

63. Формування покриттів із дисперсій та порошків полімерів.
Формирование покрытий из водных дисперсий полимеров
ЛКМ воднодисперсионного типа характеризуются наличием двух фаз: твердой - полимера и добавок (пигменты, ПАВ) и жидкой - воды. Водные дисперсии относятся к лиофобным коллоидным системам, размер частиц (глобул) составляет 0,01-0,25 мкм.
Пленкообразование из водных дисперсий (латексов и полимеров) рассматривается как процесс ликвидации межфазной границы полимер - среда на поверхности подложки при одновременном удалении дисперсионной среды. Внешними признаками процесса является уменьшение объема и оптической плотности пленок (для непигментированных образцов) и увеличение их объемного электрического сопротивления.
Пленкообразование связано с золь-гель переходом (астабилизацией латекса) и последующим самопроизвольным сжатием (контрактацией) образованного промежуточного геля до состояния монолитной пленки.
Формирование покрытий из органодисперсий полимеров
Применяемые для получения покрытий органодисперсионные материалы изготовляю как на аморфных, так и кристаллических полимерах. Это двухфазные системы, занимающие промежуточное положение между коллоидными системами и грубыми дисперсиями. Размер частиц дисперсной фазы колеблется от долей микрометра до десятков микрометров. Дисперсионной средой служит органический растворитель или смесь растворителей: активного (диспергатора) и неактивного (разбавителя). Наибольшее применение в технологии покрытий получили органодисперсии фторопластов, пентапласта, поливинилхлорида и полиэтилена. Органодисперсии полимеров в зависимости от их состава являются дисперсиями либо лиофобного, либо переходного типа.
Формирование покрытий из органодисперсий связано с удалением дисперсионной среды и коалесцепцией полимерных частиц, т.е. золь- гель переходом, который носит необратимый характер.
Формирование покрытий из порошковых пленкообразователей
Порошковые полимеры (аэродисперсии) относятся к грубым дисперсиям. Они обладают избытком поверхностной энергии. Формирование покрытий из порошковых лакокрасочных материалов связано с деформацией и слиянием их частиц под влиянием поверхностной энергии. Эти процессы с удовлетворительной скоростью проходят в вязкотекучем состоянии полимеров, когда вязкость последних достигает 100-1000 Па*с.
Порошкообразные пленкообразователи переводят в вязкотекучее состояние на поверхности подложки нагреванием или дозированием, введением растворителя (пара или аэрозоля). При этом роль растворителей могут выполнять и мономеры.
64. Формування покриттів із розчинів полімерів і олігомерів.
Более 90% промышленных лаков и красок содержат растворители. Поэтому пленкообразование из растворов, связанное с удалением из них растворителей, крайне распространено в технологии лакокрасочных покрытий. Растворители удаляют обычно испарением.
С кинетической точки зрения процесс испарения растворителей можно разделить на две стадии:
I - испарение растворителей из жидкой пленки, контролируемое поверхностными явлениями;
II - испарение из сформировавшейся твердой пленки, определяемое диффузионными процессами в массе полимерного материала.
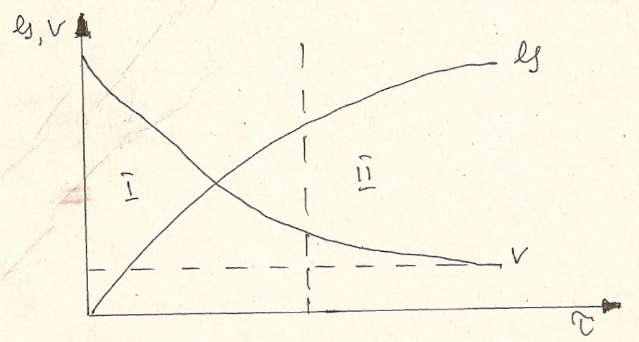
Рис.5. Кинетика испарения растворителей G и изменение объема V лакокрасочного материала при пленкообразовании.
Первую стадию из-за низкой вязкости и наличия конвективного перемешивания раствора можно рассматривать как испарение растворителей со свободной поверхности. Вторая стадия испарения обычно начинается при содержании растворителя в пленке 5-15%, когда вязкость раствора становится высокой и вследствие этого не происходит его конвективного перемешивания.
При отверждении пленки (переходе в стеклообразное состояние) вязкость пленкообразователей достигает 1Ο11- 1012 Па*с. В этих условиях коэффициент диффузии растворителей крайне мал, обычно не превышает 10^(-7) см2/с. Это затрудняет диффузионный перенос растворителей особенно на последних стадиях формирования покрытий. Вследствие односторонней диффузии в пленке всегда имеет место определенный градиент концентрации растворителя по толщине: его содержание возрастает от периферии к подложке.
Испарение растворителей сопровождается изменением многих параметров системы: уменьшается объем материала в основном за счет толщины слоя, увеличивается поверхностное натяжение, понижается температура пленки вследствие затраты теплоты на парообразование. Эти изменения сказываются на структуре и свойствах образующихся покрытий. Особенно сильно влияют на структурные характеристики природа растворителя, его термодинамическое "качество" по отношению к пленкообразователю, поверхностное натяжение и летучесть (скорость испарения из пленки). Наиболее качественные покрытия получаются из стабильных растворов, пленкообразование из которых не связано с фазовыми превращениями системы.
Напротив, часто встречающиеся дефекты пленок - наличие шагрени ("апельсиновой корки"), лучевидных разводов, сотовой структуры (образование т.н. ячеек Бенарда) - обычно возникают при применении недостаточно хороших в термодинамическом отношении растворителей с высоким давлением паров и низким поверхностным натяжением.
Качество растворителей влияет на многие другие свойства покрытий: механические, адгезионные, стойкость к старению. Это влияние может быть непосредственным и проявляться в каталитическом или стабилизирующем действии остаточного растворителя на полимер или косвенным, т.е. проявляться через структуру материала пленки (глобулярная, фибриллярная, ячеистая и т.п.). При формировании покрытий из растворов, как и из любых жидких ЛКМ, различают два состояния пленок: высыхание, от пыли, когда пленка утрачивает липкость, и практическое высыхание, когда покрытие приобретает твердость, необходимую для последующей обработки изделий. Время высыхания "от пыли" обычно коррелируется с продолжительностью испарения из пленки примерно 60% растворителей, растекание же ЛКМ на поверхности прекращается уже при испарении 25-30% растворителя.
О завершенности процесса формирования покрытия обычно судят по их твердости, липкости, электрическим параметрам.