

Запечные теплообменные устройства
Циклонные теплообменники. Запечные теплообменные устройства обычно применяют в печных агрегатах сухого способа производства цемента. Эти устройства разделяют на циклонные и шахтно-циклонные, причем в тех и других могут быть использованы установки для предварительной декарбонизации сырьевой смеси — реакторы-декарбонизаторы, а также конвейерные кальцинаторы. Циклонные теплообменники (см. рис. 1.2 и 1.4) предназначены обеспечить предварительную тепловую обработку сырьевой муки теплотой дымовых газов, образующихся в печи при сжигании топлива. Обычно циклонные теплообменники в зависимости от производительности печного агрегата выполняют одно- или двухветьевыми (две параллельные ветви). Каждая ветвь имеет три или четыре ступени, соединенные между собой газоходами.
Тепловая обработка сырьевой муки в циклонном теплообменнике происходит по следующей схеме. Сырьевая мука, подготовленная в помольном агрегате, подается в газоход (по стрелке А) (рис. 1.24), соединяющий циклон 3 с циклоном 4, и увлекается горячим газовым потоком. Материал при этом нагревается, а газы несколько охлаждаются. Нагретая сырьевая мука в циклоне 4 из пылегазовоздушного потока выделяется и по перепускным течкам ссыпается в газоход, соединяющий циклон 2 с циклоном 3. Далее процесс осаждения сырьевой муки в циклонах и подачи ее в газоходы повторяется. Пройдя все четыре циклона (четыре ступени), сырьевая мука нагревается до 1100 К и поступает в загрузочный узел вращающейся печи.

Горячие дымовые газы, образовавшиеся вследствие сгорания топлива у разгрузочного узла печи (см. рис. 1.4), пройдя всю длину печи со взвешенной в них сырьевой мукой, захваченной при движении, поступают в циклон 1 (см. рис. 1.24), где горячие газы отделяются от муки и просасываются по газоходу в циклон 2. На этом участке газы обогащаются сырьевой мукой, поступающей из циклона 3. Далее процесс отделения газов от муки в циклонах и распыления в газах муки в газоходах повторяется по остальным циклонам (ступеням). По выходе из циклона 4 (четвертой ступени) дымовые газы имеют температуру около 600 К.
Из газоходов четвертой ступени газы по газоходу (см. рис. 1.2) поступают в сырьевую шаровую мельницу 5 или в электрофильтр 19 предварительно пройдя через установку 18 для охлаждения и увлажнения.
Рис. 1.24 Схема циклонного теплообменника
