

3.3Разработка маршрута восстановления. Маршрут восстановления
-
005
Моечная
010
Дефектовочная
015
Сверлильная
020
Наплавочная
025
Хонингование
029
Мойка
030
Контроль качества
3.4 Выбор установочных баз.
Технологические базы обрабатывают с высокой точностью. При их выборе руководствуются следующей схемой:
Поверхности, являющиеся базовыми, обрабатываются в первую очередь;
Стараться использовать базы завода;
Поверхности, связанные с точностью относительного положения, обрабатываются с одной установки
За установочные базы наиболее целесообразно принимать центровые отверстия;
Если в процессе восстановления деталь должна быть обработана по всем поверхностям, за установочную базу необходимо принять такую базу, при использовании которой можно обработать за одну установку все основные и вспомогательные поверхности;
Принятая установочная база должна сохраняться на всех операциях технологического процесса, если это невозможно, то за следующую базу необходимо принимать обработанную поверхность детали, которая размерно связана непосредственно с обрабатываемой;
При выборе установочной базы необходимо помнить, что поверхность, должна оставлять детали минимальное и в то же время достаточное число степеней свободы.
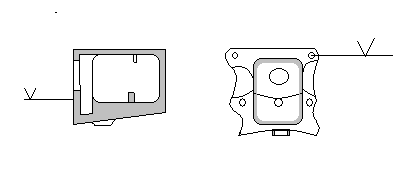
У картера имеется развитая плоская поверхность и два установочных отверстия, используемые в качестве установочной базы как при изготовлении, так и при восстановлении. Они являются базами завода и используются во всех операциях технологического процесса. Исходя из этого выбираем их как установочную базу.
3.5 Выбор оборудования и инструментов
Для моечной:
При эксплуатации автомобилей смазочные материалы претерпевают значительные изменения, вызываемые процессами <<старение>> - окисление и полимеризации.
Вид загрязнения асфальто-смолистые отложения, остатки топливно-смазочных материалов, продукты коррозии. Могут быть как твердые так и жидкими. Имеют переходную структуру – от смолообразного до твердого фазового состояния. Карбены и карбоиды являются продуктами глубокого преобразования ТСМ и представляют собой твердые вещества с высокой поверхностной активностью. Эти продукты прочно удерживаются на поверхности.
Промыть деталь моечной машиной АКТБ-114.
Использовать раствор: Лабомид-311 содержит (% по массе): трихлорэтана – 60, трикрезола – 30, синтанола ДС-10 – 5, алкилсульфатов – 5. Для употребления готовят смесь указанных компонентов в керосине или воде в концентрациях от 5 до 100 %
Для дефектации:
Применяют, импульсный метод контроля, основанный на явлении отражения УЗК от границы раздела веществ. Высокочастотный генератор импульсного дефектоскопа вырабатывает импульсы определенной длины, которые направляются преобразователем в контролируемую деталь. После отражения импульс возвращается к преобразователю, который в это время переключается на прием, оттуда отраженный импульс через усилитель поступает на экран электронно-лучевой трубки (ЭЛТ).
Импульсный ультразвуковой дефектоскоп УД-10УА. Мах. Глубина прозвона для стальных деталей 2,6 мм, а min – 7мм.
Для токарной операции:
Выбирают токарно-винторезный станок1Д63А и расточной резец.
При нормальных условиях работы основной дефект деталей этого класса – износ.
Перегрузка и усталость металла, нарушение смазки трущихся поверхностей вызывают нагрев и деформацию детали, интенсивный износ, задиры и схватывания на поверхностях трения.
Для сверлильной операции:
Выбирают сверлильный станок.
При
нормальных условиях работы основной
дефект деталей этого класса – износ.
Перегрузка и усталость металла, нарушение
смазки трущихся поверхностей вызывают
нагрев и деформацию детали, интенсивный
износ,  задиры
и схватывания на поверхностях трения.
Восстановление таких деталей начинают
с удаления обломанных шпилек и болтов,
повреждений резьбовых отверстий, а
также устранения трещин и других
повреждений.
задиры
и схватывания на поверхностях трения.
Восстановление таких деталей начинают
с удаления обломанных шпилек и болтов,
повреждений резьбовых отверстий, а
также устранения трещин и других
повреждений.
Для наплавочной:
Применяют наплавочную установку или токарно-винторезный станок 1Д63А совместно с наплавочной головкой А580М, ОКС5523. При наплавке деталь устанавливают в центрах или в патроне токарного станка, а наплавочную головку в суппорте. Электродная проволока подается из кассеты 2 роликами подающего механизма наплавочного аппарата в зону горения дуги. Движение электрода обеспечивается вращением детали. Флюс, который не расплавился можно использовать заново.
Для хонингования
используется хонинговальный станок ЗГ833и ЗА83С-33. Черновое хонингование производят брусками КЗ 1 ОСТ 1 К, а чистовое производят брусками КЗМ20СМ1К.
Для контрольной:
Для контроля деталь укладывают на стол контролера и затем начинают проверку. Сначала проверяют деталь визуально на наличие видимых дефектов – обломов, трещин, изломов и др. проверяют номинальные размеры штангенциркулем или нутромером.