

4. Расчет усилия штамповки
Расчетная температура для S=12 мм составляет 700°С, при этом
σtB= 110 МПа
Р = n * σ * π * DС * S * ln Dз/DС (4.1)
где Р - усилие штамповки, Н;
n - коэффициент, учитывающий упрочнение металла и силы трения в штампе, n=1,5-2,0;
σtB-придел прочности металла заготовки при расчетной температуре, МПа;
D - диаметр заготовки для днища, мм;
Dcp- средний диаметр готового днища, мм;
S - толщина днища, мм;
Р= 1,8*110*103*3,14*1212*12*ln(1902/1212)=4078759Н=4078,8 кН
Следовательно, для штамповки днищ по заданию необходимо иметь гидравлический пресс мощностью не менее 4078,8 кН.
5. Конструкции и основные детали штампов
ДЛЯ ГОРЯЧЕЙ ВЫТЯЖКИ ДНИЩ
5.1 Расчет основных деталей штампа
5.1.1 Расчет матрицы
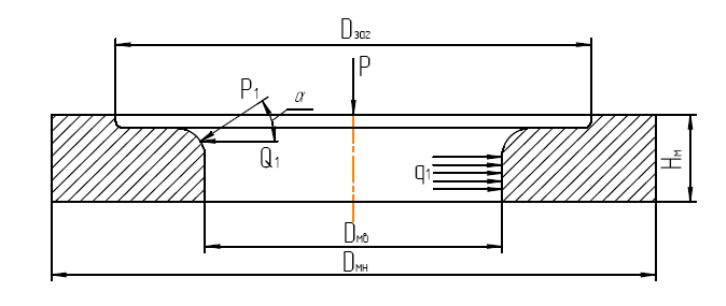
Рисунок 5.1 - Конструкция матрицы для расчета напряжений и размеров
Формула для определения внутреннего диаметра матрицы зависит также от того, какой диаметр днища необходимо получить близким к номинальному - внутренний или наружный. Для сосудов, работающих под давлением, обычно за номинальный размер принимается внутренний диаметр днища. В этом случае сначала определим диаметр пуансона в нижней его части:
Dпн = (Dв – 2h1*tgα)*ky (5.1)
где h1- высота борта днища без припуска;
α- угол наклона конической части пуансона
kу- коэффициент усадки днища, определяемый с помощью графика.
DПH=(1200-2*80*tg2,20)*1,006=1201 мм
Определим диаметр пуансона в верхней части, где заканчивается конусная часть:
Dпв=Dпн+2*tgα*(h1+h2+h3)*ky. (5.2)
где h1- высота припуска на обработку по борту днища;
h3 ,h2 - дополнительная высота конической части пуансона для гарантированного съема днищ с конической части в случае большей вытяжке изделия, чем расчетная, или увеличения диаметра заготовки. Величина h3 для днищ диаметром меньше 2000 мм принимается равной 20 мм.
Dпв=1201+2* tg2,2* (80+20+20)*1,006=1210 мм
Определяем внутренний диаметр матрицы:
Dмв=Dпн+2*tgα*(h1+h2)*ky+2z, (5.3)
Примечание. kу - определяется по графику как номинальная величина усадки.