На рис. 1.25 представлена конструктивная схема двухветьевого четырехступенчатого циклонного теплообменника с реактором-декарбонизатором 4. Теплообменники смонтированы на металлических или железобетонных конструкциях («этажерках»). Все циклоны, газоходы и перепускные течки выполнены сварными из листовой стали. Внутренняя облицовка — огнеупорный кирпич, жаропрочный бетон или сочетание кирпича и бетона. Сырьевая мука подается в циклонный теплообменник через патрубок 11.
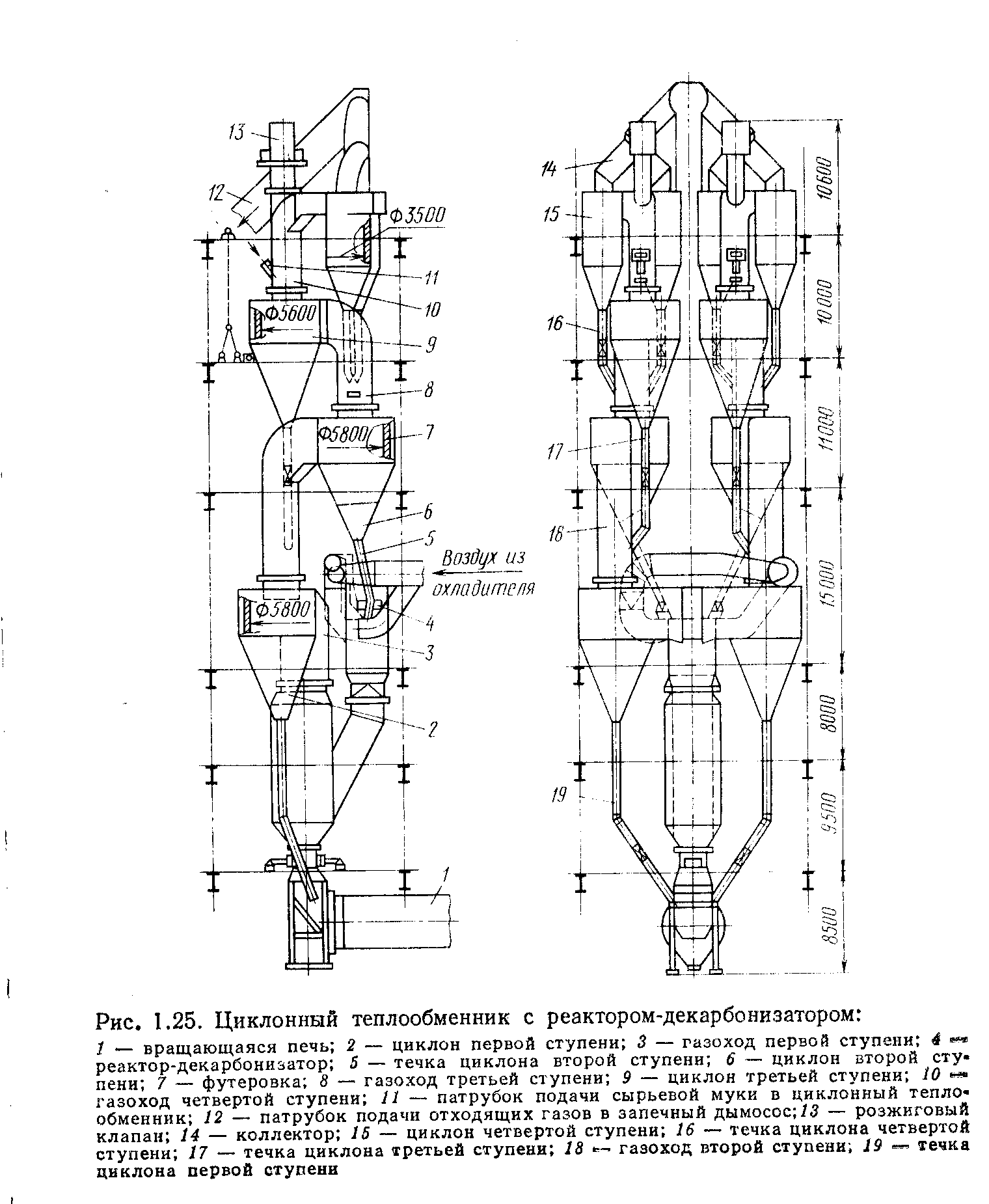
Рис. 1.25. Циклонный теплообменник с реактором-декарбонизатором:
1 — вращающаяся печь; 2 — циклон первой ступени; 3 — газоход первой ступени; 4 - реактор-декарбонизатор; 5 — течка циклона второй ступени; 6 — циклон второй ступени; 7 — футеровка; 8 — газоход третьей ступени; 9 — циклон третьей ступени; 10 - газоход четвертой ступени; 11 — патрубок подачи сырьевой муки в циклонный теплообменник; 12 — патрубок подачи отходящих газов в запечный дымосос; 13 — розжиговый клапан; 14 — коллектор; 15 — циклон четвертой ступени; 16 — течка циклона четвертой ступени; 17 — течка циклона третьей ступени; 18 - газоход второй ступени; 19 — течка циклона первой ступени.
Циклоны, а также газоходы имеют ремонтные люки, люки для очистки стенок от возможных налипаний, а также для установки контрольно-измерительных приборов.
Конусы циклонов и входных частей течек циклонных теплообменников очищают от отложений материала о помощью сжатого воздуха, подаваемого системой коллекторов о соплами к поверхности футеровки.
Шахтно-циклонные
теплообменники.
В шахтно-циклонных теплообменниках
нижние
ступени циклонов заменены
шахтой, что значительно
упрощает строительную
конструкцию. Замена
нижних ступеней циклонов
шахтой снижает аэродинамическое
сопротивление,
что позволяет уменьшить расход
электроэнергии на
просасывание газов через систему,
а также снизить подсосы
наружного воздуха через
различного рода неплотности. В
результате снижается
количество отходящих
газов, уменьшается расход
теплоты на нагрев засосанного
в систему воздуха. При
использовании шахтно-циклонных
теплообменников удельный расход
теплоты на
обжиг клинкера по сравнению
с обычными циклонными
теплообменниками увеличивается
примерно на 5— 8 %, а удельный расход
электроэнергии
на просасывание газов
через систему уменьшается
на 20—25%. В
шахтно-циклонном теплообменнике
ВНИИцеммаша
(рис. 1.26) с самонесущей
к онструкцией
с пережимами
в шахте и двумя
ступенями циклонов
нижний циклон 2
расположен
центрально над шахтой
1,
верхние
циклоны
3
выполняют
роль пылеуловителей.
