

-
Лазерная пайка.
Лазерная пайка (пайка лучом лазера) не относится к групповым методом пайки, поскольку монтаж ведется по каждому отдельному выводу либо по ряду выводов. Однако бесконтактность приложения тепловой энергии позволяет повысить скорость монтажа до 10 соединений в секунду и приблизиться по производительности к пайке в паровой фазе и ИК излучением
По сравнению с другими методами лазерная пайка обладает рядом следующих преимуществ. Во время пайки печатная плата и корпуса элементов практически не нагреваются, что позволяет монтировать элементы, чувствительные к тепловым воздействиям. В связи с низкой температурой пайки и ограниченной областью приложения тепла резко снижаются температурные механические напряжения между выводом и корпусом. Выбор материала основания не является критическим. Кратковременные действия тепла - 20...30 мс, резко снижаются толщина слоя интерметаллидов, припой имеет мелкозернистую структуру, что положительно сказывается на надежности ПС. Установки лазерной пайки могут быть полностью автоматизированы, при этом возможно использовать данные САПР для печатных плат.
Возможна пайка плат с высокой плотностью компоновки элементов, с размерами контактных площадок до 25 мкм, без образования перемычек на соседние соединения или их повреждения.
При использовании хорошо просушенной паяльной пасты выполненные с помощью лазерной пайки ПС не образуют шариков припоя или перемычек, в результате чего отпадает необходимость применять паяльные маски.
При использовании лазерной пайки нет необходимости в предварительном подогреве многослойной печатной платы, что обычно необходимо делать при пайке в паровой фазе для предотвращения расслоения платы. Не требуется также создавать какую-либо специальную газовую среду. Процесс пайки ведется в нормальной атмосфере без применения инертных газов.
-
Пайка в глухие отверстия.
Компоненты с планарными выводами являются более компактными по габаритам, чем со штыревыми выводами, расположенными по краям корпуса. Однако компоненты с планарными выводами при типовой формовке выводов и установке на ПП требует значительных площадей для расположения ламелей. Так, микросхема с 14-ю планарными выводами и корпусом шириной 10мм (рисунок 4.4), имеет габарит установочного места 18 мм. Это объясняется формовкой выводов, нижняя горизонтальная часть которых имеет длину 2,1 мм. Для рельефных плат можно изменить формовку выводов таких микросхем так, как это показано на рисунке, и проводить их установку в "глухие отверстия". "Глухие отверстия" имеют диаметр на поверхности диэлектрика, равный ширине ламели. Такое конструктивное решение сокращает площадь установочного места на 20-25%. Учитывая высокие трассировочные возможности РМ это повышает степень интеграции компонентов на РП на 18-20%.
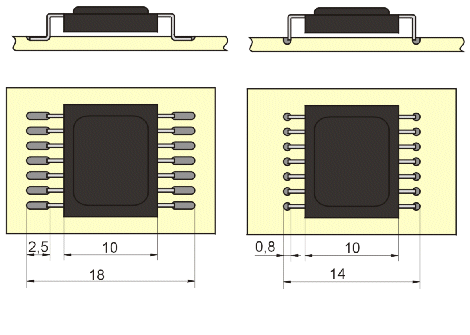
Рисунок 4.4 – Пример монтажа МС с планарными выводами.
Заключение.
По заданию на летнюю технологическую практику была изучена технология поверхностного монтажа РЭК, а данный отчет является итоговым материалом, в котором сосредоточены и кратко изложены основные знания и навыки, приобретенные во время проведения изучения и освоения данной технологии.
У этой технологии большое будущее, ибо только она используется и на нее рассчитана вся современная IT-индустрия. Она все глубже и глубже проникает в нашу повседневную жизнь, что приводит к появлению миниатюрной теле-видео-аудио аппаратуры, многофункциональной и гибкой бытовой техники, «умных» автомобилей делающих управление ими доступным чуть ли не ребенку и т.д., а о сфере компьютерного рынка и других высокотехнологичных отраслях и говорить не стоит.
Литература
-
Кокотов В.З. Конструкции, Технология и автоматизирование проектирование рельефного монтажа: Учеб. пособие. - М.: Изд-во МАИ, 1998.- 96 с.: ил.
-
В.Кокотов, Е.Сычева. САПР рельефного монтажа. http://kis.pcweek.ru/N11/CP1251/Sapr/chapt2.htm
-
Симонов А.Г., Бабокин Е.И., Борисов А.И. Инструментальные средства информационных технологий: проблемы и перспективы. Журнал "Технологическое оборудование и материалы".
-
J. Fjelstad, B. Jacobi. Flexible Printed Circuits: A Technology on the Move. Board Authority, 2001, v.3, № 1, p.6-10.
-
http://pcbfab.ru/