

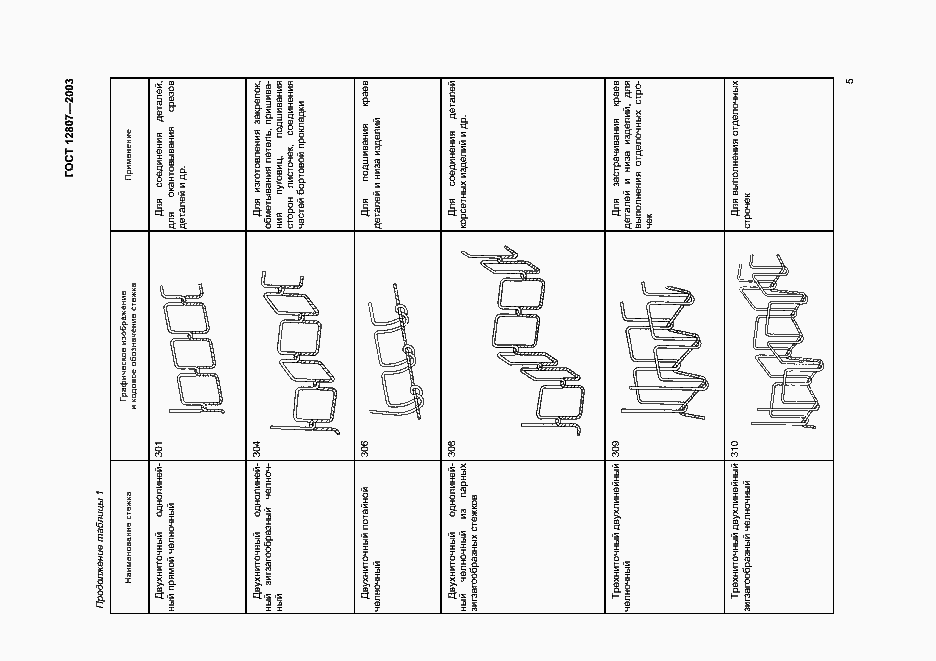
4.5 Выбор методов технологической обработки и оборудования
Выбор методов технологической обработки и применяемого оборудования осуществляется на основании стандартов, технических условий, опыта передовых швейных предприятий и на основании данных полученных на этапе изготовления образцов моделей. Во внимание принималось состояние имеющегося швейного оборудования и оборудования вложно-тепловой обработки пошивочного цеха. В совокупности всех показателей была