онструкцией
с пережимами
в шахте и двумя
ступенями циклонов
нижний циклон 2
расположен
центрально над шахтой
1,
верхние
циклоны
3
выполняют
роль пылеуловителей.
Рис. 1.26. Шахтно-циклонный теплообменник ВНИИцеммаш
Шахтно-циклонные теплообменники особенно целесообразно применять Рис. 1.27. Принципиальная схема реактора при использовании сырьевых материалов g повышенным содержанием щелочей и хлоридов, способных намазываться, налипать при высоких температурах в газоходах, течках и циклонах, что приводит к забиванию системы и необходимости ее очистки, связанной с продолжительными остановками и большими трудозатратами.
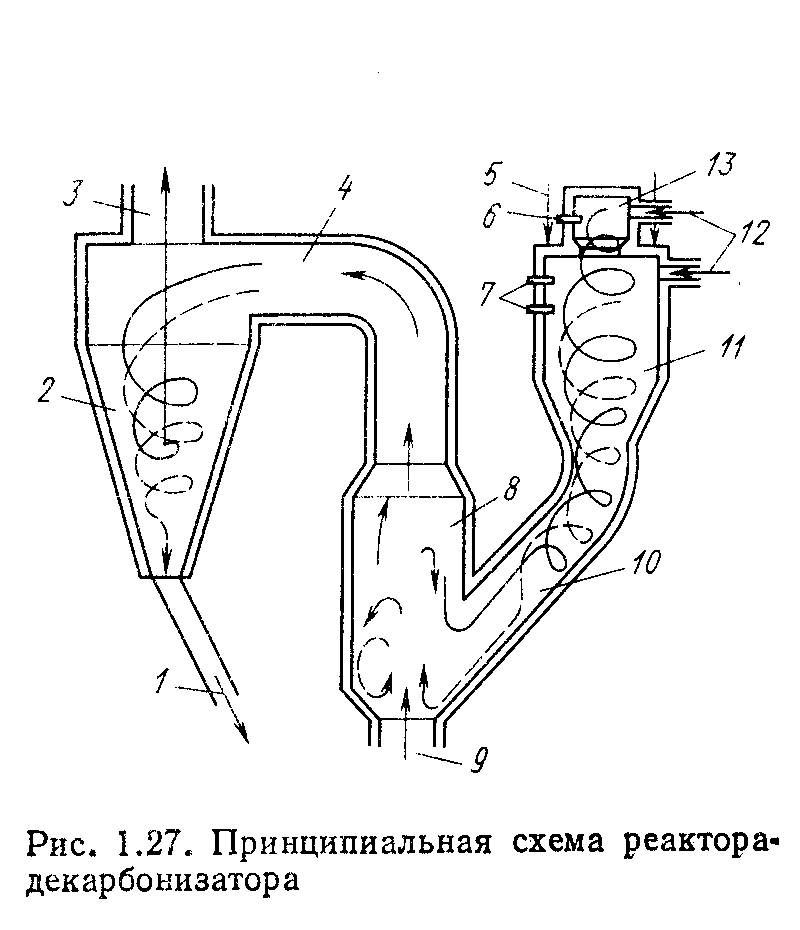
Рис. 1.27. Принципиальная схема реактора-декарбонизатора
Реакторы-декарбонизаторы. Реактор-декарбонизатор является составной частью печного агрегата и предназначен обеспечивать высокую степень декарбонизации сырьевой смеси перед поступлением ее в печь.
Декарбонизация происходит при температурах 1200—1300 К путем интенсивного нагрева сырьевой муки во взвешенном состоянии в вихревой камере 11 (рис. 1.27), куда она, уже предварительно нагретая примерно до 1000 К, поступает по течкам 5 из циклонов второй ступени циклонного теплообменника. В вихревую камеру 11 также подается топливо — мазут или газ через форсунки или горелки 7. По тангенциально расположенным патрубкам 12 подводится нагретый воздух из охладителя клинкера.
