9. Точность и качество изготовления деталей. Методы и средства измерения. Шероховатость поверхности.
Точность — это степень соответствия реальной детали де-тали, заданной конструктором на чертеже. Точность определяется тремя факторами — точностью размеров, точностью формы и шероховатостью поверхности. На практике точность характеризуют отклонениями размеров, формы, шероховатости от величин, заданных чертежом.
Отклонение размеров — это положительная или отрицательная разность между размерами на чертеже и размерами реальной детали. Для сопрягаемых элементов на чертеже конструктор указывает, кроме основного, номинального размера, величину отклонения, допустимую при изготовлении детали.
Способы измерения:
Визуальный (сравнение по образцами.
Бесконтактный (при помощи микроскопа).
Контактный (профилометр).
Контактный профилометр — прибор, предназначенный для измерения неровностей поверхности. Для оценки неровности поверхности часто используют специальный показатель — шероховатость поверхности. Типичный профилометр содержит шкалу, на которой и отсчитываются значения показателя шероховатости поверхности.
В технике профилометры в основном предназначены для измерений в лабораторных и цеховых условиях машиностроительных, приборостроительных и других предприятий, а также в полевых условиях, шероховатости поверхностей изделий, сечение которых в плоскости измерения представляет прямую линию.
Профилограф - в металлообработке, прибор для измерения неровностей поверхности и представления результатов в виде кривой линии (профилограммы), характеризующей волнистость и шероховатость поверхности. Обработку профилограммы осуществляют графоаналитическим способом. Принцип работы профилографа заключается в последовательном ощупывании поверхности иглой, перпендикулярной к контролируемой поверхности, преобразовании колебаний иглы оптическим или электрическим способом в сигналы, которые записываются на светочувствительную плёнку или бумагу.
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные качества. Прежде всего износостойкость от истирания, прочность, плотность (герметичность) соединений, химическая стойкость, внешний вид. В зависимости от условий работы поверхности назначается параметр шероховатости при проектировании деталей машин, также существует связь между предельным отклонением размера и шероховатостью.
11. Основные принципы разработки технологических процессов Разработка технологических процессов (ТП) входит основным разделом в технологическую подготовку производства и выполняется на основе принципов ЕСКД Разрабатываемый технологический процесс должен быть прогрессивным, обеспечивать повышение производительности труда и качества деталей, сокращение трудовых и материальных затрат на его реализацию, уменьшение вредных воздействий на окружающую среду. Технологический процесс разрабатывают на основе имеющегося типового технологического процесса. По технологическому классификатору формируют технологический код. По коду изделие относят к определенной классификационной группе и действующему для нее типовому или групповому технологическому процессу. При отсутствии классификационной группы технологический процесс разрабатывают как единичный, с учетом ранее принятых прогрессивных решений в действующих единичных технологических процессах. Важным этапом разработок является нормирование технологического процесса. Нормирования включает: расчет и нормирование труда на выполнение процесса; определение разряда работ и обоснование профессия исполнителей для выполнения операций в зависимости от сложности этих работ; расчет норм расхода материалов, необходимых для реализации процесса. При разработке технологических процессов необходима исходная информация: Базовая исходная информация – чертежи деталей, технические требования, регламентирующие точность, параметр шероховатости поверхности и другие требования качества Технологичность конструкции детали анализируют с учетом условий ее производства, рассматривая особенности конструкции и требования качества как технологические задачи изготовления. Выявляют возможные трудности обеспечения параметров шероховатости поверхности, обращают внимание на конфигурацию и размерные соотношения детали, устанавливают обоснованность требований точности. Заготовку выбирают исходя из минимальной себестоимости готовой детали для заданного годового выпуска. Чем больше форма и размеры заготовки приближаются к форме и размерам детали, тем дороже она в изготовлении, но тем проще и дешевле ее последующая механическая обработка и меньше расход материала. Задача решается на основе минимизации суммарных затрат средств на изготовление заготовки и ее последующую обработку. Маршрутную технологию разрабатывают, выбирая технологические базы и схемы базирования для всего технологического процесса. На первых операциях обрабатывают основные технологические базы, затем выполняют операции формообразования детали до стадии чистовой обработки. Далее осуществляют операции местной обработки на ранее обработанных поверхностях (канавки, резьба, сверление отверстий). Затем выполняют отделочную обработку основных наиболее ответственных поверхностей, при необходимости за этим следует дополнительная обработка точных поверхностей (6-7 квалитет) Операционную технологию разрабатывают с учетом места каждой операции в маршрутной технологии. К моменту проектирования известно, какие поверхности и с какой точности были обработаны на предшествующих операциях.
