

6.1 Вертикально-сверлильный станок 2н135
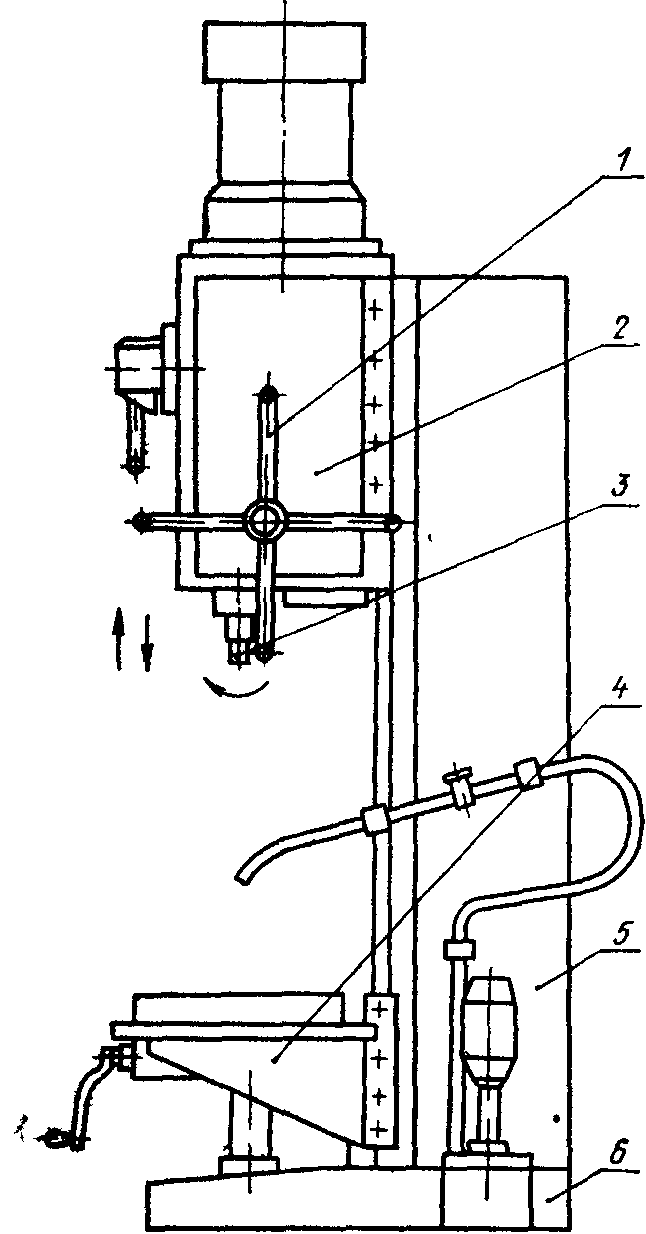
На рис. 6.2 изображен наколонный вертикально-сверлильный станок модели 2Н135. На фундаментной плите 6 смонтирована колонна 5 коробчатой формы, внутри которой размещается противовес шпиндельного узла. На вертикальных направляющих колонны установлена шпиндельная бабка 2 с коробкой скоростей и шпинделем 3. В коническом отверстии шпинделя устанавливается режущий инструмент. Коробка подач и механизм подач расположены также в шпиндельной бабке. Перемещение шпинделя может осуществляться механически и вручную с помощью штурвала 1. Для установки и закрепления приспособления с заготовками имеется стол 4. Главным движением является вращение шпинделя с инструментом, а движением подачи — осевое перемещение шпинделя.
Одновременная передача двух движений на инструмент осуществляется с помощью шпиндельной гильзы (рис. 6.3): движение подачи передается от зубчатого колеса 1 на рейку гильзы 2, внутри которой вращается шпиндель 3, заканчивающийся в верхней части шлицевой нарезкой а значительной длины, а в нижней — коническим отверстием б для крепления инструмента. Шлицевый вал может поступательно перемещаться в отверстии вращающегося зубчатого колеса 4 или блока колес коробки скоростей, не теряя контакта на всей длине хода при подаче.
Техническая характеристика станка. Наибольший диаметр получаемого отверстия 35 мм; конус отверстия шпинделя Морзе №4; расстояние от торца шпинделя до стола 30—750 мм; число частот вращения шпинделя 12; пределы частот вращения шпинделя 31,5— 1400 мин-1; число подач 9; пределы подач 0,1—1,6 мм/об; габаритные размеры станка 830×1245×2690 мм.
|
|
Рис. 6.2. Вертикально-сверлильный станок модели 2Н135 |
Рис. 6.3. Шпиндельный узел станка
|

Станок входит в конструктивную гамму вертикально-сверлильных станков. Станки этой гаммы имеют агрегатную компоновку, удобное расположение рукояток управления, совершенную систему смазывания и т. д.
Основные механизмы и движения в станке.
На основании А (рис. 6.4) установлена колонна Б, по вертикальным направляющим которой перемещается стол В (установочное перемещение). В сверлильной головке Г расположены коробки скоростей и подач, сообщающие главное движение и движение подачи шпинделю с инструментом.
Кинематика станка.
Главное движение гильза VII шпинделя получает от электродвигателя M1 (N == 4 кВт, п = 1450 мин-1) через коробку скоростей, состоящую из тройного блока Б1 и двух двойных блоков Б2 и БЗ. Гильза VII имеет шлицевое отверстие, через которое получает вращение шпиндель VI, Уравнение кинематической цепи для минимальной частоты вращения шпинделя
![]() мин-1.
