

11.4. Получение деталей из пластмасс методом литьевого прессования
Литьевое прессование осуществляют на обычных гидравлических прессах для прямого прессования. Производительность пресса 3 т. в год, развес отливаемых деталей до 0,4 кг. Литье осуществляют следующим образом: в цилиндр загружают крошку или отходы полиамида. Плунжер вводят в цилиндр и сжимают материал. Одновременно происходит нагрев массы: при температуре 250° С полиамид переходит в жидкое состояние, температуру поддерживают при помощи терморегулятора, после нагрева до температуры плавления поворотом рычага создают необходимое давление прессования, строго по соплу устанавливают пресс-форму.
После нагнетания жидкого материала и необходимой выдержки деталь извлекают из пресс-формы.
Литьевые прессы применяют для литья небольших партий деталей. Для литья крупных партий деталей и получения более высоких механических характеристик отливок используют автоматизированные литьевые машины термопластавтомашины.
В машинах такого типа процесс литья состоит из нагрева термопласта в цилиндрах и нагнетания плунжером масла под высоким давлением в сомкнутую пресс-форму. Литьевые машины экономичнее других машин для переработки полимеров (рис. 11.1). Процесс расплавления и литье деталей в литьевых машинах происходят значительно быстрее, чем в автоклавах и прессах, намного выше и производительность.
В настоящее время получили развитие термопластавтоматы с предварительной пластификацией материала (шнековой или порошковой). Пластификацию применяют с целью равномерного нагревания и уменьшения необходимого давления нагнетания. Наибольшее распространение получили литьевые машины типа ЛМ. Созданы и выпускают более совершенные машины типа ТП на 8, 16, 32 см3 без предварительной пластификации; на 63, 125, 250 и 500 см3 с предварительной пластификацией.
Литьевые машины в зависимости от направления разъема пресс-формы классифицируют на: горизонтальные, вертикальные и угловые; от типа привода - на механические и гидравлические; от количества литьевых цилиндров - на одноцилиндровые, многоцилиндровые.
Для литья под давлением используют материал в виде гранул или порошка.
11.5. Материал и оборудование
С целью повышения качества изделий из пластических масс необходимо создавать новое оборудование, которое будет иметь высокую производительность и сравнительно небольшие размеры. Это даст возможность более экономично использовать производственные площади и снизить металлоемкость оборудования. Изготовлены пневмогидравлические прессы, обладающие высокими техническими, характеристиками, что позволяет применять их в автоматическом режиме прессования.
Характеристики прессов приведены в табл. 11.1.
Сравнительный анализ показывает, что пневмогидравлические прессы менее металлоемки. Кроме того, в отличие от гидравлических, в них отсутствует бак с рабочей жидкостью, насосы высокого и низкого давления.
Работает пневмогидравлический пресс следующим, образом. Сжатый воздух подается через штуцер 10 (рис.11.2) в полость нижнего цилиндра 12, вытесняя из него рабочую жидкость через отверстие, образованное истоком нижнего поршня 11 и клапаном 7. Верхняя подвижная плита 1 и
корпус цилиндров 9 с направляющими колоннами 2 опускаются вниз при низком давлении. При подаче сжатого воздуха через штуцер 13 поршень со штоком, поднимаясь вверх, создает высокое давление рабочей жидкости в полости верхнего цилиндра 6.
Коэффициент усиления пневмогидроусилителя определяется по формуле:
![]() (11.1)
(11.1)
где D – диаметр поршня – пневмоцилиндра; d – диаметр штока гидроцилиндра.
Таблица 11.1.
Технические характеристики прессов.
Марка |
Максимальное усилие смыкания, т. |
Рабочий размер плит, мм. |
Габариты, мм. |
Масса, кг. |
Расход сжатого воздуха, м3 |
ПГП-1 |
30 |
300х300 |
500х400х1500 |
400 |
1,0 |
ПГП-2 |
40 |
300х300 |
500х400х1700 |
450 |
1,2 |
ПГП-3 |
20 |
800х800 |
1000х900х1950 |
1000 |
1,5 |
ПГП-4 |
100 |
600х600 |
900х650х1950 |
1500 |
2,5 |

Рис. 11.1. Схема литьевого пресса: 1– тигель; 2– рабочий цилиндр; 3– пресс–форма; 4– нагреватель; 5– кран с калиброванным отверстием.
