

1.7 Расчет и конструирование оголовка колонны и ее стыков
Оголовок служит опорой для балок, ферм и распределяет сосредоточенную нагрузку на колонну равномерно по всему сечению стержня.
Давление на колонну передается на опорную плиту 6 – рисунок 7, а затем на опорное ребро 7 и через ребро 8 на ветви колонны и далее равномерно распределяется по сечению колонны. Поперечное ребро 9 препятствует скручиванию опорных ребер.
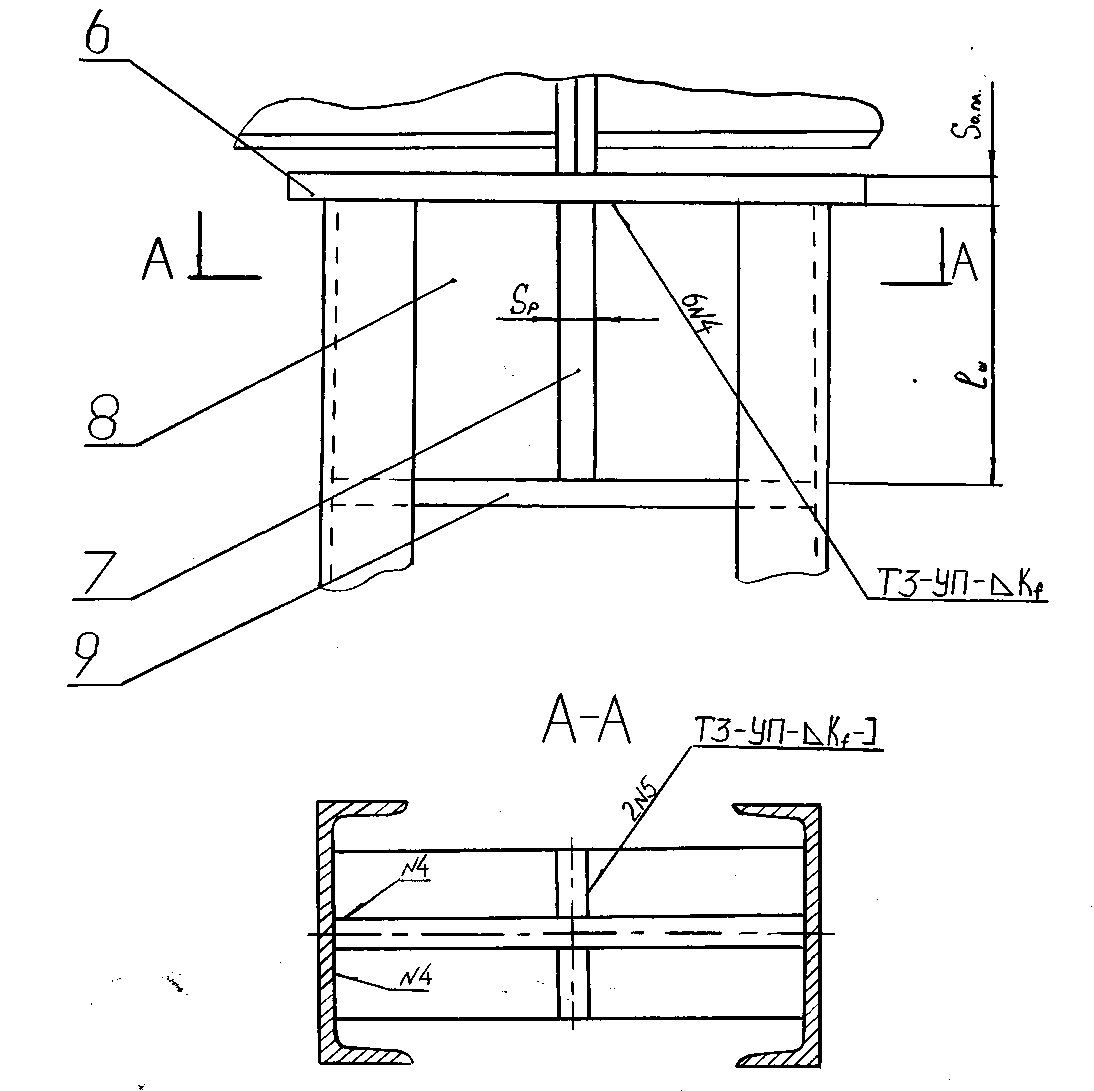
Рисунок 7 – Оголовок колонны
 Принимаем
толщину опорной плиты оголовка Sо.пл=
16 мм.
