35)
(35)
Крутящий момент на обрабатываемой заготовке будет:
![]() (36)
(36)
Его используют при расчете на прочность механизма главного движения.
Радиальная Рy вместе с Рz изгибают заготовку и инструмент, и нагружают механизм поперечной подачи. Механизм продольной подачи(коробка подач и фартук) рассчитываются по формуле:
![]() (37)
(37)
Ср и показатели Хр и Yр – берут в справочниках.
С изменением углов заточки резца α, γ, φ1, φ2 силы резания изменяются в разные стороны, однако при износе особенно возрастают Рy и Рх.
Уточнить всё ли известно о шероховатости поверхности.
Общие сведения о металлорежущих станках
Классификация:
По степени универсальности: универсальные; специализированные и специальные.
По степени точности: нормальной точности и высокоточные.
По массе: нормальные(до 10м), тяжёлые)10-100м) и особо тяжёлые.
По системе ЭНИМС все станки разбиваются на 9 групп и 9 типов и обозначаются тремя или четырьмя цифрами. Первые две обозначают группу и тип, последующие характеризуют один из основных параметров, например: 2150 – вертикальное сверление с максимальным диаметром сверления 50 мм. Буква после первой цифры указывает на модернизацию, например этот станок после модернизации(2А150). Модернизацию базовой модели обозначают буквой в конце шифра. На базе 6Н12 выпускают модернизацию 6Н12К(котировальный).
Специальные обозначения двумя буквами, присвоен каждому станкостроительному заводу; например, МП-30 – специальный вертикальный протяжной станок.
Типы приводов
Приводом называется совокупность механизмов, передающих движение от источника движения к тому или иному органу. В современных источниках используются индивидуальные приводы, в основном преобладают приводы со ступенчатым регулированием числа оборотов, применяется также применяется также и бесступенчатое регулирование, которое может быть механическим, гидравлическим и электрическим.
Светозаров – профильные чашки с роликами.
Гидравлические – цилиндр, поршень, масло.
Электрические – двигатели постоянного тока, реостат, для программного управления – шаговый двигатель.
Кинематические схемы
Звено – деталь, входящая в соприкосновение с другой. Два звена – кинематическая пара. Совокупность кинематических пар называется кинематической цепью, а её схематичное условное изображение кинематической схемой. Условные изображения различных элементов и пар приводится в таблицах.
Передачи в станках
Передачей называется механизм, передающий движение от одного элемента к другому.
В станках применяются передачи: ременная, зубчатая, цепная, червячная, винтовая и реечная.
(к) Рис 229 – кадр 44.
Передаточное отношение для:
-
ременной
передачи :
![]() (38)
(38)
где ε – коэффициент скольжения(0,01 – 0,02).
-
зубчатой:
![]() (39)
(39)
-
цепной:
![]() (40)
(40)
-
червячной:
![]() (41)
(41)
-
реечной:
![]() (42)
(42)
-
винтовой:
![]() (43)
(43)
Основные механизмы
К ним относятся коробки скоростей и подач, первые служат для регулирования числа оборотов шпинделя, вторые подач.
![]() (44)
(44)
Реверсивные механизмы служат для изменения направления вращения или поступательного движения.
(к) Рис231 – кадр 45.
В современных станках для прямолинейного движения используют: колесо-рейка, червяк-рейка, винт-гайка, кулисные, кулачковые и гидравлические устройства.
В 1876 году Гадалиным доказана целесообразность расположения рядов чисел оборотов по геометрической прогрессии.
![]() (45)
(45)
По ГОСТ φ – 1,06; 1,12; 1,26; 1,41; 1,58; 1,78; 2.
Настройка кинематической цепи состоит в подготовке её к выполнению определённых движений.
(к) Рис 234 – кадр 46.
Уравнение кинематического баланса будет:
![]() или
или
![]() ,
,
тогда:
![]() (46)
(46)
Аналогично баланс записывается для второй (резьбонарезной) кинематической цепи:
1
оборот шпинделя:
![]() (47)
(47)
или 1 оборот шпинделя iпост. · iнастр · tх.в. = tр, тогда
![]() (48)
(48)
Обработка на станках токарной группы
Краткие сведения: изобретение механического суппорта Нартов. В 1932 году был освоен ДИП, на смену 1А62 с 1957 года. С конца 1972 – 16К20.
Главное движение – вращение заготовки.
Основные узлы:
(к) Рис 235 – кадр 47.
Станина, передняя и задняя бабки, шпиндель, коробки, фартук, суппорт, рукоятки.
Кинематическая схема:
(к) Рис236 – кадр 48 (разобрать движения).
24 позиции чисел оборотов, 48 продольных и столько же поперечных подач. Основным инструментом являются резцы; различают проходные, подрезные, отрезные, расточные, фасонные, резьбовые.
(к) Рис 239 – кадр 49.
(к) Рис 189 – кадр 50 (геометрия).
Примерно 80 % всех резцов оснащены твёрдым сплавом. Способы установки и закрепления деталей: патрон, планшайба, центра, приспособления, монеты.
