

60.Схема расчёта сварочного трансформатора.
1)выбор расчётной напряжения U1T(напряжения подводимого к первичной обмотке трансформатора)
2)I2длит кон= I2Н√ПВ%/100. Округ-ся до вел-ны 110, 125,140,160,180,220,200,280.
После этого определяется новая величина I2’ном=I2’длит ном√100/ПВ
3)Выбор и составление схемы первичной обмотки
4)Опр-е U20к;W1к-кол-во витков на всех ступенях регулир-я: U2max=U20*(1.2…1.3)
U201=U20max/Kp; W1H=U1T/U20H; W1=U1T/U201. И пересчитывают U20H
5)Определение сечения первичной обмотки трансформатора: F1k= I1длит н./j2;
I1длн=I1Н√ПВ%/100; I1ком=k*I2H/Kтр ном. k-коэф-т учит-й влияние х/х.1.03…1.07
при W2=1,Kтр=W1; I1длн.к=I1дл.н.(W1H/W1k)^2. Определение сечения первичной обмотки трансформатора на всех ступенях регулирования
6)Определение сечения вторичного витка: F2=I2’дл ном./j2
7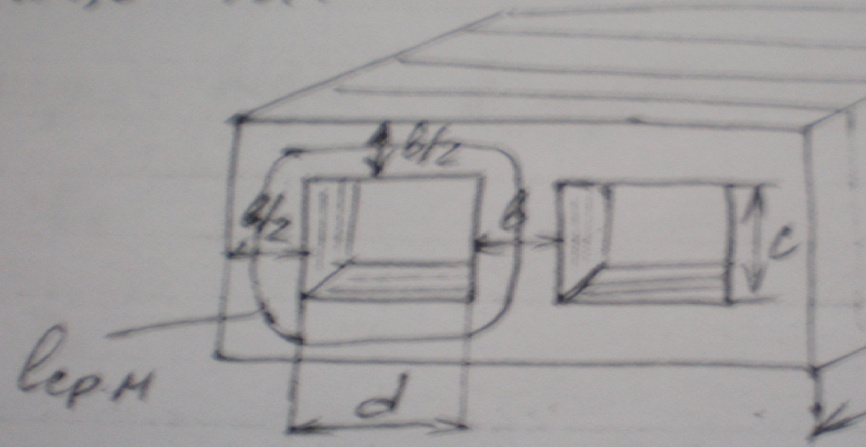 )Расчёт
магнитопровода тр-ра:Fc=U1T/4.44
f
W1H*Bh;
Bh-доп.
Магн. индукция =1.3…1.8 Тл
)Расчёт
магнитопровода тр-ра:Fc=U1T/4.44
f
W1H*Bh;
Bh-доп.
Магн. индукция =1.3…1.8 Тл
h
Fc фак=Fc/Kc; Kc=0.94; Fo=c*d=(∑F1*n+F2)/Kз.о
Kз.о-коэф. Заполнения окна=0.25….0.65
h/b=1…3; c/d=1…1.25
8)Проверочный расчёт трансформатора
Заключается в определении тока холостого хода когда разомкнута вторая ступень: Io=√Ioa^2+Iop^2;
Ioa=Ko*Po/U1T; Ko-коэф добавочных потерь=1.2
Po-потери холостого хода.
Po=po*Gж. po-удельные потери в стале=5Вт/ кг
Io=(H*lср.м+HG*n*δ*10^-5)/Кт*W1H*√2
H-напряжённость магнитного поля
lср.м- средняя длина магнитной силовой линии=2с+2d+πb/2
HG=Bн/µo µo-магнитная проницаемость
HG-напряжённость магнитного поля в стыке
n-число зазоров в стыке
δ- величина зазора между листами δ=0,005 см
Кг-коэффициент учитывающий уменьшение тока холостого хода из-за высших гармоник
Кг=1./1.9-0.8BH=1.06….2.17
Определяется io=Io/ I2gлн *100%≤[io]
[io]=50% при I2gлн<2500A; [io]=32% I2gлн до 5000A; [io]=20% I2gлн>5000A.
