

3. Виды стружек
В зависимости от обрабатываемого материала, условий резания, геометрии режущего инструмента изменяется характер стружки. Стружка при резании может быть (рис.2):
сливная –
сходит в виде ленты, закручивающейся в
спираль. Поверхность ее, обращенная к
резцу, чистая и гладкая. С обратной
стороны она имеет небольшие зазубрины.
Образуется при обработке пластичных
материалов (мягкой стали, латуни, алюминия
и др.) со значительными скоростями
скольжения и небольшими подачами
инструмента с оптимальными передними
углами. Образованию сливной стружки
способствует увеличение переднего угла
![]() ,
уменьшение толщины среза a,
повышение скорости резания, а также
увеличение пластичности обрабатываемого
материала;
,
уменьшение толщины среза a,
повышение скорости резания, а также
увеличение пластичности обрабатываемого
материала;
скалывания – состоит из отдельных связанных между собой элементов. Обращенная к резцу сторона ее гладкая, а противоположная имеет большие зазубрины. Образуется при обработке металлов средней твердости с невысокими скоростями резания и значительными подачами резцов, имеющих небольшие передние углы;
надлома – состоит из отдельных не связанных или слабо связанных между собой элементов стружки. Образуется при обработке хрупких материалов (чугуна, бронзы, некоторых сплавов алюминия). Обработанная поверхность имеет большие неровности.
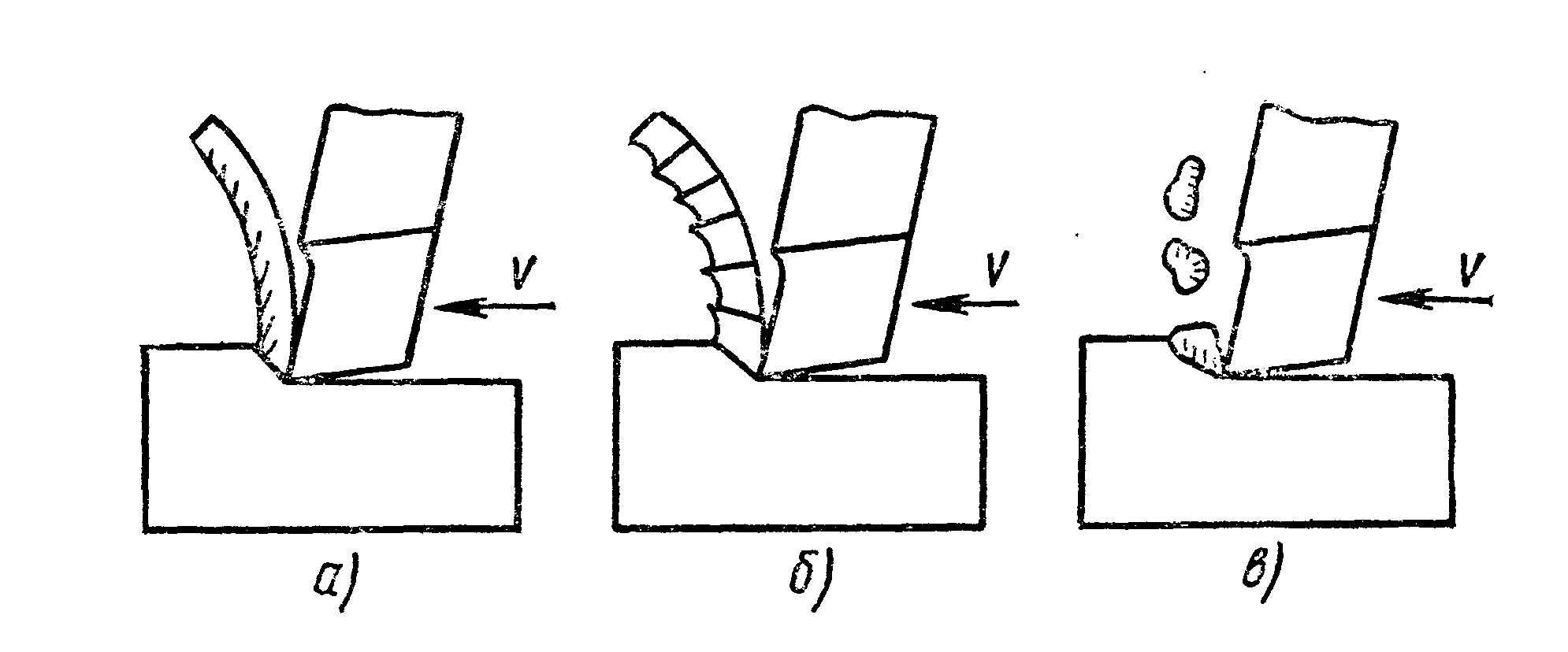
Рис.2. Виды стружек:
a-сливная; б-скалывания; в-надлома
Стружка, образующаяся в процессе резания, подвергается значительной деформации, одним из проявлений которой является ее усадка.