составлена характеристика использованных машинных строчек и швов при изготовлении изделий коллекции и режимы влажно-тепловой обработки деталей и узлов изделий.
Основной задачей выбора методов обработки изделия, является обеспечение высокого качества обработки основных узлов и деталей одежды при максимальной экономичности и максимальной степени использования оборудования, что и является показателем эффективности технологических процессов.
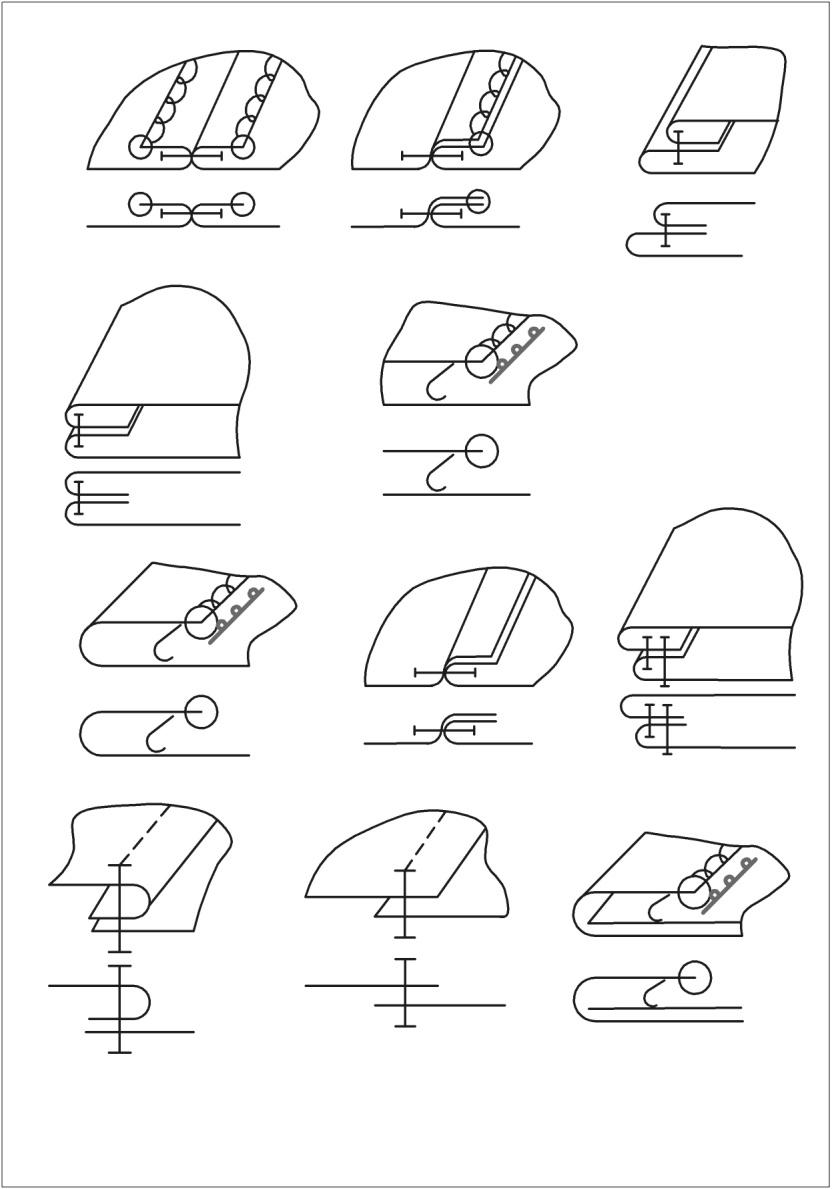
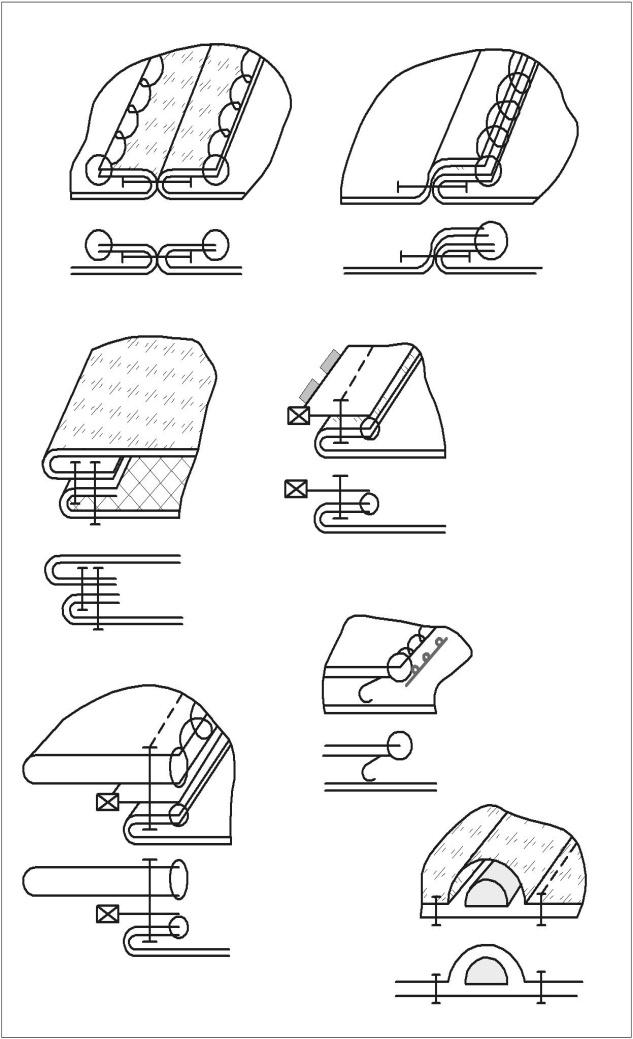