К станкам токарной группы относятся: лобовые, карусельные, токарно-револьверные, многорезцовые, также автоматы и полуавтоматы.
Обработка конических отверстий производится:
1) Поворотом верхних салазок суппорта;
2) Смещением корпуса задней бабки(α < 8°);
3) С помощью конусной линейки (α до 12°);
4) Широким фасонным резцом.
(м) Рис 200 – кадр 51.
Краткие сведения о станках с программным управлением.
Фрезерование
Фрезерование – процесс обработки плоскостей, фасонных и винтовых поверхностей многолезвийным инструментом.
Фреза совершает главное движение. Движение подачи совершает стол. Наблюдается сложная траектория относительного движения.
![]() (49)
(49)
где D – диаметр фрезы.
Процесс резания прерывистый.
При фрезеровании различают:
Sz – подача на зуб – перемещение изделия за время поворота фрезы на угол между двумя зубьями;
S0 – подача на оборот, S0 = Sz · z – перемещение за один оборот фрезы;
Smin – минутная подача – перемещение за одну минуту = Sz · z · n;
Ψ – угол контакта.
Фрезерование может быть встречное и попутное.
(к) Рис 257 – кадр52.
Наиболее распространённые типы фрез: цилиндрические, торцовые, дисковые, концевые, угловые, фасонные и др.
(к) Рис 258 – кадр 53.
Геометрия режущей части для прямозубой цилиндрической фрезы:
(к) Рис 259 – кадр 54
для торцовой:
(м) Рис 241 – кадр 55.
Для обеспечения высокой производительности используют одновременное фрезерование нескольких поверхностей, последовательное фрезерование нескольких заготовок, на поворотных приспособлениях и непрерывное фрезерование.
Фрезерные станки разделяют на станки общего назначения и специальные, а первые делятся на горизонтально и вертикально фрезерные.
Горизонтально0фрезерные называются универсальными, если поворачивается стол.
(к) Рис 261 – кадр 56.
Фрезерование криволинейных поверхностей осуществляется фасонными фрезами и по контуру.
Широко используется фрезерование с применением делительных головок, при этом используют универсальные делительные головки, а также оптические.
(м) Рис 248 – кадр 57.
Шлифование
Это отделочный вид работ. Шлифовальные станки составляют 25-30% от общего парка станков. Во многих случаях это единственный способ обработки, например: обработка твёрдых материалов и закалённых сталей.
Можно
получить 1 и 2 класс точности и
![]() чистоты.
чистоты.
Снятие припуска ведут множество резцов – зерен, связанных между собой так, что есть пространство для стружки.
Характерны высокие скорости резания и снимаем малые сечения материала.
Абразивные материалы: электрокорунд(Al2O3) – продукт плавки боксита; карбид кремния(SiC) – зелёный чёрный; карбид бора(В4С); алмаз; эльбор. Номер зернистости обозначает величину зёрен в сотых долях мм., при этом могут быть зёрна, порошки и микропорошки. Связка может быть неорганическая(керамическая) и органическая(бакелитовая).
Твёрдость шлифовального круга есть способность связки удерживать зерно от вырывания: мягкие(М1,М2,М3); среднемягкие(СМ1,СМ2); средние(С1,С2); среднетвёрдые(СТ1,СТ2,СТ3); твёрдые; весьма и чрезвычайно твёрдые(ЧТ1,ЧТ2). Правильно выбранный круг самозатачивается.
По форме: плоские, чашечные, тарельчатые, дисковые, и др.
Э40СМ2К5 – электрокорунд, зернистость 40, твёрдость СМ2, связка керамическая, структура 5.
Чаще используется круглое наружное шлифование в центрах, главное движение – вращение круга, вращение заготовки – круговая подача.
Круглое внутреннее шлифование может быть обычным и планетарным. Плоское шлифование осуществляется периферией круга. Бесцентровое шлифование дать схему.
Алмазное шлифование.
Шлифовальные станки:
(к) Рис 277 – кадр 58.
(к) Рис 278 – кадр 59.
Обработка отверстий
Получение отверстий в сплошном материале осуществляется сверлением, зенкерованием и развёртыванием.
Сверление дает 4-5 класс точности и 3-5 класс чистоты. Для более точных отверстий применяют зенкерование и развёртывание, в частности зенкерование применяют после сверления и получают 3-4 класс точности и 6 класс чистоты, развёртывание для окончательной отделки отверстий и можно получить 1-3 класс точности и 6-9 класс чистоты.
Геометрия режущей части:
(м) Рис 217 – кадр 60.
Вспомогательный угол в плане φ1 создаётся обратной конусностью, рабочая часть зенкеров состоит из режущей и калибрующих; у развёрток 3 части: ржущая, калибрующая, а впереди заборный(направляющий) конус.
Общий вид сверла:
(к) Рис 250 – кадр 61.
Зенкера, развёртки и метчики:
(к) Рис 252 – кадр 62.
Главное движение – вращательное, схема резания см.:
(м) Рис 218 – кадр 63.