мин-1.
Шпиндель смонтирован на двух шариковых и одном упорном подшипниках. Имеется специальный механизм для удаления инструмента.
Движение подачи передается шпинделю от гильзы VII через зубчатые пары z = 34—60, z = 19—54, два тройных блока Б4 и Б5, предохранительную муфту Мп червячную пару z = 1—60, реечное колесо z = 13 мм на валу XIX и рейку, нарезанную на гильзе VIII шпинделя.
Уравнение кинематической цепи для минимальной подачи шпинделя
![]() мм/об.
мм/об.
Механизм подачи обеспечивает ручной отвод и подвод инструмента к заготовке, включение и выключение рабочей
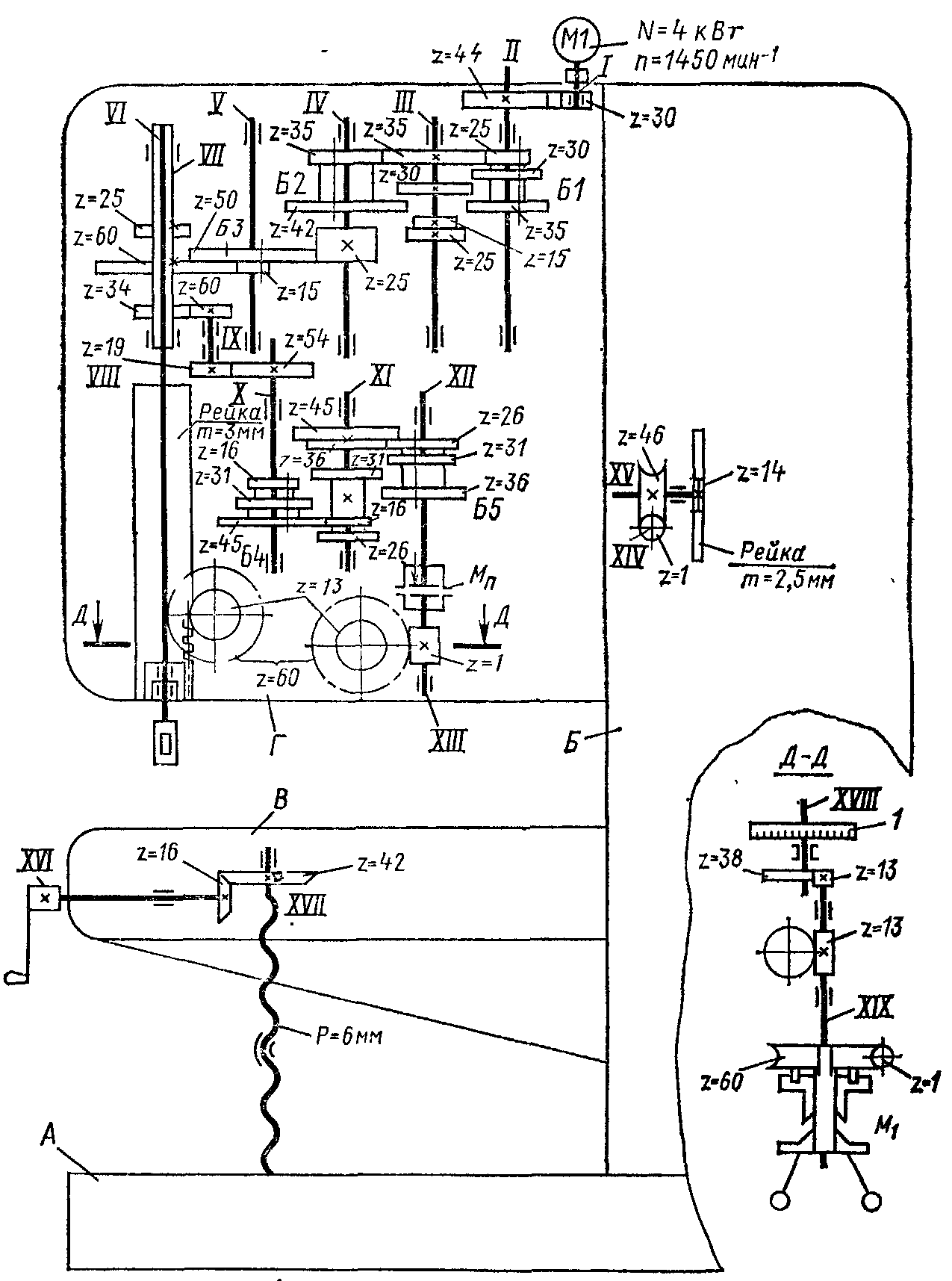
Рис. 6.4. Кинематическая схема вертикально-сверлильного станка 2Н135
подачи, ручное опережение подачи; ручную подачу шпинделя, используемую при нарезании резьбы. Для этого используют штурвальный механизм подачи с муфтой М1. Лимб 1 на валу XVIII предназначен для визуального отсчета глубины обработки и для наладки кулачков.
Установочное перемещение сверлильной головки осуществляют вручную через червячную пару z = 1—46 и реечную передачу. Стол поднимают или опускают также вручную через колеса z = 16—42 и передачу винт-гайка XVII.