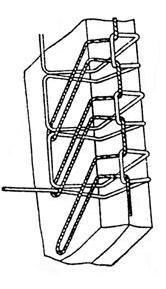
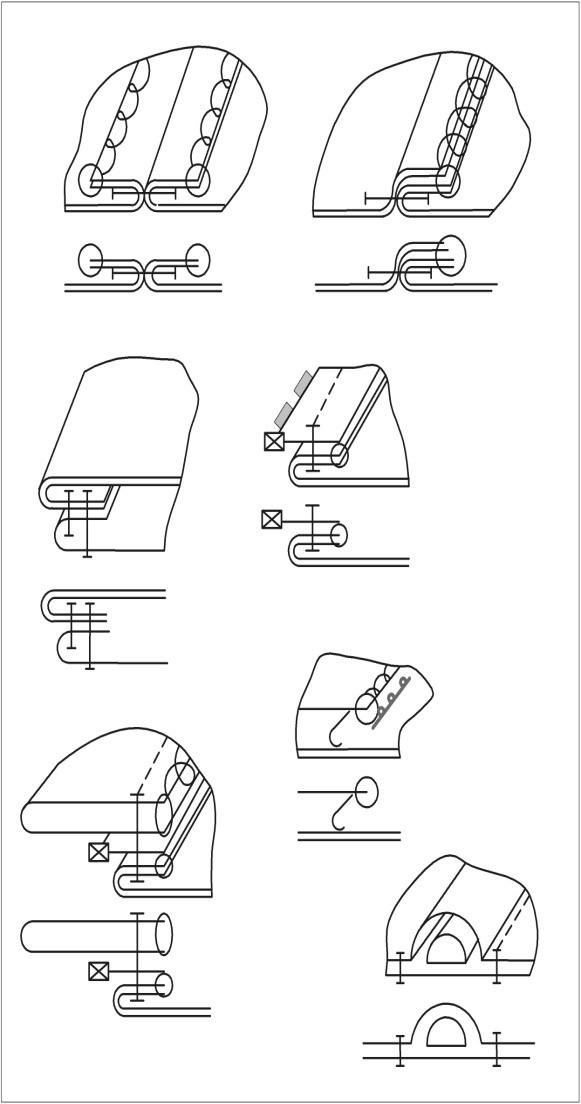
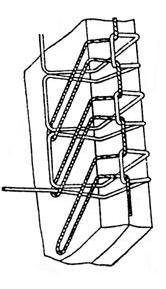
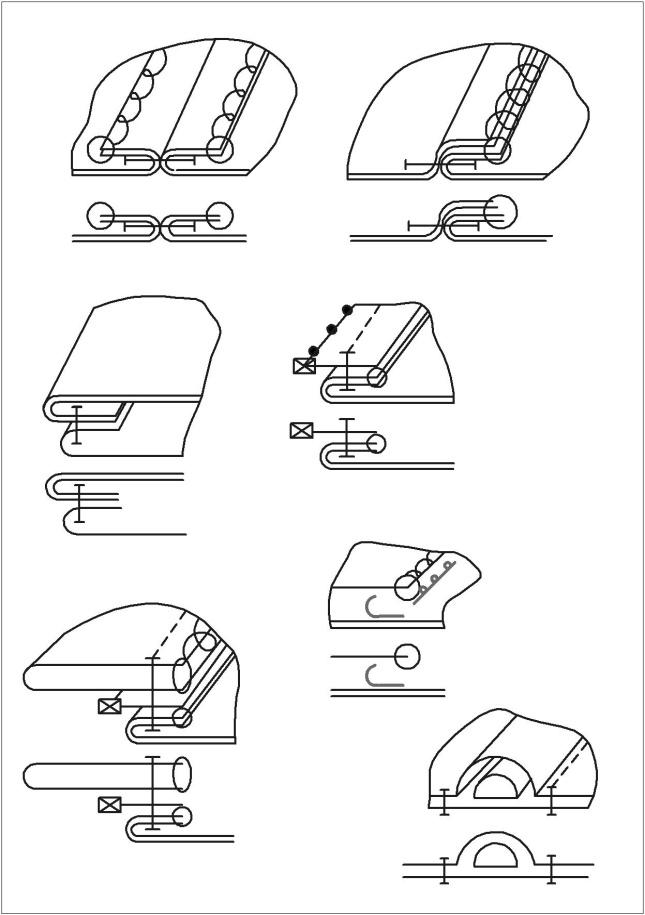
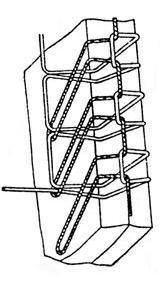
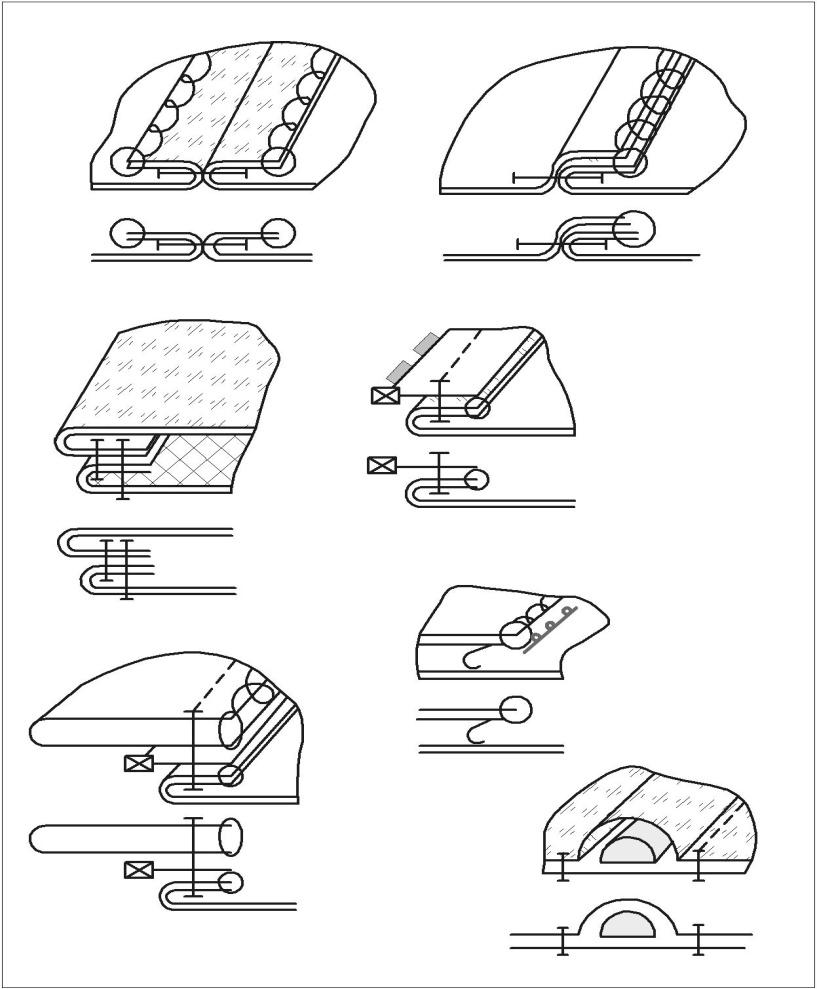
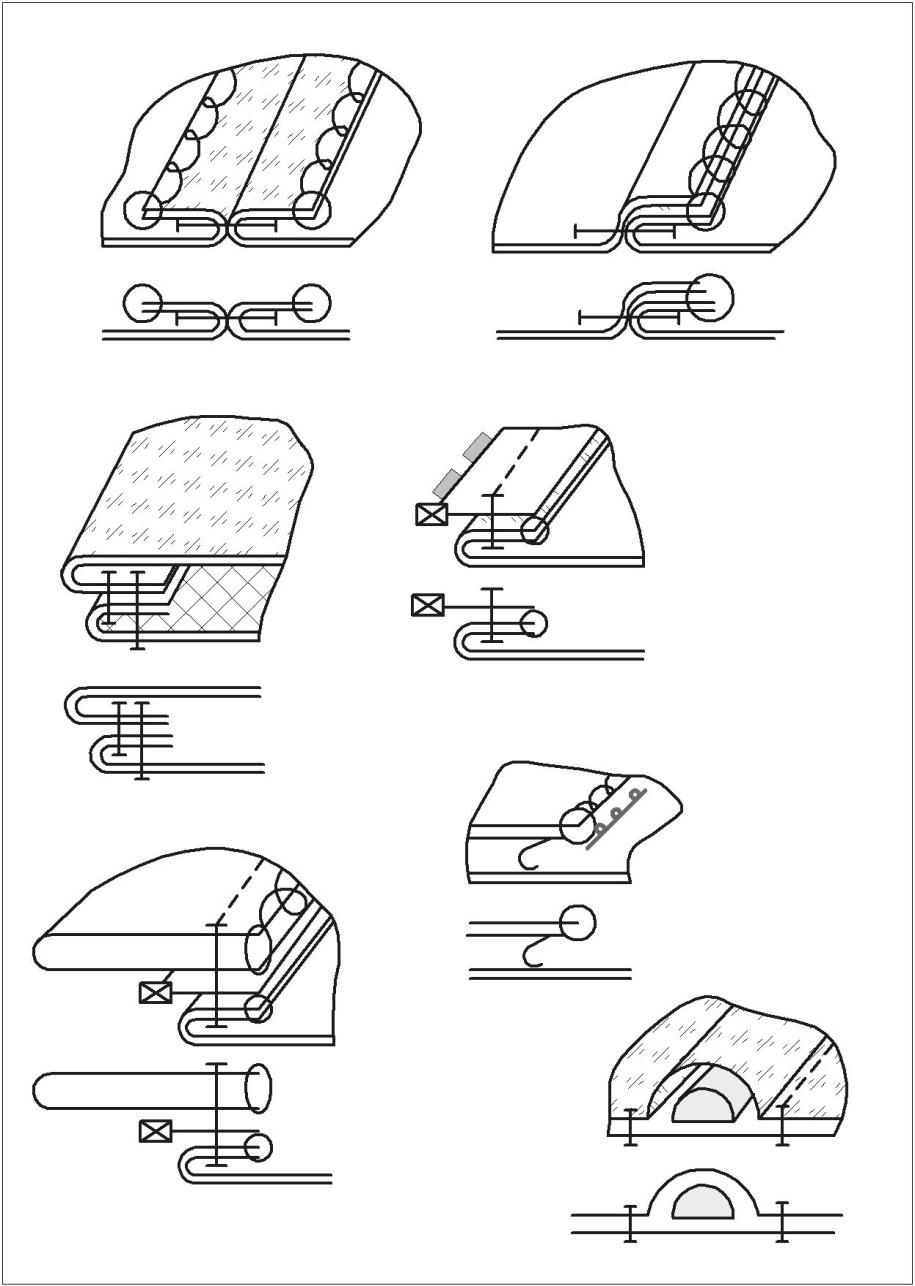
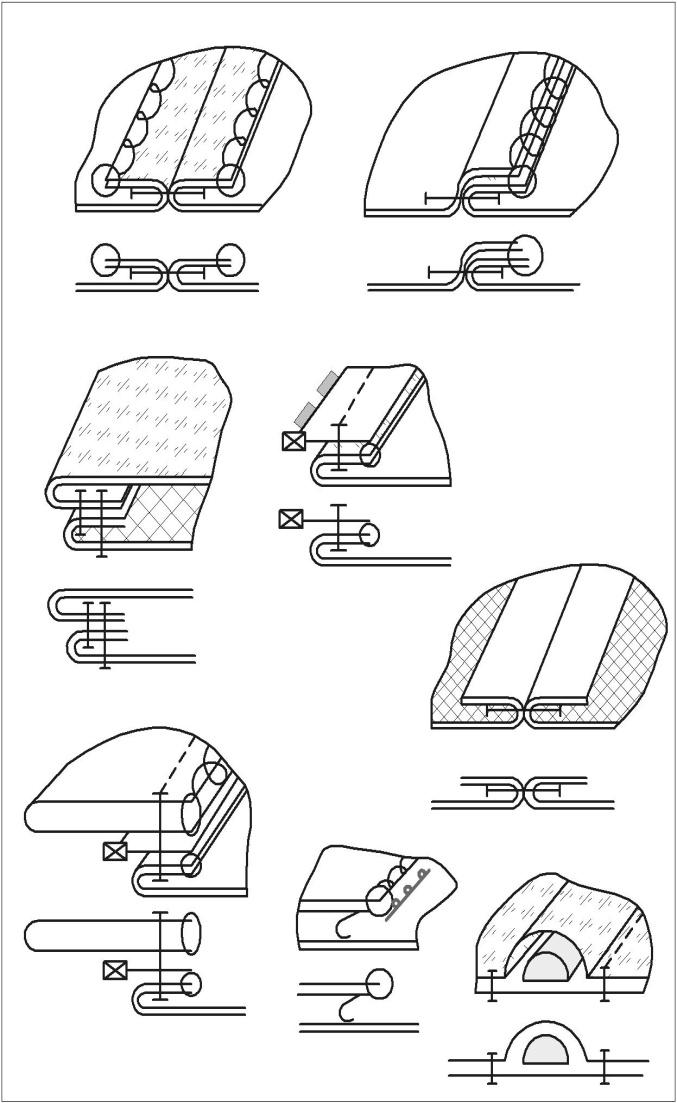
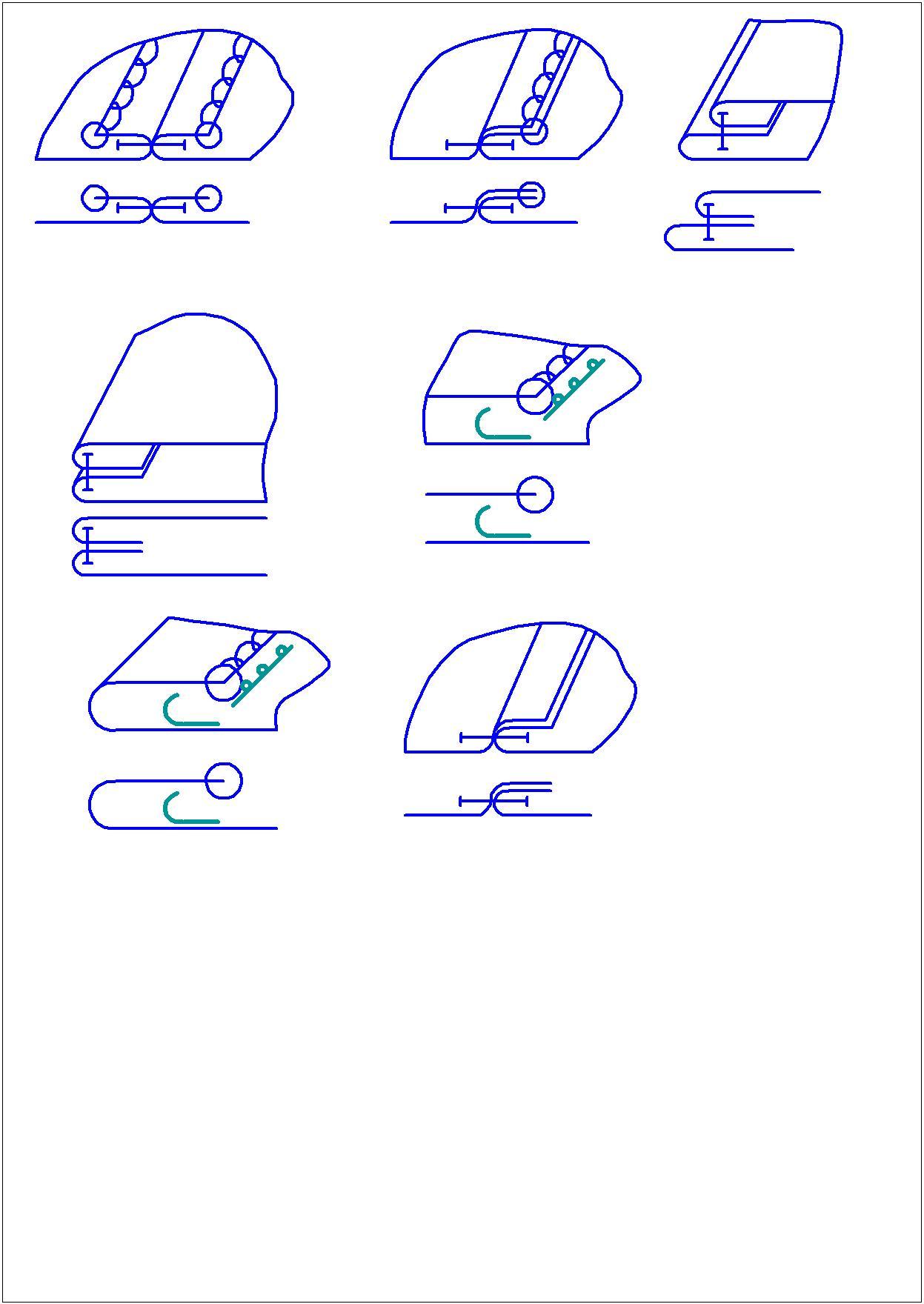
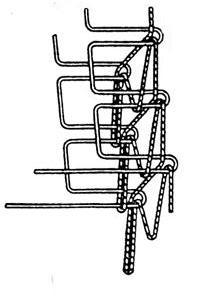
Сборочные схемы наиболее сложных узлов выбранной модели представлены в приложении Б.