Режимы:
 (50)
(50)
где D – диаметр инструмента;
Sz – подача на зуб;
S – подача, перемещением инструмента за 1 оборот.
Сверлильные станки делятся на горизонтального и вертикального сверления, а также одношпиндельные и многошпиндельные. Радиально-сверлильные.
(к) Рис 253 и 254 – кадр 64.
Точность координат отверстий зависит от метода; используются сверление по разметке, совместное сверление, обработка отверстий по кондуктору, с предварительным кернением в штампе.
При комбинированной обработке отверстий используют комбинированный инструмент
(м) Рис 219 – кадр 64 А.
Кроме специальных многошпиндельных сверлильных станков, используют многошпиндельные сверлильные головки.
Все инструменты выполняют по нормальному ряду диаметров.
Кроме разобранных способов обработки отверстий точные размеры можно получить протягиванием и прошиванием, при этом используют многозубый инструмент протяжки и прошивки.
(м) Рис 225 – кадр 65.
Протяжка состоит из направляющих, режущих, калибрующих, задней направляющей и замковых частей.
(м) Рис 228 – кадр 66.
(к) Рис 274 – кадр 66 – А.
Режущая часть состоит из черновой и чистовой, толщина а срезаемого слоя каждым зубом черновой части ~0,2 мм, а чистовой 0,005-0,02 мм.
Сила резания Рz должна быть не более силы, допустимой прочностью протяжки(кг):
![]() (51)
(51)
где Р0 – сила резания, отнесённая к 1мм длины лезвия в кг/мм.;
Σв – длина режущих лезвий.
Р0 зависит от Sz (величина подъёма на зуб) и берётся из таблиц.
![]() (52)
(52)
где К – коэффициент, учитывающий марку материала протяжки;
Сv, т, y – из справочника.
Особо следует отметить обработку отверстий на координатно-расточных станках, которые предназначены для получения точных координат:
(м) Рис 233 – кадр 67.
Возможности расширяются при использовании горизонтально-поворотных столов, универсальных столов, угольников и т.д., а на главном столе чаще обрабатывают крупные детали.
Калибрование, дарнирование.
(м) Рис 236 – кадр 68.
(к) Рис 284 – кадр 68-А.
Резьбонарезание
Сведения о резьбе: виды, геометрия.
(я) Рис 111 – кадр 72.
Нарезание наружных резьб производится резцами, гребёнками, плашками, фрезами, при этом используют токарно-винторезные станки, сверлильные, резьбонарезные.
Нарезание резцами выполняется за несколько проходов, при этом число оборотов шпинделя согласуется с шагом хода винта. Широко используются круглые плашки. Режущие перья имеют заварные конусы с 2-х сторон, перья образуются стружечными окнами.
(м) Рис 252 – кадр 69.
Крупные резьбы фрезеруются дисковыми фрезами в делительной головке при этом ось вращения фрезы поворачивается на угол подьёма винтовой нитки.
Точные резьбы подвергаются шлифованию одно или многопрофильными кругами, причём мелкие резьбы с шагом до 1 мм. шлифуются сразу по целому материалу.
Нарезание внутренней резьбы обычно производят метчиками. Конструкция и геометрия см.:
(м) Рис 256 – кадр 70.
Метчики могут быть машинные, гаечные, ручные.
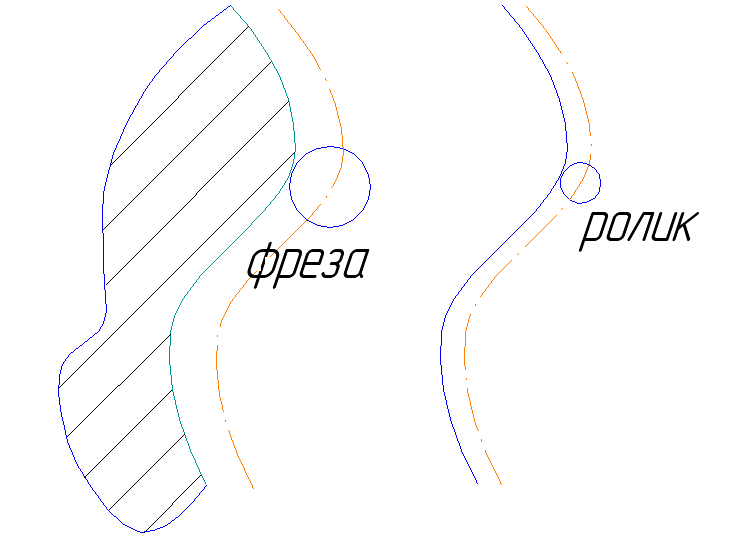
Высокая производительность и прочность резьбы получается при накатывании, при этом используют плоские плашки и накатные ролики.
(м) Рис 259 – кадр 71.
Для расчёта диаметра заготовки существует много формул, в основу которых положено равенство объемов до и после накатывания. Лучше брать из справочника.
Можно накатывать (раскатывать) и внутренние резьбы, но это делается редко.
Краткие сведения о станочных приспособлениях. Рекомендации ЕСТПП в части оснастки и оборудования.