

4.3. Редактор технологического процесса
Редактор служит для интерактивного формирования информационной модели технологического процесса или редактирования модели, полученной в результате автоматизированного синтеза.
Главный экран редактора (рис. 4.6) содержит поля ввода для редактирования общих параметров техпроцесса и кнопки для работы с моделью ТП.

Рис. 4.6. Главный экран редактора ТП
Кнопки в левой части экрана позволяют начать проектирование нового ТП, добавить новый ТП в базу данных, загрузить ранее сохраненный ТП для редактирования, сохранить редактируемый ТП в базе данных, удалить ТП из базы данных системы.
К общим параметрам ТП относят: наименование технологического процесса, код заготовки, ее профиль и размеры, примечание к ТП (дополнительная информация), количество деталей, изготовленных из одной заготовки, масса заготовки, норма расхода материала, единица нормирования, на которую установлена норма расхода материала, коэффициент использования материала.
Кнопки в правой части экрана предназначены для перехода на экраны редактирования этапов, операций и переходов.
Возможно проектирование технологического процесса по аналогу: путем редактирования ранее созданной информационной модели техпроцесса для другой детали. Для загрузки техпроцесса–аналога служит кнопка “Загрузить ТП–аналог”.
Кнопка «Установки» позволяет задать общие установки редактора: наименование предприятия, шаг нумерации операций (1, 5 или 10), способ нумерации операций (сквозной по всем этапам или индивидуальный для каждого этапа), флаг вывода кода операции, тип записи перехода (полная или сокращенная).
Кнопка «Автоматизированное проектирование ТП» обеспечивает переход к описанному выше режиму.
Кнопка «Регистрация» позволяет ввести список исполнителей, участвовавших в проектировании ТП, указав характер выполняемых работ (Разработал, Проверил и т.п.) и фамилии.
Кнопки «Этапы ТП», «Операции», «Переходы» вызывают экраны редактирования элементов ТП.
Кнопка «Дерево ТП» дает возможность просмотреть полный список этапов, операций и переходов технологического процесса и выбрать из него элемент для редактирования (рис. 4.7). Элемент для редактирования выбирают либо двойным щелчком «мыши», либо стрелками и клавишей Enter.
В нижней части экрана «Дерево ТП» расположены кнопки, позволяющие вырезать или скопировать выбранный элемент ТП в буфер обмена, вставить элемент ТП из буфера или удалить выбранный элемент.
Кнопка «Автоматизированное проектирование ТП» на экране «Дерево ТП» позволяет выборочно выполнить повторное проектирование отдельных этапов, операций или переходов.
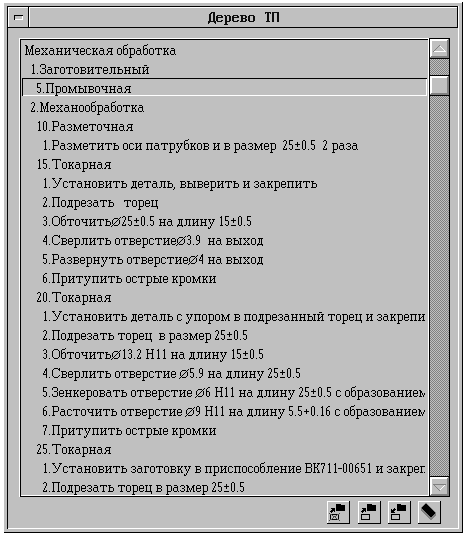
Рис. 4.7. Экран дерева технологического процесса
При выборе этапа, операции или перехода для редактирования вызывают специальные экраны (такие же, как при нажатии кнопок «Этапы ТП», «Операции», «Переходы» на главном экране редактора ТП).
Экран редактирования параметров этапов (рис. 4.8) содержит список этапов редактируемого техпроцесса, поля параметров выбранного этапа (наименование этапа, цех и группа операций) и кнопки, позволяющие изменить параметры этапа, добавить в список новый этап или удалить выбранный этап из списка.