12. Виды и формы организации технологических процессов Экономическая эффективность производства в первую очередь определяется качеством его технологической подготовки, главной и самой ответственной частью которой является проектирование технологических процессов механической обработки деталей и сборки изделия. Технологический процесс (ТП) – это часть производственного процесса, включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств объекта производства и их контроль . Функция ТП механической обработки деталей заключается в преобразовании объектов производства из исходного состояния заготовки в конечное состояние посредством выполнения взаимосвязанных технологических операций. Исходное состояние задается множеством параметров , характеризующих вид, точность, размеры заготовки и физико-механические свойства материала. Конечное состояние определяет форму детали, размеры, точность и физико-механические свойства отдельных поверхностей и детали в целом.
13. Проектирование технологических операций Проектирование операций связано с разработкой их структуры, с составлением схем наладок, расчетом настроечных размеров и ожидаемой точности обработки, с назначением режимов обработки, определением нормы времени и сопоставлением ее с тактом работы (в поточном производстве). При расчетах точности и проверки производительности может возникнуть необходимость в некоторых изменениях маршрутной технологии, выбора оборудования, содержания операции или условий ее выполнения. Проектирование операции - задача многовариантная; варианты оценивают по производительности и себестоимости, руководствуюясь технико-экономическими принципами проектирования, имея ввиду максимальную экономию времени и высокую производительность.
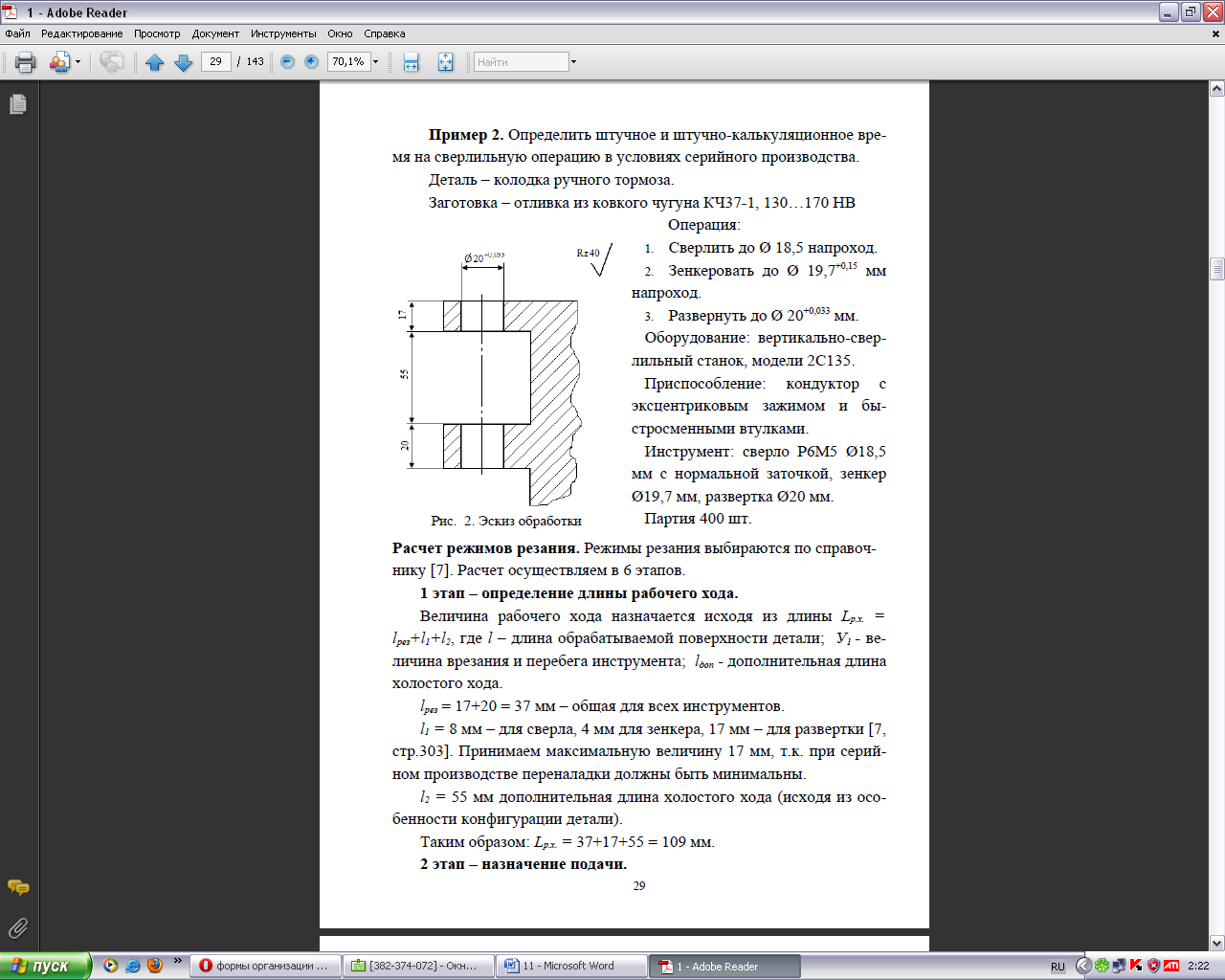
14. Расчет режимов резания