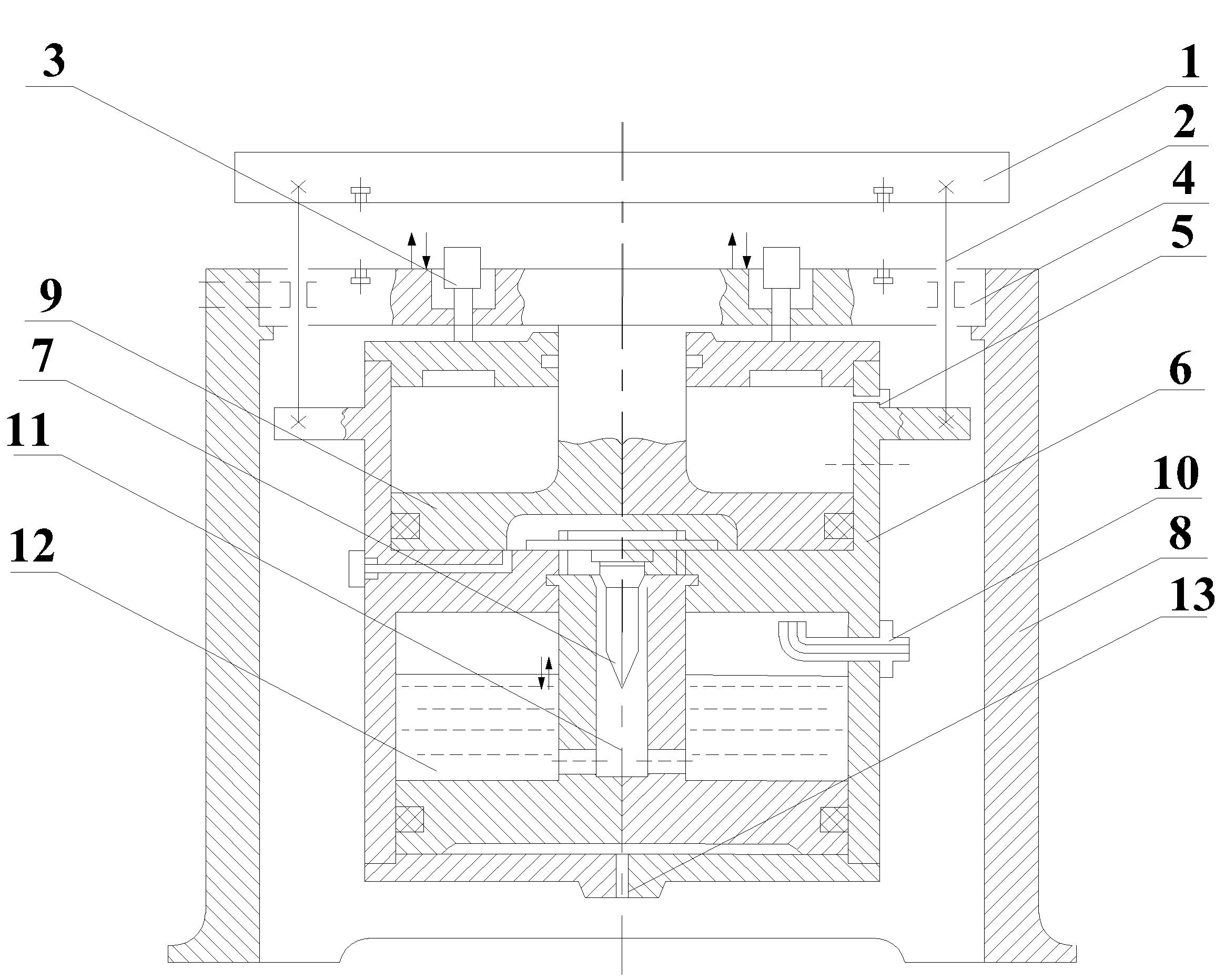
Рис. 11.2. Схема пневмогидравлического пресса: 1– плита; 2– направляющая колонна; 3– выталкиватель; 4– неподвижная плита; 5– клапан сброса давления; 6– верхний цилиндр; 7– клапан; 8– корпус; 9– корпус цилиндров; 10– штуцер; –отверстие нижнего поршня; 12– нижний цилиндр; 13– штуцер.