Усадка состоит в том, что длина стружки становится меньше длины обработанной поверхности, а толщина – больше толщины срезанного с заготовки слоя металла. Ширина стружки при этом практически не изменяется. Величина усадки характеризуется коэффициентом усадки:
![]()
где Lo – длина обработанной поверхности; L – длина стружки; ho –толщина срезаемого с заготовки слоя; h – толщина стружки.
Величина усадки
стружки зависит от свойств обрабатываемого
материала, режима резания, геометрических
параметров инструмента и др. Для хрупких
материалов
![]() ,
для пластичных
,
для пластичных
![]() .
Использование СОЖ усадку стружки
меньшает.
.
Использование СОЖ усадку стружки
меньшает.
4. Силы резания
При обработке резанием металл оказывает сопротивление режущему инструменту. Это сопротивление преодолевается силой резания, приложенной к передней поверхности инструмента. Сила резания направлена перпендикулярна передней поверхности резца. Сила резания затрачивается на отрыв элемента стружки от основной массы металла и его деформацию, а также на преодоление трения стружки о переднюю поверхность резца и задней поверхности резца о поверхность резания.
В результате сопротивления металла процессу деформирования возникают реактивные силы, действующие на режущий инструмент (рис.3а).

Рис.3. Схема сил, действующих на резец (а), и разложение силы резания на составляющие (б)
Это силы упругого (Ру1 и Ру2) и пластического (Рп1 и Рп2) деформирования, векторы которых направлены перпендикулярно к передней и главной задней поверхностям инструмента. Наличие нормальных сил обуславливает возникновение сил трения Т1 и Т2, направленных по передней и главной задней поверхностям инструмента. Всю указанную систему сил приводят к равнодействующей силе резания:
![]() .
.
Точка приложения силы R находится на рабочей части главной режущей кромки инструмента. Абсолютная величина, точка приложения и направление в пространстве силы R под влиянием ряда факторов (неоднородность структуры и твердости заготовки, непостоянство срезаемого слоя металла и др.) являются переменными. Поэтому для расчетов используют не равнодействующую силу резания R , а ее составляющие , действующие по трем взаимно перпендикулярным направлениям – Рх, Ру, Рz. Для токарной обработки
ось Х – линия центров станка; ось У – горизонтальная линия, перпендикулярная линии центров станка; ось Z – линия, перпендикулярная плоскости ХОУ (рис.3б).
Сила РZ –вертикальная составляющая силы резания или просто сила резания. Действует в плоскости резания в направлении главного движения. По силе Рz определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба заготовки в плоскости ХОZ, изгибающий момент, действующий на стержень резца, а также ведут динамический расчет механизмов коробки скоростей станка.
Сила РУ –радиальная составляющая силы резания. Действует перпендикулярно оси обрабатываемой заготовки в плоскости ХОУ. По силе Ру определяют величину упругого отжатия резца от заготовки, ведут расчет технологической системы на жесткость. Сила Ру стремится оттолкнуть резец от заготовки и деформировать ее. Учитывается при расчете прочности станины и суппорта, способствует появлению вибраций.
Сила РХ – осевая составляющая силы резания. Действует вдоль оси заготовки параллельно направлению продольной подачи. По силе Рz рассчитывают механизм подачи станка, а также изгибающий момент, действующий на стержень резца.
Равнодействующая силы резания (Н) определяется как диагональ параллепипеда, построенного на составляющих сил:
![]()
Каждая из составляющих силы резания определяется по эмпирическим формулам вида:
![]() ,
Н
,
Н
где
![]() –
коэффициент, учитывающий физико-механические
свойства материала обрабатываемой
заготовки;
–
коэффициент, учитывающий физико-механические
свойства материала обрабатываемой
заготовки;
![]() –
коэффициент,
учитывающий факторы, не вошедшие в
формулу (величины углов резца, материал
резца и др.)
–
коэффициент,
учитывающий факторы, не вошедшие в
формулу (величины углов резца, материал
резца и др.)
![]() – глубина резания,
мм;
– глубина резания,
мм;
S – подача, мм/об;
V – скорость резания, м/мин;
![]() -
показатели степеней.
-
показатели степеней.
Величины коэффициентов и показателей степеней выбираются из справочников для конкретных условий обработки. Аналогичные формулы существуют и для определения сил Ру и Рz.
Между указанными силами имеется примерно следующее соотношение:
![]()
Крутящий момент на шпинделе станка:
![]() ,
н·м
,
н·м
где Dзаг –диаметр заготовки, мм
Эффективной мощностью Nе называют мощность, расходуемую на процесс деформирования и срезания с заготовки слоя металла. При точении цилиндрической поверхности на токарно-винторезном станке эффективная мощность
![]() ,
кВт
,
кВт
где n –частота вращения заготовки, об/мин.
Величина мощности
от силы
![]() составляет 1-2% от всей мощности. Поэтому
ею пренебрегают и мощность Nе
определяют
по формуле:
составляет 1-2% от всей мощности. Поэтому
ею пренебрегают и мощность Nе
определяют
по формуле:
![]() ,кВт
,кВт
Мощность, расходуемая электродвигателем
![]() ,
,
где
![]() -
к.п.д. станка, равный 0,7 – 0,8.
-
к.п.д. станка, равный 0,7 – 0,8.