Смонтированная на вихревой камере вихревая горелка 13 является запальным устройством. В нее в небольших количествах вводится топливо через вертикально расположенную форсунку или горелку 6, а также нагретый воздух из охладителя клинкера.
Подготовленная горячая пылегазовая смесь температурой 1200—1300 К из вихревой камеры по наклонному газоходу 10 направляется в смесительную камеру 8, где смешивается с горячими газами, выходящими по газоходу 9 из вращающейся печи. Образовавшаяся смесь температурой 1150—1200 К подается по газоходу 4 в циклон 2 первой ступени. В нижней части смесительной камеры 8 имеется приводное пережимное устройство, которое с помощью подвижных шиберов регулирует площадь сечения пережима для обеспечения оптимальных условий работы системы в различных условиях. Сырьевая мука температурой примерно 1100—1130 К, уловленная в циклонах 2 первой ступени, по течкам ссыпается в загрузочную головку и затем по лотку 1 направляется в печь. Очищенные газы выходят через патрубок 3. Реактор-декарбонизатор, как и элементы циклонного теплообменника, внутри облицован жаростойким бетоном, огнеупорным кирпичом или сочетанием этих материалов.
ОХЛАДИТЕЛИ КЛИНКЕРА
Стоимость топлива, затрачиваемого на обжиг, в цементной промышленности составляет примерно 35 % себестоимости 1 т клинкера. Важное значение имеет экономия топлива и в том числе экономия путем максимального использования теплоты выходящего из печи горячего клинкера.
Для охлаждения клинкера и максимального использования его теплоты широкое применение нашли слоевые колосниковые охладители, обладающие высокой производительностью, эффективным теплообменом между охлаждаемым клинкером и охлаждающим воздухом, высоким теплотехническим КПД, что позволяет значительно уменьшить расход теплоты на обжиг и снизить себестоимость продукции.
В охладителе клинкера переталкивающего типа (рис. 1.28) горячий клинкер из вращающейся печи сбрасывается на подвижную колосниковую решетку 4, являющуюся основным рабочим органом охладителя. Под решетку вентиляторами / подводится охлаждающий воздух. Проходя через слой раскаленного клинкера, воздух нагревается и поступает в печь для поддержания горения топлива, а излишки горячего воздуха после очистки в аспирационной установке 3 сбрасываются в атмосферу. Для дробления крупных кусков клинкера в конце решетки установлена молотковая дробилка 2.
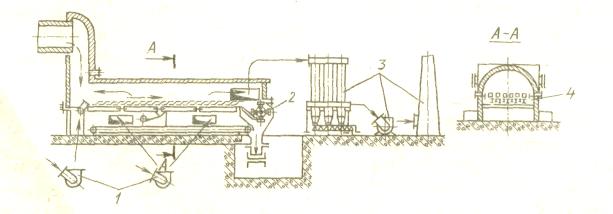
Рис.1.8. Принципиальная схема охладителей клинкера переталкивающего типа
По такой схеме созданы колосниковые охладители всех типов, различия между ними заключаются лишь в способе перемещения охлаждаемого клинкера на колосниковой решетке, чем и предопределяются их различные конструктивные исполнения: переталкивающего типа, инерционные, вращающиеся, о конвейерной решеткой, цепные, гравитационные и др. В цементной промышленности применяют также барабанные и рекуператорные охладители.
Колосниковые охладители «Волга» переталкивающего типа с горизонтальным возвратно-поступательным движением колосников. Колосниковые охладители типа «Волга» аналогичны по принципу действия и различаются лишь конструктивным оформлением отдельных узлов и деталей. Технические характеристики охладителя «Волга» производительностью 25—125 т/ч приведены в табл. 1.7.
Работа охладителя происходит по следующей схеме: обожженный клинкер из вращающейся печи сбрасывается в загрузочную шахту 1 охладителя и затем на колосниковую решетку 5 (рис. 1.29), настил которой состоит из набора чередующихся между собой подвижных и неподвижных колосников из жаропрочной стали 12Х18Н12Т.