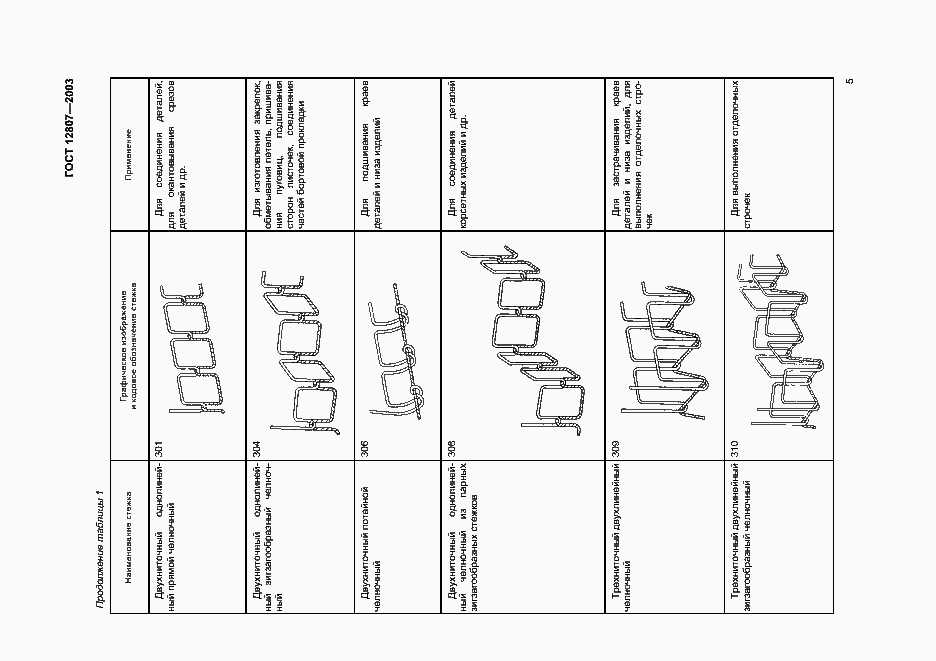
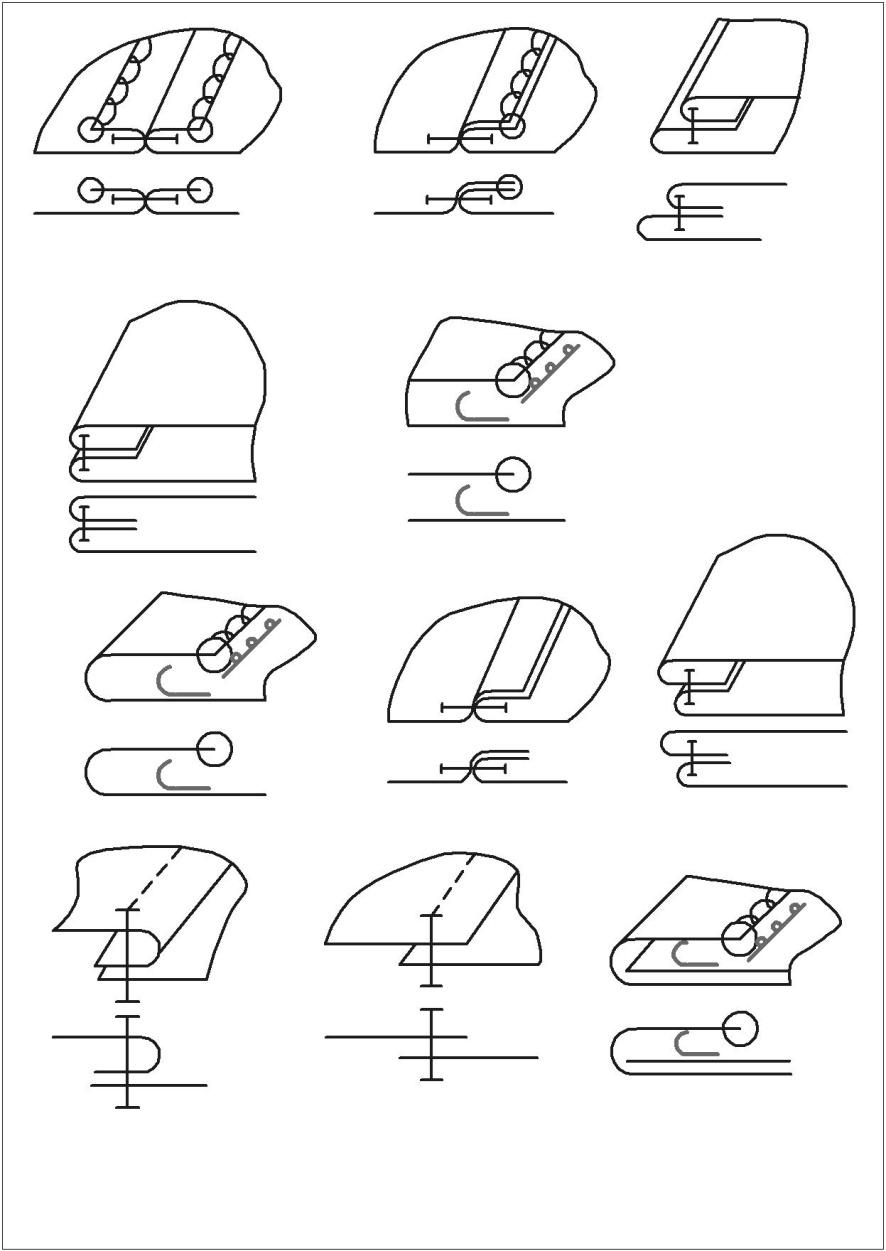
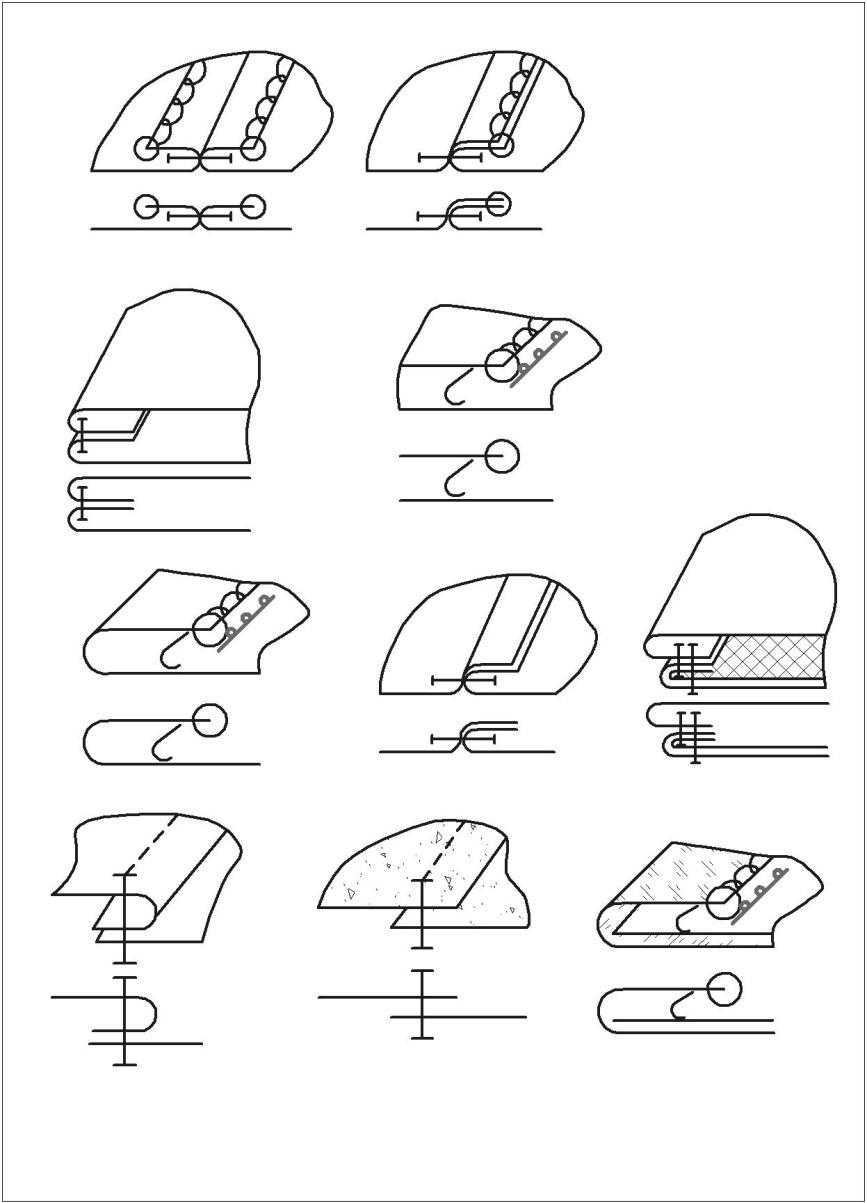
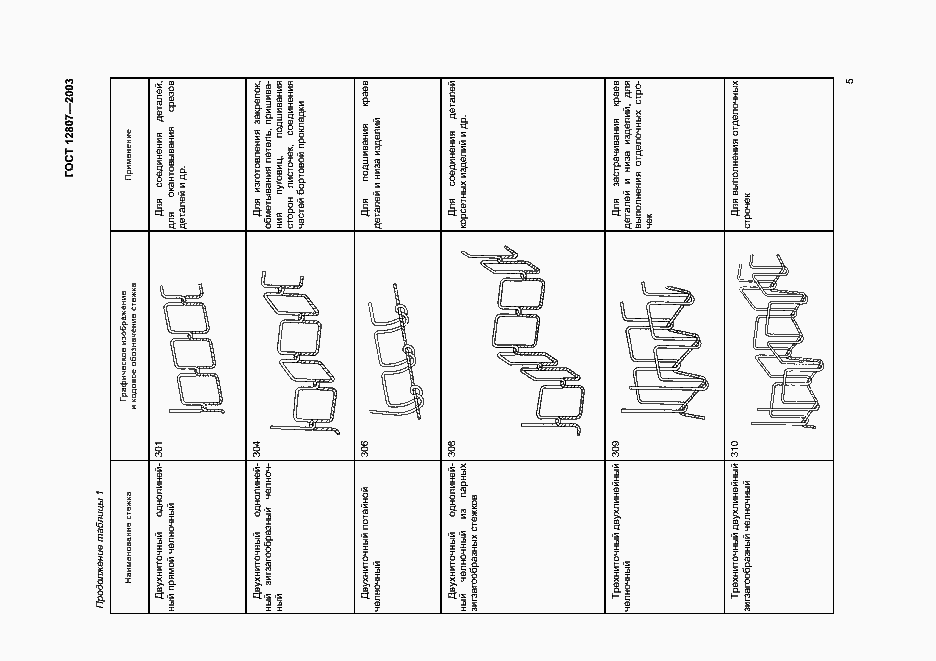
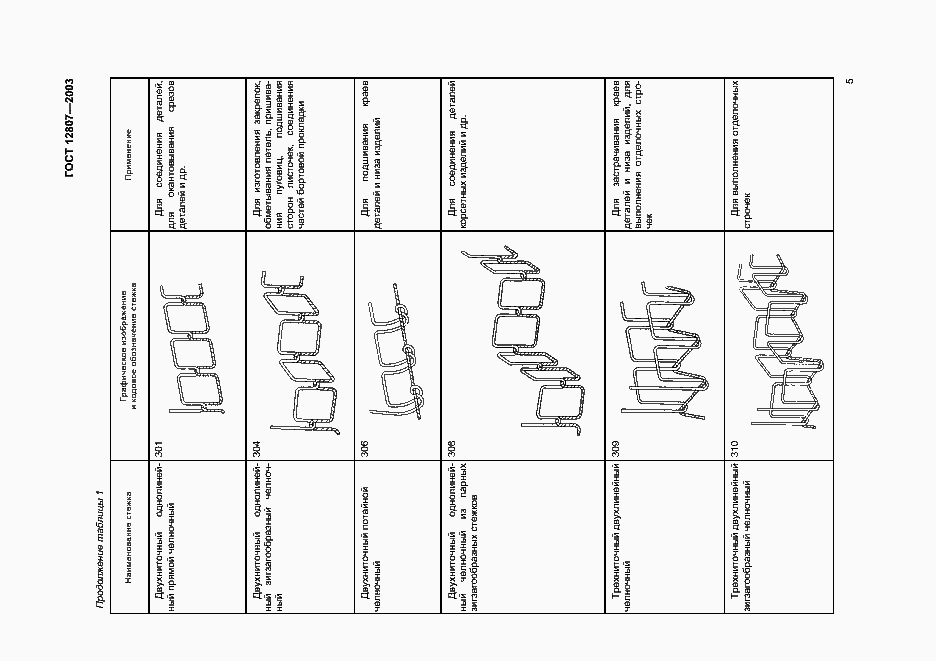
