

1.3 Маршрутна технологія виготовления деталі «Вісь»
При розробці технологічного процесу виготовлення деталей складається маршрутна технологія, тобто схема проходження деталі по цехах і здійснювальні в них операції.
1. Відрізка заготовки від прокату квадратного перетину - заготівельна ділянка;
2. Нагрівання заготовки під ковку - ковальсько-пресовий цех;
3. Отримання поковки - ковальсько-пресовий цех;
4. Термічна обробка (відпал нормалізаційний) - термічна ділянка ковальсько-пресового цеху;
5. Контроль механічних випробувань, мікроструктури, макроструктури - заводська лабораторія;
6. Ультразвуковий контроль (УЗК) на прозвучування - термічна ділянка;
7. Попередня (чорнова) механічна обробка - механічний цех;
8. Остаточна (чистова) механічна обробка - механічний цех;
9. Накатування роликами - механічний цех;
10. Визначення внутрішніх дефектів методом УЗК в подовжньому і радіальному напрямках; визначення поверхневих дефектів методом магніто-порошкового контролю (МПК) - механічний цех;
11. Контроль якості накатування поверхні осі - заводська лабораторія.
1.4 Технологічний процес термічної обробки осі
Технологічний процес термічної обробки осі полягає лише в проведенні однієї операції - нормалізаційному відпалі.
Відпал нормалізаційний (нормалізація) доевтектоїдних сталей полягає в нагріванні до температури, що перевищує точку АС3 на 40-50ºС, в витримці для прогріву садки і завершення фазових перетворень і охолодженні на повітрі. Нормалізація викликає повну фазову перекристалізацію сталі і усуває неоднорідність структури. Прискорене в порівнянні з віпалом охолодження обумовлює дещо більше переохолодження аустеніту. Тому при нормалізації виходить більш тонка будова евтектоіда (тонкий перліт або сорбіт) і більш дрібне евтектоїдне зерно. Таким чином, міцність сталі після нормалізації повинна бути більше, ніж міцність після відпалу.
1.4.1 Вибір температурного режима
Для проведенния нормализаційного відпалу необхідно нагріти заготівку на 30-50ºС вище точки А3.(рис 1.2).
tнаг = А3+40º С = 820+40 = 860ºС
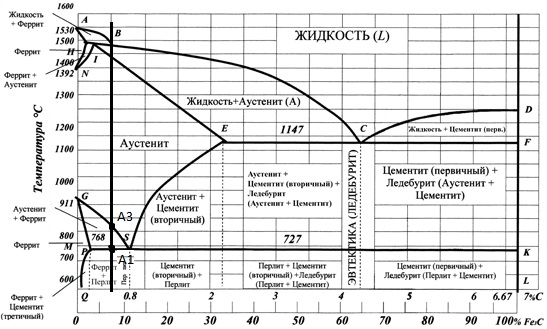
Рис. 1.2 Діаграма стану залізо-вуглець
1.4.2 Визначення часу для нагріву та витримки в процесі термообробтки
Відпал проводимо при температурі 860 ± 10ºС нагрів 3 - 3,5 години в камерній газовій печі з висувним подом, витримка 5 – 6 годин. За цей час проходять всі фазові перетворення і перекристалізація сталі.
τн = 0,1 * 250 * 2 * 2 * 2 = 200 мин.
τв = 1 * 250 = 250 мин.
τобщ = 200 + 250 = 450 мин. = 8 час.
1.4.3 Вибір швидкості охолодження
Сам процес нормалізації має на увазі охолодження деталей на спокійному повітрі, без застосування додаткових охолоджуючих пристроїв і при відсутності протягів. Охолодження проводять до температури навколишнього середовища - 20 ... 30 º С.
Швидкість охолодження Vохл становить 150 -200 º С / ч, рис.1.3.
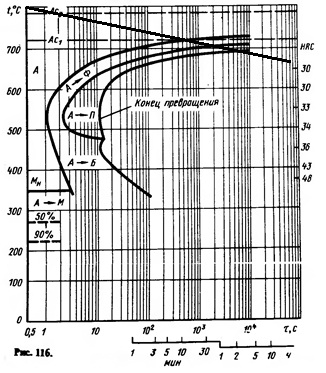
Рис.1.3 Діаграма ізотермічного розпада аустеніта сталі ОС

Рис. 1.4 Режим термічної обробтки осей зі сталі ОС