

9. Змочування зволожених та занурених в воду поверхонь.
Замена воздушной среды жидкой существенно изменяет условия смачивания поверхности лакокрасочными материалами. Процесс смачивания в системе жидкость I, жидкость 2, твердое тело 3 определяется уравнением:
![]()
Отсюда следует, что для смачивания жидкостью I (лаком или краской) твердого тела необходимо, чтобы ее поверхностное натяжение было меньше, чем у жидкости 2. В практических условиях чаще всего жидкостью 2 служит вода, при этом встречаются два типичных случая:
когда вода в ограниченном количестве контактирует с поверхностью (окраска влажных и мокрых поверхностей);
когда имеется неограниченное количество воды (покрытие объектов и сооружений под водой).
В первом случае окраска может быть осуществлена на принципе связывания воды или изменения избирательного смачивания поверхности на границах двух антиполярных жидкостей; во втором - на принципе вытеснения одной жидкости другой.
10. Змочування поверхні на повітрі.
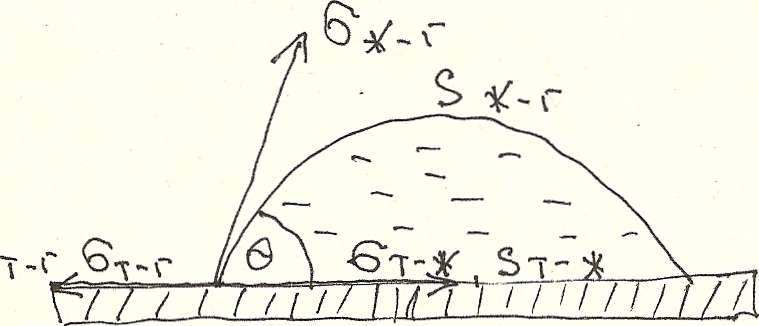
Рассмотрим каплю жидкого ЛКМ с краевым углом Θ, помещенную на твердую горизонтальную поверхность в воздушной среде. При отсутствии внешних воздействий капля имеет форму шарового сегмента.
 Если
обозначить через σт-г, σт-ж, σж-г
поверхностное натяжение на границе
раздела фаз твердое тело - газ, твердое
тело- жидкость и жидкость - газ, а через
Sт-г,
Sт-ж,
Sж-г
- соответственно поверхности раздела
фаз, участвующих в смачивании, то можно
оценить поверхностную энергию системы,
как
Если
обозначить через σт-г, σт-ж, σж-г
поверхностное натяжение на границе
раздела фаз твердое тело - газ, твердое
тело- жидкость и жидкость - газ, а через
Sт-г,
Sт-ж,
Sж-г
- соответственно поверхности раздела
фаз, участвующих в смачивании, то можно
оценить поверхностную энергию системы,
как
Yпов = σт-г* Sт-г + σт-ж* Sт-ж + σж-г* Sж-г
Она всегда меньше суммы поверхностных энергий отдельно взятых веществ, поскольку имеет место смачивание поверхности, которое связано с понижением поверхностной энергии системы (выделяется теплота). Для удаления капли с поверхности должна быть затрачена работа, которую можно вычислить как произведение работы адгезии Wa на площадь поверхности контакта жидкости с твердым телом Sт-ж
Всвою очередь, работа адгезии может быть определена из известного уравнения Юнга:

Произведение σж-г*cosΘ называется энергией смачивания или адгезионным напряжением. Работа адгезии тем больше, чем сильнее взаимодействие контактирующих фаз.
Робота адгезии при смачивании твердых тел обычно положительна, поскольку между телами любой природы всегда действуют силы межмолекулярного притяжения. Поэтому равновесные краевые углы, как правило, меньше 180 (абсолютное несмачивание не реализуется)/
Рассмотренные термодинамические зависимости характерны для идеального случая: капля жидкости на чистой гладкой поверхности. В реальных условиях на процессах смачивания и растекания сказываются многие факторы: шероховатость и неоднородность поверхности, присутствие загрязнений в виде адсорбированных газов и паров, многокомпонентность лакокрасочных составов. Поэтому более правильно говорить о равновесной обратимой работе адгезии Wa*, которая может быть вычислена по уравнению:
![]() где
m
и φ - постоянные;
где
m
и φ - постоянные;
![]() поверхностное натяжение жидкости,
ориентированной силовым полям твердой
поверхности);
поверхностное натяжение жидкости,
ориентированной силовым полям твердой
поверхности);
![]() поверхностное натяжение твердого
тела в вакууме и в среде газа - воздуха.
поверхностное натяжение твердого
тела в вакууме и в среде газа - воздуха.
Для подложек с высокой поверхностной энергией (металлы, силикаты) φ нередко достигает больших значений.
Признаками плохого смачивания поверхности является «сбегание» - собирание краски в отдельные островки и капли. Такое явление часто наблюдается при нанесении водных красок на плохо обезжиренные поверхности, также изделия, предварительно покрытые масляными красками, гидрофобные поверхности пластмасс. Влажные поверхности не смачиваются гидрофобными красками. Повышение пористости покрытия, наличие волнистости при нанесении жидких красок распылением и при сплавлении порошковых красок во многом являются следствием неудовлетворительного смачивания и растекания красок по поверхности. Улучшение смачивания и растекания достигается изменением свойств (в первую очередь, поверхностного натяжения, степени гидрофильности или гидрофобности) ЛКМ, поверхности подложки или того и другого одновременно.