Если io>[io], то сечение стержня Fc пересчитывают заново с уменьшением величины BH
9)Определение КПД трансформатора
η=1-(P+Pм)/(I2H*U20H*cosφ +Po+Pм)
Po-активные потери стали; Pм- потери в меди. Pм=Pм1+Рм2
Pм1 и Рм2-потери меди в первичной и вторичной обмотках
Рм1=I1H^2*R1
Pм2=I2H^2R2
R1= активное первой обмотки
R1=ρт*l/F1
R2-вторичного контура
Ρт=ρo(1+αt)
62. Назначение и структура аппаратуры управления общим циклом контактной сварки
Основной задачей АУ является воспроизведение в реальном времени операций сварочного типа
Аппаратура для включения и регулирования сварочной операции
В контактных машинах сварочной ток включается контактором находящимся со стороны первичной обмотки трансф-ра
В зависимости от назначения машины и требуемого качества выделяют следующие контакторы:
1)педальные(ручные)
2)Электромагнитные контакторы
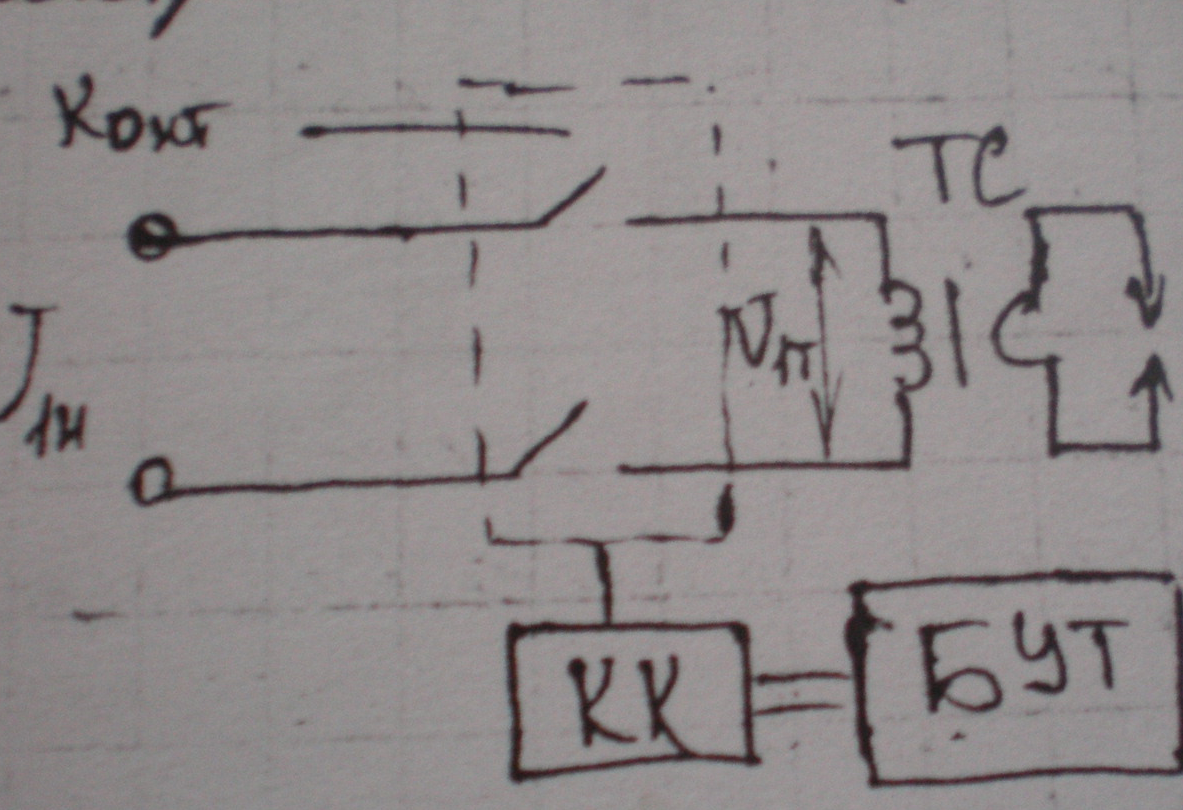
Бут-блок управления током,КК-катушка контактора
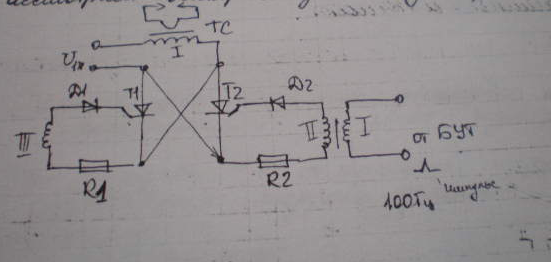
3)Тиристорные
 Рассмотрим
электрическую схему тиристорных
контакторов
Рассмотрим
электрическую схему тиристорных
контакторов
65. Требование к средствам механизации и автоматизации
Уровень автоматизации и механизации определяется системой организации производства.
К средствам механизации и автоматизации предъявляют следующие требования
1)Токоведущие элементы контактных машин должны быть изолированы от элементов приспособления; 2)Детали приспособлений вводимые в контур контактной машины должны быть изготовлены из немагнитных материалов (ал-е сплавы, немагнитные стали); 3)Узлы свариваемые на точечных и шовных машинах необходимо демпфировать поэтому применяются плавающие опоры; 4)Конструкция приспособлений должна обеспечивать свободный доступ элктродов до сварки
К сварочным приспособлениям относят: шаблоны, кондукторы,сборочные стенды.