

13. Доменная печь, ее устройство и работа.
 Доменная
печьявляется шахтной печью, которую
выкладывают в стальном корпусе шамотным
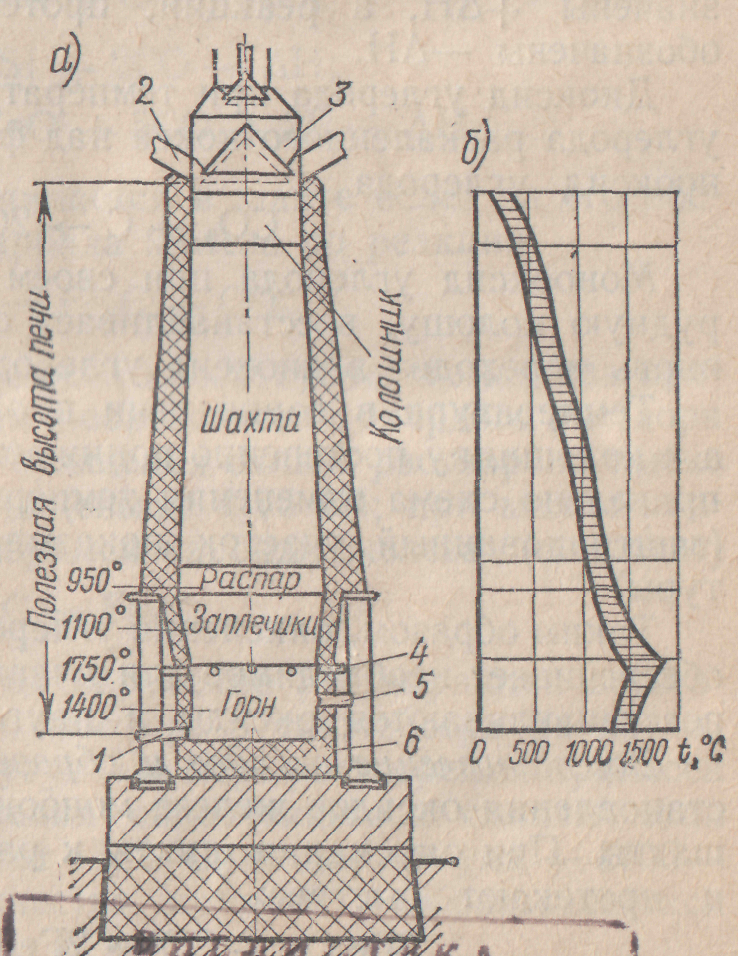
кирпичом. У доменной печи выделяют (рис.
7, а) колошник, шахту, распар, заплечики
и горн. Черезколошниковый затвор в
доменную печь загружают шихту.Шахта
имеет форму усеченного конуса,
расширяющегося книзу, что способствует
свободному опусканию шихты по мере
плавления. На уровнераспара изаплечиковобразуется губчатое
железо, которое затем науглероживается,
плавится и стекает в горн. Заплечики от
распара суживаются к горну, поэтому
твердая шихта удерживается в распаре
и шахте.
Доменная
печьявляется шахтной печью, которую
выкладывают в стальном корпусе шамотным
кирпичом. У доменной печи выделяют (рис.
7, а) колошник, шахту, распар, заплечики
и горн. Черезколошниковый затвор в
доменную печь загружают шихту.Шахта
имеет форму усеченного конуса,
расширяющегося книзу, что способствует
свободному опусканию шихты по мере
плавления. На уровнераспара изаплечиковобразуется губчатое
железо, которое затем науглероживается,
плавится и стекает в горн. Заплечики от
распара суживаются к горну, поэтому
твердая шихта удерживается в распаре
и шахте.
В горне на лещади6 накапливается жидкий чугун. Его плотность 6,9 г/см3, а плотность шлака около 2,5 г/см3, поэтому над чугуном находится слой шлака. Накопившийся шлак периодически выпускают черезлетку5,Рис. 7
а чугун - через летку1. Окислительное дутье для горения топлива подается через фурмы4 под давлением до 500 кПа; оно предварительно нагревается в регенеративных печах - воздухонагревателях. Эти же фурмы используют для подачи в печь природного газа и других топливных добавок (мазута, пылевидного топлива). На колошнике находитсязасыпной аппарат3 игазоотвод 2 для доменного (колошникового) газа. Главной характеристикой печи является ее полезный объем - внутренний объем, исчисленный по полезной высоте печи.
Доменный процесс.В печи непрерывно движутся: сверху вниз - поток шихты, снизу вверх - поток газов, образующихся при горении топлива и реакциях с составляющими шихты. Сущность доменной плавки состоит в восстановлении железа из оксидов в руде, науглероживании железа и ошлаковании пустой породы и золы топлива.
