

4.5. Трещины в отливках, их классификация
Трещины представляют собой дефект в виде местного или полного разрушения отливки в определенном сечении, вызванного тем, что напряжения растяжения превосходят предел прочности металла. Трещины в зависимости от температурного состояния отливки делят на горячие и холодные. Первые из них образуются вблизи температуры кристаллизации, когда под затвердевшим слоем сохраняется металл в двухфазном состоянии. Холодные трещины образуются после завершения процесса формирования отливки (для сталей и чугунов при температурах ниже 700°С). Классификацию трещин проводят по следующим признакам: горячие трещины имеют в разрыве черную окисленную поверхность, холодные - блестящую поверхность обычно с цветами побежалости.
Силы, тормозящие усадку металла и приводящие к образованию трещин, разделяют на пассивные, рис.4.5,а и активные, рис.4.5,б.

Рис. 4.5. Схема действия сил, тормозящих усадку металла: пассивных (а), активных (б)
Пассивные силы действуют во время торможения усадки металла формой, обладающей ограниченной податливостью, или на стадии охлаждения разнотолщинных элементов отливки с разной скоростью (когда возникают термические напряжения). Величина пассивных сил может значительно понижаться за счет пластической деформации.
Активные силы являются следствием возникающих упругих деформаций в отдельных частях отливки, давлений на затвердевающий металл, например, при литье под давлением, центробежном и др.
Склонность сплавов к образованию горячих трещин в отливках оценивают на технологических пробах, рис. 4.6.
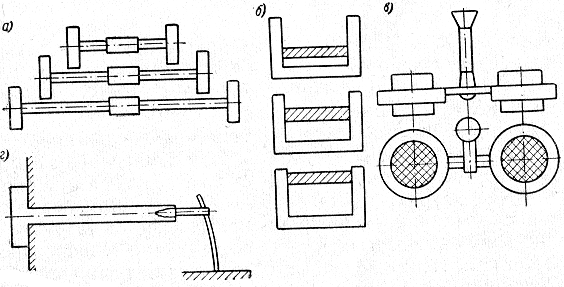
Рис. 4.6. Схемы технологических проб для испытаний сплава на трещиноустойчивость
Оценку производят по следующим показателям:
1) по критической длине образца, при которой в металле образуется трещина. В конструкции образца, рис.4.6,а имеется тонкий и массивный элементы, последний из них является тепловым узлом, в нем и возникает трещина. Из сплава отливают серию образцов разной длины. Чем длиннее тонкая часть образца, тем больше ее деформация и выше уровень напряжений в тепловом узле. Длина образца, начиная с которой в металле образуются горячие трещины, является показателем трещиноустойчивости сплава (чем больше длина, тем выше этот показатель). Трещиноустойчивость сплава можно также оценить по образцу с распоркой, рис.4.6,б. Чем больше расстояние распорки от основания П-образного образца, тем больше плечо, способное противодействовать напряжениям изгиба, тем ниже показатель трещиноустойчивости; .
2) по размерам трещины (длине, ширине, площади) и количеству трещин на образце в форме кольца, отливаемого с применением металлических (неподатливых) стержней разного диаметра, рис.4.6,в;
3 ) по критической нагрузке, при которой в образце образуется трещина.
Пробы с тепловым узлом и с распоркой используют для черных сплавов, пробы, имеющие форму колец - для цветных.
Показатели трещиноустойчивости сплавов зависят от механических свойств сплава (предела прочности, модуля упругости, пластичности) в области высоких температур, рис. 4.7.
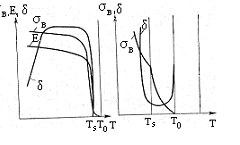
Рис. 4.7. Зависимость механических свойств сплавов от температуры Тs
Модуль упругости
сплавов Е (определяет развитие напряжений)
и предел прочности ![]() (является критерием при разрыве) имеют
очень низкие значения в области
температур кристаллизации, например
Е≈(0.1-0.15)Е0. (Е0-модуль
упругости при нормальной температуре).
(является критерием при разрыве) имеют
очень низкие значения в области
температур кристаллизации, например
Е≈(0.1-0.15)Е0. (Е0-модуль
упругости при нормальной температуре).
При охлаждении
отливок ниже TS
показатели![]() и Е растут. Пластичность сплава δ при
температурах, близких к TS,
быстро понижается, что связано с
оплавлением межзеренных границ. В
интервале температур солидус-выливаемость
пластические свойства очень низкие и
поэтому эту область температур называют
интервалом хрупкости; при температуре
TВ пластичность
сплава высокая. Интервал хрупкости
соответствует температурам образования
горячих трещин. При охлаждении
затвердевшего сплава до температур,
близких к солидусу, уровень механических
свойств быстро нарастает, при дальнейшем
охлаждении скорость их нарастания
снижается, а пластичность δ при
достижении некоторой температуры
начинает быстро понижаться. При
температурах ниже солидуса на 160-200 °C
прочность и пластичность сплава
оказываются недостаточными для того,
чтобы производить выбивку отливок без
их разрушения.
и Е растут. Пластичность сплава δ при
температурах, близких к TS,
быстро понижается, что связано с
оплавлением межзеренных границ. В
интервале температур солидус-выливаемость
пластические свойства очень низкие и
поэтому эту область температур называют
интервалом хрупкости; при температуре
TВ пластичность
сплава высокая. Интервал хрупкости
соответствует температурам образования
горячих трещин. При охлаждении
затвердевшего сплава до температур,
близких к солидусу, уровень механических
свойств быстро нарастает, при дальнейшем
охлаждении скорость их нарастания
снижается, а пластичность δ при
достижении некоторой температуры
начинает быстро понижаться. При
температурах ниже солидуса на 160-200 °C
прочность и пластичность сплава
оказываются недостаточными для того,
чтобы производить выбивку отливок без
их разрушения.