Рис. 4.8. Экран редактирования параметров этапов
Для работы с библиотекой типовых элементов ТП служат кнопки, позволяющие сохранить редактируемый этап в библиотеке в качестве типового или вставить типовой этап из библиотеки в редактируемый техпроцесс.
Последовательность этапов в ТП можно изменить с помощью кнопок со стрелками, позволяющих переместить выбранный этап на одну позицию вверх или вниз, в начало или в конец списка.
Экран редактирования параметров операций (рис.4.9) содержит список операций текущего этапа, поля параметров операций, кнопки для изменения последовательности операций, кнопки работы с библиотекой типовых операций и кнопки, позволяющие изменить параметры выбранной операции, добавить в список новую операцию, удалить выбранную операцию.
К параметрам операции относятся: цех, участок и рабочее место, где выполняется операция; наименование и код (инвентарный номер) оборудования; профессия и разряд исполнителя; количество исполнителей; Кшт - коэффициент штучного времени (при многостаночном обслуживании); Тпз – норма подготовительно – заключительного времени на операцию; Тшт – норма штучного времени на операцию; Тв – вспомогательное время; То – основное время.

Рис. 4.9. Экран редактирования параметров операций
Кнопка «Дополн. параметры» позволяет задать значения дополнительных параметров операции: наименование устройства ЧПУ; имя управляющей программы; код степени механизации; код условий труда; количество одновременно изготавливаемых деталей (КОИД); единица нормирования; объем производственной партии; твердость заготовки; информацию о применяемой смазочно-охлаждающей жидкости.
Кнопка «Очистить поля» служит для очистки полей параметров операции. Это необходимо, например, для начала ввода параметров новой операции.
Кнопка с изображением циферблата позволяет вычислить основное и вспомогательное время на операцию путем суммирования основного и вспомогательного времени входящих в операцию переходов.
Кнопка «Операционный эскиз» позволяет назначить операционный эскиз для операции. Эскиз должен содержаться в сегменте графической базы данных. Он может формироваться либо автоматически с помощью заложенных в систему знаний, либо интерактивно посредством графического редактора.
Кнопка «Ресурсы операции» позволяет присвоить операции список ресурсов (материалы, комплектующие, оснастка и т.д.). К параметрам ресурсов операции относятся: наименование, обозначение и тип ресурса; обозначение подразделения, откуда поступает ресурс; количество единиц ресурса; код единицы величины, единица нормирования и норма расхода ресурса.
Экран редактирования параметров переходов (рис. 4.10) подобен экрану редактирования операций.

Рис. 4.10. Экран редактирования параметров переходов
Текст перехода формируется при нажатии на кнопку «+» из ключевых слов по следующему правилу (ГОСТ 3.1702-79):
<Текст перехода> = <Ключевое слово перехода> + <Доп.инф.1> + +<Доп.инф.2>+<Констр.эл.> + <Размеры> +<Доп.Инф.3>+<Доп.Инф.4>
Текст поля “Размеры” можно считать с операционного эскиза с помощью кнопки « ». Для этого нужно указать в графическом окне требуемый размер, пометить его параметры, значения которых необходимо записать, а затем нажать кнопки «Записать в переход» или «Добавить в переход».
Параметры перехода: код и наименование режущего инструмента; t – глубина резания; i – число проходов; S – подача; n – частота вращения шпинделя; V – скорость резания; Тв – вспомогательное время на переход; То – основное время на переход.
Дополнительные параметры перехода: расчетный диаметр (ширина) обрабатываемого элемента детали; расчетный размер длины рабочего хода; наладочные размеры опорных точек; корректируемые размеры; номер позиции инструментальной наладки; номер корректора.
Каждому переходу также может быть присвоен список ресурсов (приспособления, вспомогательный инструмент и т.д.). Параметры ресурса перехода: наименование, обозначение и количество единиц ресурса.
Кнопка «Геометрия перехода» служит для назначения на переход списка обрабатываемых контуров. При этом выводится экран, показанный на рис. 4.11.
Для добавления контура в список служит кнопка «Добавить контур», для очистки списка контуров – кнопка «Очистить».
Задание обрабатываемых контуров позволяет провести оценочный расчет основного времени обработки на переход (кнопка «Обработка»).

Рис. 4.11. Экран назначения списка обрабатываемых контуров
Возможен выбор следующих способов обработки контура:
Обход контура режущим инструментом.
Выборка контура – для токарных операций.
Выборка кармана – для фрезерных операций.
Кнопка «SNC-2D» предназначена для вызова системы подготовки управляющих программ для станков с ЧПУ SNC, кнопка «DiaCAD» – для вызова графического редактора.