Z – суммарный односторонний зазор между матрицей и пуансоном, определяемый по формуле:
Z=S*(1+n) (5.4)
DMB=1201+2*tg2,2*(80+20)*1,006+2*14,4=1237,53 мм
Остальные размеры матрицы определяются по таблице 5.1(3, 28)
Таблица 5.1 – Основные размеры матрицы, мм
|
|
|
|
|
|
|||||||||
Dмн |
Нм |
Нц |
Нш |
dц |
h |
a |
b |
c |
l |
|||||
2298 |
250 |
125 |
65 |
75 |
10 |
70 |
3 |
70 |
150 |
|||||
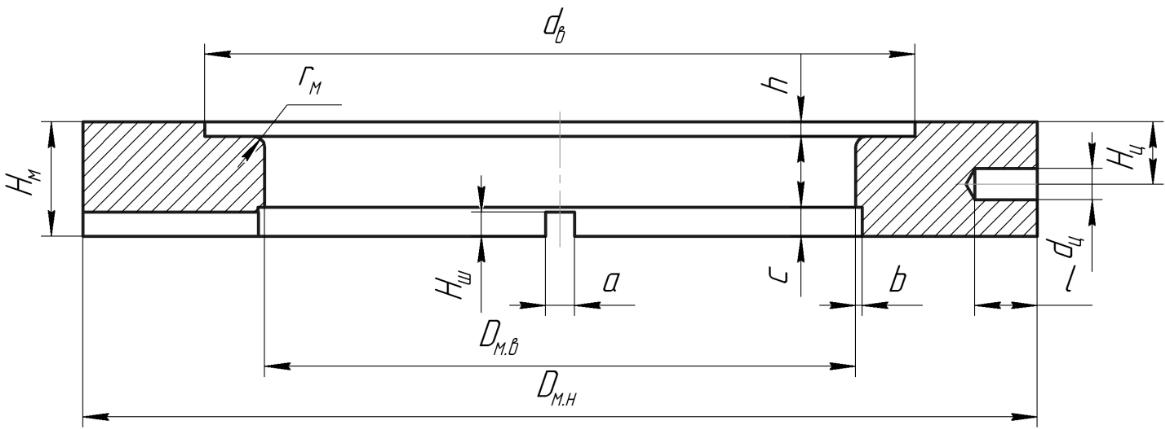
Рисунок 5.2 – Конструкция и основные размеры матрицы
Проверочный расчет проводим по следующей схеме.
1. Принимаем, что максимальные напряжения возникает тогда, когда направление усилия при штамповке составляет с плоскостью матрицы кольца угол 8...12°.Так как кольцо имеет небольшую высоту, то рассматриваем нагрузку на него как равномерно распределенное по контуру распорное усилие (рисунок 5.3).
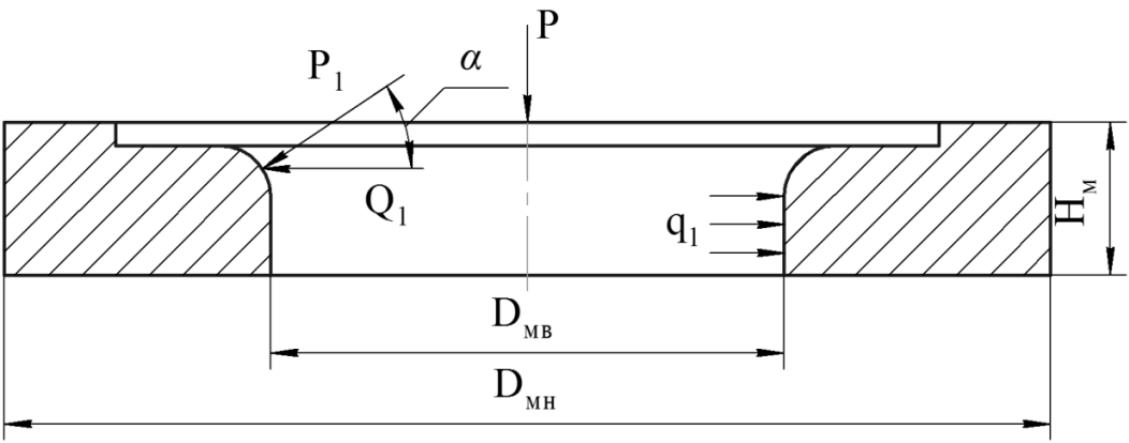
Рисунок 5.3 – Расчетная схема матрицы
2. Определяем величину распорного усилия Q:
Q1=(P*cosα)/2*sinα (5.5)
где Р - усилие штамповки
α =10°
Q1=(4*106 *cos10)/(2*sin10)=10,7*106 Н
3. Удельное давление на единицу площади полукольца:
![]() (5.6)
(5.6)
где Нм=250мм - высота кольца матрицы
q1=10,7*106/(0,5*3,14*1237,53*250)=22 Н/мм2
4. Тангенциальные напряжения на внутренней поверхности:
![]() (5.7)
(5.7)
где k - отношение внутреннего диаметра кольца к наружному:
k=DMB/DMH=1237,53/2298=0,54 (5.8)
σ2B= 22* (1+0,542)/(1-0,542)=42 Н/мм2
Тангенциальные напряжения на наружной поверхности:
σ2H=q1*2*k2/(1-к2) (5.9)
σ2н= 22 *2*0,542 /(1-0,5742)=8,66 Н/мм2