

Тема: 5 Обработка резцами из быстрорежущих сталей. Чистовая обработка.
Резцы из быстрорежущих сталей по форме передней поверхности аналогичны твердосплавным резцам того же назначения, но имеют отличные от них углы резания и размеры элементов головки. Резцы с полоской передней поверхностью и положительным передним углом рекомендуется применять при обработке чугуна; бронзы с подачей.
Чистовая обработка. Целью чистовой обработки является получение поверхностей с малой шероховатостью точных по форме размеров.
Форма передней поверхности чистовых твердосплавных резцов соответствует форме твердосплавных резцов, применяемых при черновой обработке.
Установка резца относительно делали при чистовой обработке должна исключать возникновение дефектов на обрабатываемой поверхности, что достигается установкой вершины резца по оси заготовки или несколько ниже её. Вывет резца при закреплении должен быть минимальным.
9
Тема: 6 Обработка резьбовых поверхностей.
Нарезание внешней и внутренней резьбы. Отделка плоскостей. Вершина резца при перемещении с постоянной скоростью вдоль вращающейся заготовки при резании оставляется на ее поверхности винтовую линию. Наклон винтовой линии к плоскости, перпендикулярно оси вращения заготовки зависит от частоты вращения шпинделя с заготовкой и подачи называется М подъема винтовой линии. Резьба - винтовая поверхность образованная на телах вращения и применяется для соединения, уплотнения или обеспечения заданных перемещения детали машин и механизмов. Профилем резьбы называется контур сечения резьбы в плоскости, проходящей через ее ось. Резьба бывает левая и правая. На токарных станках наиболее широко применяется метод нарезания наружной и внутренней резьбы резцами. Резьба бывает стержневая призматическая и круглая. Наружную резьбу нарезают прямыми или отогнутыми резцами: внутреннюю изогнутым резцом и прямым резцом. Расположение режущих кромок резца должно соответствовать профилю обработанной резьбы. Резьбонарезные резцы делают из быстрорежущей стали и твердых сплавов. Точность резьбы зависит от правильной установки резца, для этого использую шаблон. Профиль резца совмещают с прощелем шаблона и проверяют правильность установки резца по просвету. Для нарезания наружной резьбы на вин
10
тах, бортах, шпильках и др. деталях применяют плашки. Участок детали, где нужна резьба плашкой, предварительно обрабатывают а - обработанная поверхность > наружного а. Для нарезания наружной и внутренней резьбы применяют винторезные головки на токарных станках. При нарезании наружной резьбы более распространены головки с круглыми гребенками они позволяют работать м большим количеством переточек и обладают большей скоростью, чем радиальные тонильциальные гребенки.
11
Тема: 7 Обработка торцовых поверхностей. Торцовая обточка и отрезка.
Резцы для обработки торцов и уступов. Торцы и уступы обрабатывают подрезными, проходными отогнутыми или проходными резцами.
Подрезной резец (изготавливают) предназначен для обработки наружных торцовых поверхностей. При подрезании торца подача резца осуществляется перпендикулярно оси обрабатываемой детали. Подрезной резец позволяет обрабатывать различные торцовые (детали) и другие поверхности с продольной и поперечной подачи. Подрезные резцы изготавливают с пластинами из быстрорежущих сталей и твердых сплавов. Головный задний угол а=10-15, передний угол выбирают в зависимости от обрабатываемого материала.
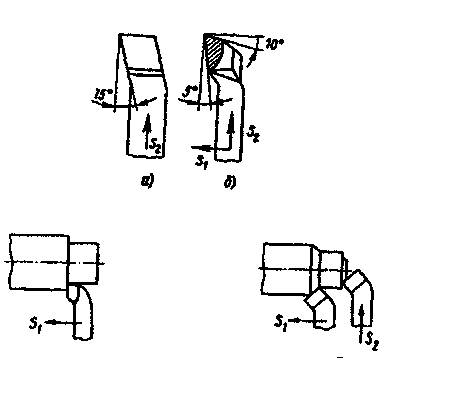
б) для работы с продольной и поперечной подачей а) для обработки наружных торцов
а) Проходной упорный для подрезки торцов и
обтачивание уступов при подол, подачи, в) Проходной оточн. для подрезки торца и поперечн. и продол, под.
12
Резцы для подрезания торцов должны устанавливаться точно по оси детали, иначе останется выступ.
Режимы резанья: Поперечная подача обычно меньше продольной. Поперечные подачи 0,3 - 0,7 мм/об при глубине резания 2-5 мм, для чистовой обработки 0,1 - 0,3 мм/об при глубине 0,7 - 1 мм.
Скорость резания для обработки торцов и уступов обычно на 20% выше чем наружных цилиндрических поверхностей.