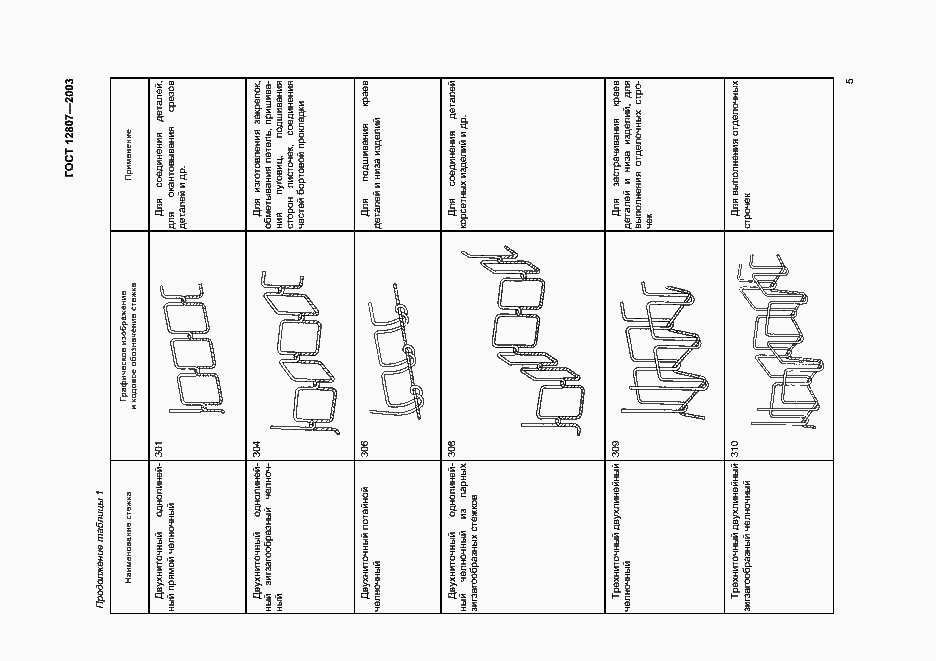
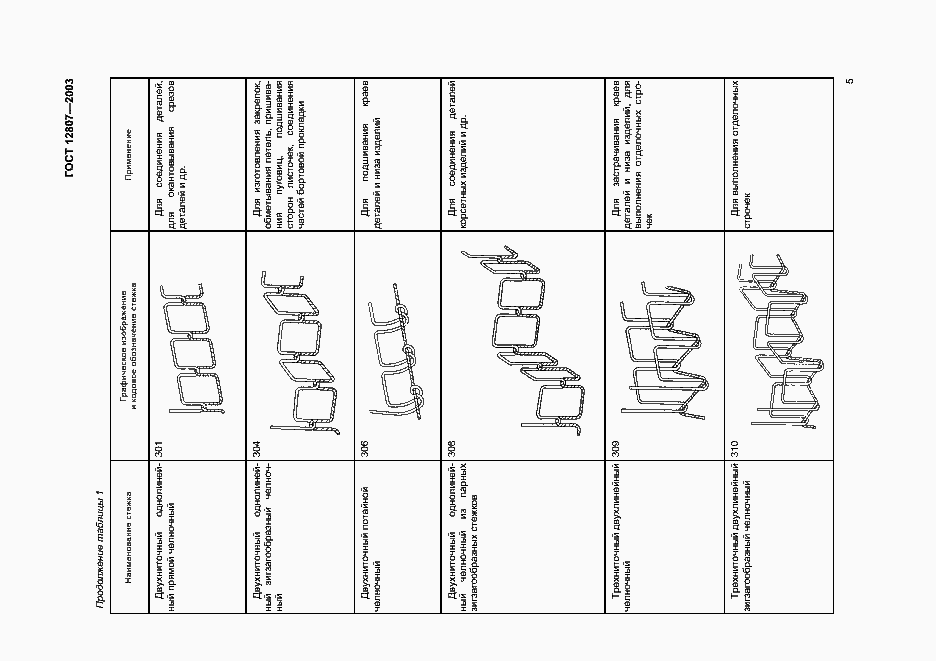
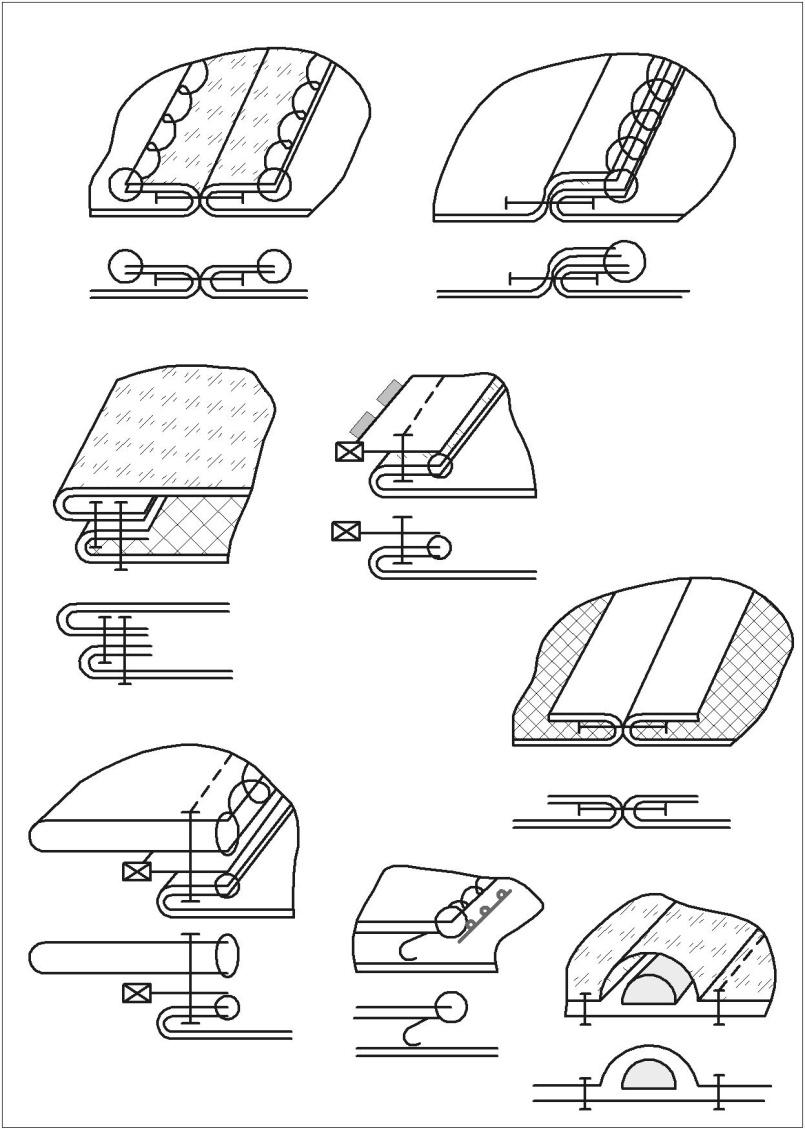
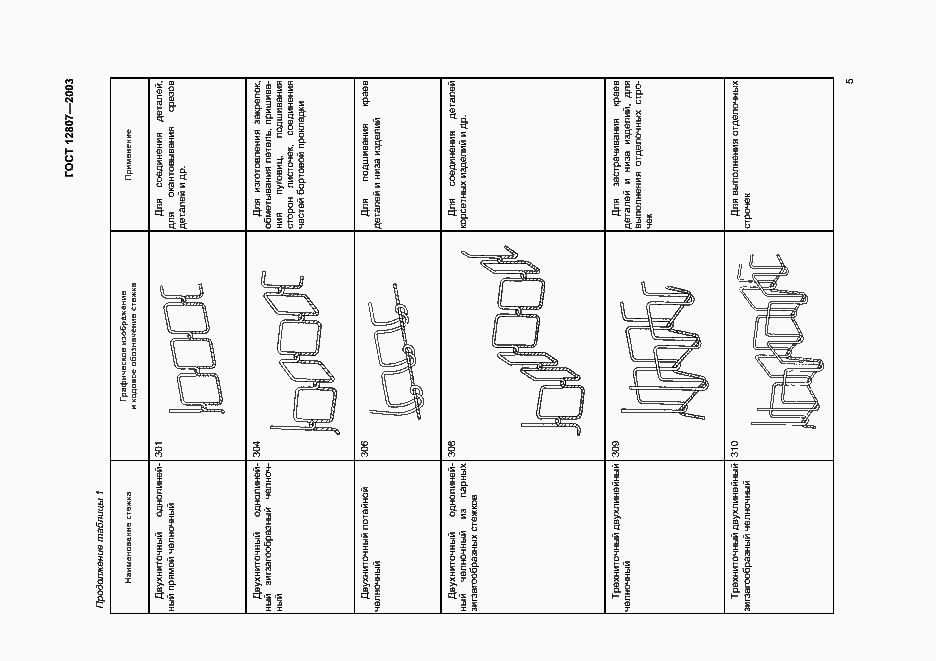
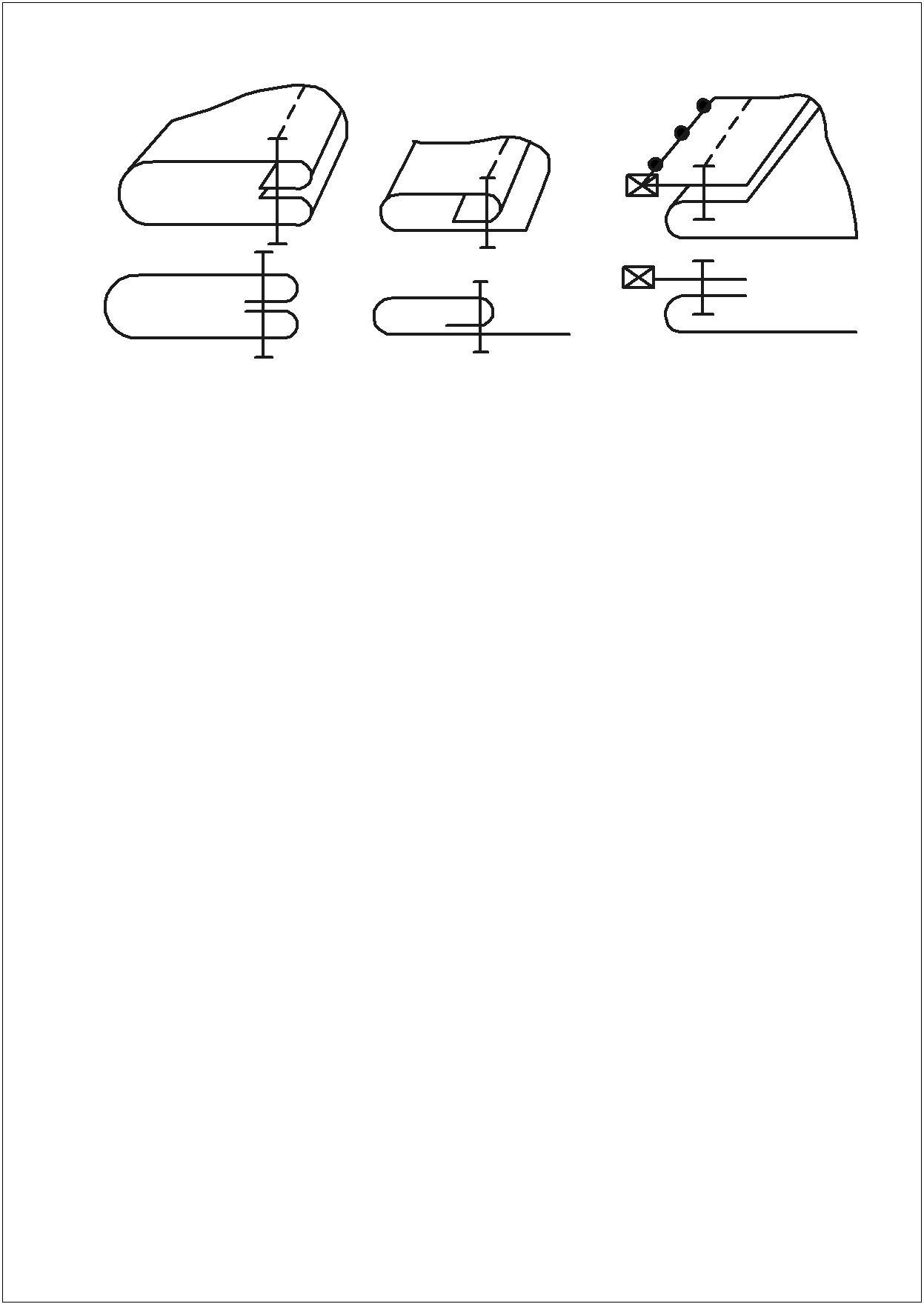
При ниточном соединении деталей, с учетом свойств основного материала определялся вид швов и строчек, устанавливалось частота стежков, ширина швов, которые представлены в таблице 27.