Принимаем
толщину опорной плиты оголовка Sо.пл=
16 мм.
Принимаем толщину опорных ребер Sр= 20 мм.
Если опорная плита оголовка устанавливается на фрезерованные торцы опорных ребер, то катеты сварных швов, прикрепляющих опорную плиту к опорным ребрам, принимаются конструктивно:
Кf=6 мм при Sо.пл=16...20 мм;
Кf=8 мм при Sо.пл=16...25 мм.
С опорных ребер давление на стенку колонны передается через вертикальные угловые швы.
Определяем требуемую длину вертикальных угловых швов lш, см, по формуле
![]()
где β – коэффициент, зависящий от способа сварки;
Кf – катет шва, принимается по минимальной толщине металла, см.
Проверяем ребро на срез , кН/см2, по формуле
![]()
где Ap – площадь ребра, см2;
Rs – расчетное сопротивление сдвигу, кН/см2.
![]()
 2
Технологический раздел
2
Технологический раздел
2.1 Выбор способа сварки и методов контроля качества
сварных соединений
Для изготовления колонны выбираем и обосновываем способ сварки, исходя из обеспечения высокой производительности и качества изготовления. Выбираем и обосновываем контроль качества сварных соединений.
2.2 Выбор режимов сварки и сварочного оборудования
Исходя из выбранного способа сварки, необходимо выбрать и обосновать параметры режима.
Критерием оптимального выбора режимов служит максимальная производительность процесса сварки при условии получения требуемых геометрических размеров поперечного сечения шва мы выбираем электро-дуговую сварку в среде защитном углеродистом газе плавящимся электродом, регламентируем ГОСТ-14-671-76
Основными параметрами режима полуавтоматической сварки под флюсом являются сварочный ток, диаметр, скорость подачи сварочной проволоки, напряжение на дуге, скорость сварки, материала сварочной проволоки
Таблица 5 – Режимы сварки
Катет сварного шва, мм |
Диаметр проволоки, d, мм |
Сварочный ток, Iсв, А |
Напряжение дуги, Uд, В |
Скорость подачи проволоки, Vпод, м/ч |
Скорость сварки, Vсв, м/ч |
Вылет электрода, lэ, мм |
Расход газа, л/мм |
6 |
1.0 1.2 |
500 |
250 270 |
425.4 459.4 |
16.5 17.9 |
8-15 |
8-15 |
Расчет режимов сварки производится всегда для конкретного случая.
Определяем скорость сварки Vсв, м/ч, по формуле
![]()
![]()
где αн – коэффициент наплавки;
I – сила тока, А;
γ – удельная плотность;
γ=7,85 г/см3;
Аш – площадь поперечного сечения шва, мм2.
![]()
где Кf – катет шва, мм;
q – высота усиления шва, мм.
![]()
Определяем скорость подачи сварочной проволоки Vпод, м/ч, по формуле
![]()
![]()
где d – диаметр сварочной проволоки, мм.
Учитывая выбранный способ и режимы сварки, выбираем сварочное оборудование. Рассчитанные диапазоны скоростей уточняем по паспортным данным полуавтомата. Далее описываем принцип работы, конструкцию и техническую характеристику выбранного сварочного оборудования.
Для контроля сварных швов колонны целесообразно выполнить макроализ, проверить сварные швы на наличие внутренних дефектов. Макроанализ выполняется с помощью контроля и замера размеров сварных швов специальными шаблонами.
Наличие внутренних дефектов можно выявить с помощью ультразвукового или магнитографического методов контроля качества.