Восстановление оксидов и образование чугуна начинается с восстановления оксидов железа монооксидом углерода в средней части шахты. При опускании шихты к распару эти реакции развиваются и протекают быстрее:
3Fе2О3+ СО = 2Fе3О4+ СО2+dН;
Fе3О4+ СО = ЗFеО + СО2-dН;
FеО + СО =Fе + СO2+dН.
Науглероживание железа начинается в шахте вслед за его восстановлением с образованием карбида железа по реакции:
3Fе + 2СО =Fе3С + СО2.
14. Получение стали в кислородных конвертерах.
В производстве стали широко используют кислородно-конвертерные процессы. Стационарный конвертер (рис. 8) имеет два бандажа 4, каждый из которых опирается на два ролика 1. Горловина конвертера имеет симметричную форму. Внутри стального кожуха конвертеры выкладываются смолодоломитовым кирпичом. Летка 3 предназначена для слива готовой стали.
Вместимость кислородных конвертеров
от 50 до 400 т. Сущность кислородно-конвертерного
процесса заключается в том, что
загруженную в конвертер шихту продувают
сверху струей кислорода под давлением
до 1,5 МПа. Большое давление кислорода
обеспечивает хорошее перемешивание
металла. В начале продувки окисляются
кремний, марганец и другие элементы,
которые переходят в шлак. После первого
периода продувки к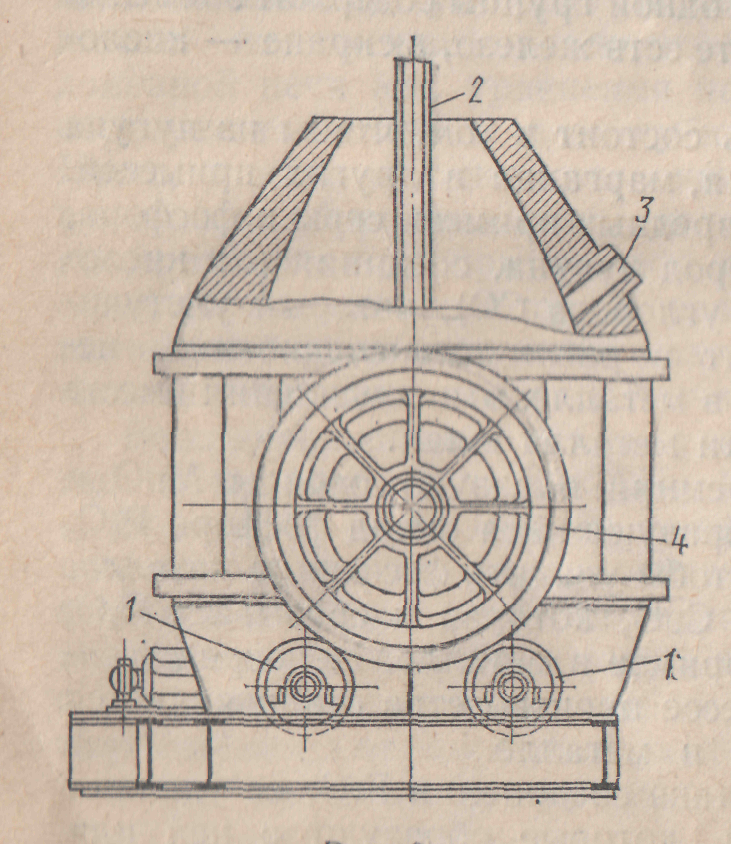 ислородом
(длится 16 мин), фурму поднимают,
наклоняют конвертер, сливают шлак и
берут пробу металла. В конвертер
добавляют известь, ставят его вновь в
вертикальное положение, вводят
фурму и начинают второй период продувы
кислородом. Во второй период продувки
продолжаются реакции окисления
примесей, выгорает углерод, идут
реакции шлакообразования и другие
физико-химические процессы. В конце
второго периода продувки в конвертер
вводят часть раскислителей. После
удаленияРис. 8
ислородом
(длится 16 мин), фурму поднимают,
наклоняют конвертер, сливают шлак и
берут пробу металла. В конвертер
добавляют известь, ставят его вновь в
вертикальное положение, вводят
фурму и начинают второй период продувы
кислородом. Во второй период продувки
продолжаются реакции окисления
примесей, выгорает углерод, идут
реакции шлакообразования и другие
физико-химические процессы. В конце
второго периода продувки в конвертер
вводят часть раскислителей. После
удаленияРис. 8
фурмы конвертер наклоняют, берут контрольную пробу стали и выпускают сталь в разливочный ковш, где завершается процесс ее раскисления ферромарганцем, ферросилицием или комплексными раскислителями.
Общая продолжительность составляет 40...60 мин, а продолжительность продувки кислородом — 18...30 мин. Преимущества: хорошее качество, высокая производительность и меньшая себестоимость. Недостаток: большой угар металла (6...9%).