Таблица
27 – Характеристика машинных строчек и
швов, применяемых при изготовлении
моделей 
|
Наименование шва |
Конструкция шва |
Виды применяемых стежков |
Применение в изделии |
Характеристика шва |
Номер ниток, текс |
Номер иглы | ||||
|
Ширина, мм |
Кол-во стежков |
Кол-во соединяемых слоёв | ||||||||
|
Комплект женский (модель 1, модель 2, модель 3) | ||||||||||
|
Стачной в разутюжку с раздельным обмётыванием срезов |
|
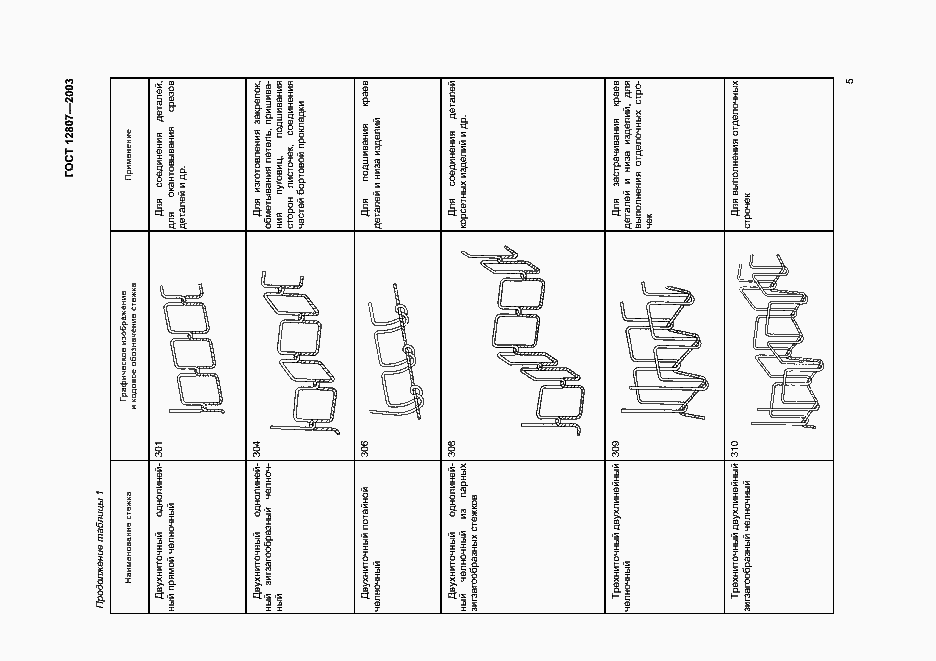
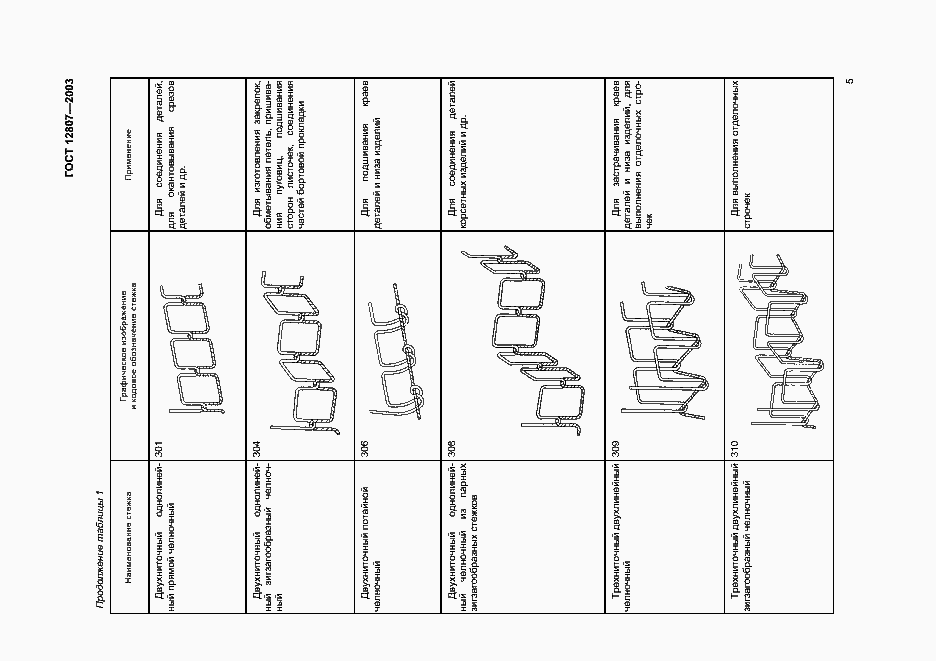
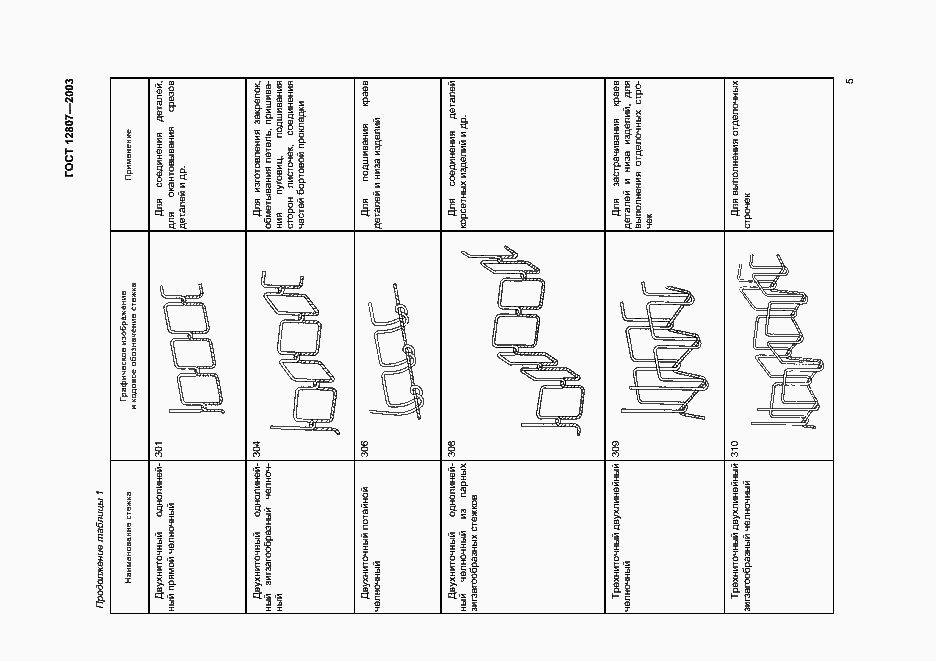
Челночный 301
Цепной (трехнииочный) 505
|
Боковые, средний шов спинки и полочки, |
10 |
3÷5 |
2÷3 |
44 ЛХ |
120 | ||
|
Стачной в заутюжку с обметыванием срезов |
|
Челночный 301
|
Плечевые, шов, стачивание частей декоративных полос ткани, боковые и |
10 |
3÷5 |
2÷3 |
44 ЛХ 25 ЛХ 22 Л |
90 120 | ||




Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
Цепной
(трехнииочный) 505 |
средний швы шорт, шов ластовицы, декоративная кокетка |
|
|
|
|
|
|
Стачной в заутюжку с открытыми срезами |
|
Челночный 301
|
швы стойки воротника, втачивание нижнего воротника |
10 |
3÷5 |
2 |
25 ЛХ
|
90 |
|
Накладной с закрытым срезом |
|
Челночный 301
|
Втачивания верхнего воротника |
3 |
3÷5 |
3 |
25 ЛХ
|
90 |
|
Обтачной в кант |
|
Челночный 301
|
Верх лифа, пройма спинки, горловина спинки, низ шорт |
7 |
3÷5 |
2 |
44 ЛХ 25 ЛХ
|
90 120 |
|
Обтачной в раскол |
|
Челночный 301
|
Швы обтачивания воротника, отвесной декоративной детали шорт |
7 |
3÷5 |
2 |
25 ЛХ
|
90 |





Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Накладной с открытыми срезами |
|
Челночный 301
|
Плечевые швы декоративной накидки |
10 |
3÷5 |
2÷3 |
44 ЛХ
|
90 |
|
Накладной с закрытыми срезами |
|
Челночный 301
|
Обработка ленты регилина |
2 |
3÷5 |
4 |
25 ЛХ
|
|
|
Застрачной в подгибку с закрытым срезом |
|
Челночный 301
|
Верхний шов шорт, низ декоративной кокетки |
2÷3 |
3÷5 |
3 |
25 ЛХ
|
90 |
|
Застрачной в подгибку с открытым обметочным срезом |
|
Цепной
(однониточный) 103
|
Низ платья |
0÷1 |
3÷4 7 |
2 |
44 ЛХ
|
100 |


Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
Цепной (трехнииочный) 505
|
|
|
|
|
|
|
|
В подгибку с открытым обметочным срезом |
|
Цепной
(однониточный) 103 Цепной (трехнииочный) 505
|
Боковые швы декоративных полос ткани, разрезы |
1÷2 |
3÷4 7 |
2 |
44 ЛХ
|
100 |
|
Накладной без подгибания срезов, с обметанным срезом |
|
Цепной
(однониточный) 103 |
Соединение частей полочки и спинки, подшивание края обтачек |
0÷1 |
3÷4 7 |
2 |
44 ЛХ
|
100 |



Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
Цепной
(трехнииочный) 505
|
|
|
|
|
|
|
|
Настрачной с одним обметанным срезом |
|
Челночный 301
Цепной (трехнииочный) 505
|
Тесьма-молния бокового и среднего швов |
5÷7 |
3÷5 |
2 |
44 ЛХ
|
120 |
|
Платье-боди женское | ||||||||
|
Стачной в разутюжку с раздельным обмётыванием срезов |
|
Челночный 301
|
Средний и боковые швы |
10 |
3÷5 |
4 |
36 ЛХ 22 Л |
90 |



Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
Цепной (трехнииочный) 505
|
|
|
|
|
|
|
|
Стачной в заутюжку с обметыванием срезов |
|
Челночный 301
Цепной (трехнииочный) 505
|
Швы боковые, кокетки, ластовицы, боковых нижних частей, складок полочки и спинки |
10 |
3÷5 |
4 |
36 ЛХ 22 Л |
90 |
|
Настрачной с одним обметанным срезом |
|
Челночный 301
|
Тесьма-молни бокового среднего, плечевых швов |
5÷7 |
3÷5 |
3÷5 |
36 ЛХ 22 Л |
90 |



Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
Цепной (трехнииочный) 505
|
|
|
|
|
|
|
|
Обтачной в кант |
|
Челночный 301
|
Обтачивание проймы, горловины, кокетки, низа платья |
7 |
3÷5 |
3 |
36 ЛХ |
90 |
|
Накладной без подгибания срезов, с обметанным срезом |
|
Цепной
(однониточный) 103 Цепной (трехнииочный) 505
|
Подшивание края обтачек |
0÷1 |
3÷4 7 |
2 |
36 ЛХ 22 Л |
90 |

Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Стачной в разутюжку с открытыми срезами |
|
Челночный 301
|
Швы частей обтачек |
5 |
3÷5 |
2 |
36 ЛХ |
90 |
|
Рельефный |
|
Челночный 301
|
Декоративная отстрочка кокеток и боковых нижних частей полочки и спинки |
- |
4 |
2 |
25 ЛХ |
90 |
|
Застрачной в подгибку с закрытым срезом |
|
Челночный 301
|
Боковые швы декоративного плаща |
2÷3 |
3÷5 |
3 |
22 Л
|
90 |
|
Костюм мужской | ||||||||
|
Стачной в заутюжку с обметыванием срезов |
|
Цепной (трёхниточный) 504
|
Плечевые, боковые, шаговые, средние швы, верхние и нижние швы рукавов, ластовицы, швы вставки полочки и верхней и |
8 |
3÷4 |
2 |
24 ЛТ |
75 |
Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
нижней частей комбинезона |
|
|
|
|
|
|
Стачной в заутюжку с обметыванием срезов |
|
Челночный 301
Цепной (трехнииочный) 505
|
Шов втачивания воротника |
10 |
2÷4 |
3 |
24 ЛТ |
75 |
|
Настрачной с одним обметанным срезом |
|
Челночный 301
Цепной (трехнииочный) 505
|
Тесьма-молния среднего шва |
10 |
3÷5 |
2 |
24 ЛТ |
75 |


Продолжение
таблицы 27
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Обтачной в раскол |
|
Челночный 301
|
Обтачивание воротника |
7 |
3÷5 |
2 |
24 ЛТ |
75 |
|
Застрачной в подгибку с обметочным срезом |
|
Цепной
(трёхниточный) |
Низ рукавов, брюк комбинезона |
20÷25 |
2÷3 |
2 |
24 ЛТ |
75 |


Детали обтачек женского платья и платья-боди подвергаются дублированию клеевой кромкой для устойчивости к растяжению криволинейных участков швов. С учетом свойств основного материала выбран прокладочный материал и параметры ВТО для их скрепления, представленный в таблицах 28 – 29