К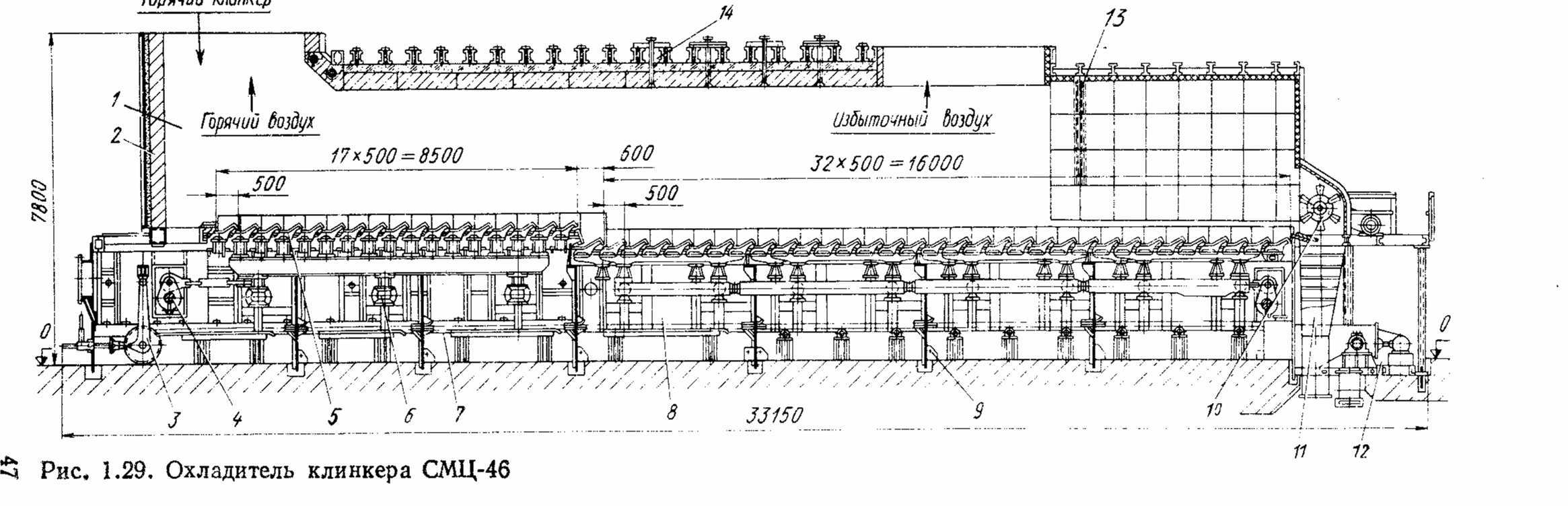 олосники
закреплены на несущей системе подвижных
и неподвижных подколосниковых балок.
Охлаждаемый клинкер в результате
возвратно-цоступательного движения
подвижных колосников.
олосники
закреплены на несущей системе подвижных
и неподвижных подколосниковых балок.
Охлаждаемый клинкер в результате
возвратно-цоступательного движения
подвижных колосников.
Рис. 1.29. Охладитель клинкера СМЦ-46.
1.7 Техническая характеристика охладителей клинкера типа «Волга»
Показатель |
СМЦ-407 |
СМЦ-408.1 |
СМЦ-409.1 |
СМЦ-410.1 |
СМЦ-176 |
СМЦ-83.2 |
СМЦ-46 |
Производительность по клинкеру, т/ч Тем-ра клинкера, К: На входе в охладитель, не более На выходе из охладителя Размеры колосниковой решетки, м: Длина Ширина Площадь решетки, м2 Частота перемещения передвижных колосников, ход/мин Ход подвижных колосников, мм Удельный расход: Охлаждающего воздуха, м3/кг Электроэнергии на охлаждение клинкера, кВт∙ч/т Масса, т |
25
1550
370
12,6 2,52 30
6-12
150
2,5-3,5
8-12 125 |
35
1550
370
16,6 2,52 42
6-12
150
2,5-3,5
8-12 160 |
50
1550
370
16,6 3,36 56
8-16
150
2,5-3,5
8-12 190 |
75
1550
370
16,6 4,2 69,7
8-16
150
2,5-3,5
8-12 245 |
100
1550
370
24,6 5,04 124
10-20
150
2,5-3,5
7-11 370 |
125
1550
370
26,6 5,88 152,8
10-20
150
2,5-3,5
7-11 490 |
125
1550
370
25,10 5,46 137,0
10-20
150
2,5-3,5
7-11 440 |