

1 Цель работы
Научить студентов основам самостоятельной работы, при составлении (разработке) управляющих программ для станков с числовым программным управлением (ЧПУ), включая построение эквидистанты и полной траектории движения центра режущего инструмента, с компоновкой кадров управляющей программы (УП) для многоинструментальной токарной обработки различных контуров. Такие задачи возникают в процессе технологической подготовки производства новых изделий машиностроения.
Студенты во время занятий под руководством преподавателя проектируют самостоятельно операционный эскиз, предусматривающий токарную обработку, и выполняют поэтапную разработку УП для токарных станков с ЧПУ.
В процессе выполнения работы студенты используют навыки, полученные при изучении курсов: «Технология машиностроения», «Технология автоматизированного производства» и «Теория резания».
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Управляющая программа (УП) - упорядоченная совокупность команд, последовательное выполнение которых приводит к получению требуемого контура детали на заданных режимах обработки с применением заранее обусловленных средств технологического оснащения, в том числе оборудования, приспособления и режущего инструмента.
Кадр управляющей программы - структурная единица УП, содержащая не менее одной команды. Каждый кадр УП считывается и обрабатывается системой ЧПУ как единое целое.
Система ЧПУ - электронное устройство, посредством которого обеспечивается управление металлорежущим станком или иным оборудованием на основе покадрового считывания и информации УП с технического носителя и преобразовании ее в управляющие импульсы, которые передаются на исполнительные органы оборудования.
Эквидистанта - сплошная линия, равноудалённая от рассматриваемого контура на всём его протяжении. Понятие эквидистанты имеет смысл только в связи с каким-либо контуром. При этом каждый контур имеет эквидистанты, равноудалённые от него в разные стороны (рисунок 1).

Рисунок 1 Расположение эквидистанты относительно контура
В условиях обработки деталей режущим инструментом, эквидистанта представляет собой часть траектории движения центра инструмента и отстоит от обрабатываемого контура на величину радиуса при вершине резца (рисунок 2).
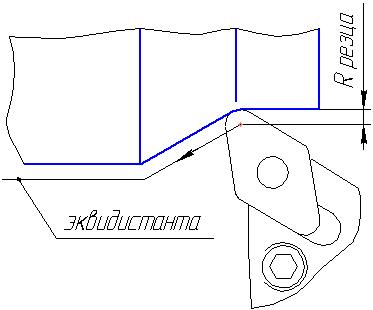
Рисунок 2 Положение эквидистанты при токарной обработке
Полная траектория движения инструмента в процессе обработки в простейшем случае складывается из эквидистанты и траектории подвода и отвода инструмента от обрабатываемого контура детали (рисунок 3).
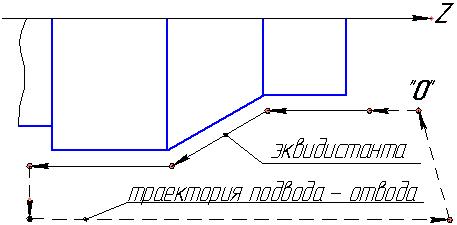
Рисунок 3 Полная траектория движения инструмента
Обязательным требованием к построению траектории движения центра режущего инструмента, является её замкнутость, т.е. совпадение начальной и конечной точек движения инструмента (точка «0» на рисунке 3).
Узловая точка - точка контура детали или его эквидистанты, в которой происходит сопряжение или пересечение отдельных участков. К узловым точкам также принято относить точки траектории движения центра радиуса при вершине резца, в которых происходит смена величины подачи, начало и конец движения инструмента. (На рисунке 4 точки траектории 0, 1- 6, являются узловыми.)
Приращение координат узловых точек - алгебраическая разность значений одноимённых координат двух смежных точек контура или его эквидистанты, рассматриваемых в чётко заданной системе координат, например:
![]() и
и
![]()
где: X и Z – приращение координат узловых точек по осям X и Z, соответственно.
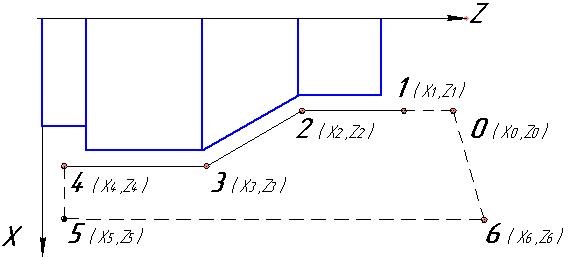
Рисунок 4 Узловые точки траектории движения инструмента
Замкнутость траектории движения центра радиуса при вершине резца, подтверждается выполнением соотношений вида:
![]() и
и
![]()
по всем осям координат, в которых выполняется обработка контура.
Комплекс «Станок-Система ЧПУ» - комплекс, образованный конкретной моделью оборудования и системой ЧПУ.
Каждый комплекс «Станок-Система ЧПУ» характеризуются вполне определённой системой координат, набором команд ЧПУ, способом кодирования команд, структурой кадра УП, ценой импульса и другими конкретными параметрами. Токарный учебный комплекс «Станок-Система ЧПУ» практически ничем не отличаются от реальных комплексов с точки зрения разработки УП. При этом для токарного комплекса определена система координат представленная на рисунке 5.
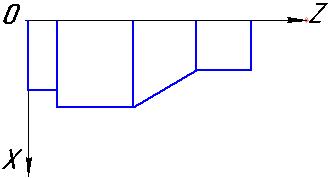
Рисунок 5 Принятые системы координат учебных комплексов
В системе координат рисунок 5 контур детали располагается в плоскости X0Z. Ось Z совпадает с осью шпинделя станка, ось X направлена к оператору.
Наборы команд, способы их кодирования и структура кадров соответствуют системе ISO-7bit и даны в настоящей методике.
Цена импульса - это минимальное линейное или угловое перемещение рабочего органа станка, обусловленное одним управляющим импульсом системы ЧПУ.
Будем считать цену импульса линейного перемещения одинаковой по всем осям координат и равной 0.01 мм. Угловые перемещения в настоящей методике не рассматриваются.