Таблица 28 – Режим обработки деталей и узлов изделия с использованием клеевых материалов
|
Вид прокладочного материала |
Параметры пресса | |||
|
Температура подушки пресса, °С |
Давление удельное, мПа |
Время выдержки, с |
Увлажнение, % | |
|
1 |
2 |
3 |
4 |
5 |
|
Клеевая кромка из нитепрошивного флизелина |
130 |
0,03-0,05 |
12 |
5 |
Таблица
29 – Параметры влажно-тепловой обработки
изделий
|
Наименование материала |
Температура прессования, °С |
Усиление прессования, кПа |
Время обработки, с |
Увлажнение, % к массе материала | |||||
|
пресса |
утюга |
пресса |
утюга | ||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 | |||
|
Пальтовая |
150 |
150 |
0,03 |
25 |
60 |
20 | |||
|
Плательная (кристалон) |
- |
160÷170 |
- |
- |
20 |
15÷20 | |||
|
Плательная (атлас) |
180 |
180 |
0,03 |
10 |
30 |
20 | |||
|
Отделочная (вуаль) |
- |
140 |
- |
- |
20 |
15÷20 | |||
|
Отделочная (шифон) |
- |
160÷170 |
- |
- |
25 |
15÷20 | |||
|
Трикотажное полотно |
- |
160 |
- |
- |
20 |
30 | |||
С учётом свойств выбранных материалов были подобраны оптимальные виды оборудования, обеспечивающие качество изготовления изделий и в использовании снижают трудозатраты на изготовление продукции. Это универсальные и специальные машины и оборудование для дублирования деталей и влажно-тепловой обработки, представленные в таблице 30.
Таблица
30 – технологическое оборудование для
ниточного соединения деталей швейных
изделий
|
Оборудование предприят. изготовитель |
Тип или класс машины |
Макс. Частота вращения главного вала, мин-1 |
Длина стежка, мм |
Механизм перемещения материала |
Толщина пакета, мм |
Наименование, марка средство малой механизации |
Технологические операции |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Одноигольная швейная машина. Автоматизированный привод АО «Орша» |
131–12+3 |
4000 ÷ 5000 |
3,5÷ 6,0 |
Нижняя рейка |
2,0÷ 10 |
1.Приспособление марки 2-17 МОМЗ ЦНИИШП для формирования подгибов срезов. 2.Лапка с выдвижной направительной линейкой 1-44 МОМЗ ЦНИИШП, для параллельности строчек срезам |
Стачивание, настрачивание, втачивание и т.п. однолинейной челночной строчкой |
Продолжение
таблицы 30
|
Одноигольная машина цепной потайной строчкой ЗАО «Завод промышленных швейных машин» г. Подольск |
285 |
3200 |
7 |
Верхняя рейка |
1÷3 |
Приспособление марки 2-38 МОМЗ ЦНИИШП для операций потайных строчек |
Подшивание низа изделия, рукавов и других деталей и узлов. |
|
Машина для изготовления прямых закрепок челночной строчкой АО «Орша» Беларусь |
1820-ряд |
2000 |
7÷11 |
― |
2÷6,5 |
― |
Изготовления закрепок на листочке |
|
Промышленная машина для притачивания застёжки-молния «Минерва»
|
72207-105
|
1200 |
3,2 |
Две нижние рейки с разделенным регулированием величины перемещения |
2÷6 |
Приспособление марки 1-59 МОМЗ ЦНИИШП для настрачивания застёжки молния |
Притачивания застёжки-молнии |
|
Оверлок трёх ниточный ПО «Промшвеймаш» |
208-А |
6000 |
4,5 |
Две нижние рейки с разделенным регулированием величины перемещения |
1÷5 |
― |
|
Продолжение
таблицы 30
|
Стачивающая машина линейной строчки с одновременным обмётыванием ПО «Промшвеймаш» |
508-М |
5000 |
3 |
Две нижние зубчатые рейки с раздельной регулировкой величины перемещения |
1÷5 |
― |
Стачивание, втачивание с одновременным обмётыванием деталей из трикотажных полотен |
|
Электрический пресс для установки металлической фурнитуры Protex |
TY-818
|
1400 |
― |
― |
― |
― |
Установки металлической фурнитуры (кнопок) на швейных и галантерейных изделиях |
|
Плоскошовная машина (Распошивалка) Aurora |
A500-01 |
1600-4200 |
до 4,4 |
Две нижние рейки с разделенным регулированием величины перемещения |
1÷2 |
― |
Подшивание низа рукавов, брюк комбинезонов |
Выбор режимов влажно-тепловой обработки изделия зависит от волокнистого состава, степени крутки и переплетения нитей ткани, толщины, цвета и вида поверхности, обрабатываемого материала. Поэтому для предания и закрепления формы деталей, сохранения нужных физико-механических свойств материала, необходимо правильно подобрать режимы обработки и строго их соблюдать.
После окончательной влажно-тепловой обработки и отпаривания, изделие должно быть просушено и охлаждено в подвешенном виде до полного закрепления приданной ему формы. Подобранное оборудование для влажно-тепловой обработки представлено в таблице 31 – 32
Таблица
31 – Характеристика прессового оборудования
для влажно-тепловой обработки 
|
Вид оборудования, предприятие изготовитель |
Производит, циклов/час |
Усилие прессования КН |
Тип привода |
Способы нагрева подушки |
Температура нагрева подушки 0С |
Область применения | ||
|
верхний |
нижний |
верхний |
нижний | |||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
Сs-313Пресс гладильный с индивидуаль-нымпарогенерато-ром и программным управлением «Паннония»
|
до 50 |
0÷20 |
Электромеханический |
Электрическийнаграв + пропаривание |
Паровой нагрев + пропаривание |
80÷ 250 |
105÷110 |
Дублирование деталей обтачек |
Таблица
32 – Характеристика прессового оборудования
для влажно-тепловой обработки 
|
Вид оборудования |
Мощность, Вт |
Масса, утюга, кг |
Максимальная температура нагрева, 0С |
Размер подошвы, мм |
Дополнительные данные |
|
Электропаровой утюг «Паннония», Венгрия Cs-392 |
1000 |
3 |
100÷200 |
215×128 |
Расход пара приподачи 2 кг/ч, время разогрева - 10 мин |
|
Электропаровой утюг Орловский машиностроит-ый завод УТП-2ЭП |
1000 |
2 |
100÷240 |
240×125 |
Расход пара приподачи 3 кг/ч, время разогрева - 10 мин |