

6.3.2 Фрезерная обработка
Кинематической особенностью фрезерования является вращение инструмента и поступательное или сложное движение заготовки (рис.6.5). При фрезеровании происходит прерывистое нагружение лезвий инструмента, что приводит к значительным динамическим усилиям и является причиной возникновения вибраций. Поэтому при фрезеровании сечение среза одним лезвием инструмента существенно меньше, чем при точении. При фрезеровании в большей степени, чем при точении, геометрия обработанной поверхности зависит от формы инструмента. Типаж фрез очень широк, а кинематика процесса позволяет получать сколь угодно сложные поверхности (рис.6.6).

Рис 6.5
Время обработки поверхности при фрезеровании:
мин
L L L * II * Офр Т = -- = =
Sм Sz n Z 1000 * V * Sz * Z где
L- длина прохода фрезы, Dфр - диаметр фрезы, Z - число зубьев фрезы, V скорость резания, Sz - подача на зуб.
Производительность обработки могла бы быть сколь угодно высокой, если бы величина управляющих параметров не была ограничена физическими факторами.
Так же, как и при точении, скорость резания ограничена теплостойкостью инструментального материала, и при превышении определённого предела быстрый износ инструмента делает процесс экономически невыгодным.
Выбор глубины резания и подачи на зуб должен быть увязан с прочностью режущего инструмента. При выборе величины подачи на зуб следует также учитывать требования к шероховатости обработанной поверхности.
Технологические возможности фрезерования
1. Обрабатываемый материал. Обычно это незакаленные стали, цветные металлы, сплавы с твердостью менее HRC40. Появление современных сверхтвердых материалов позволяет, в ряде случаев, обрабатывать плоские поверхности закаленных сталей, но процесс не нашел широкого применения из-за узких технологических возможностей
(только открытые плоские поверхности) и недостаточной точностью обычных фрезерных станков.
2.Форма и размеры получаемой поверхности может быть чрезвычайно сложной. Например, при обработке на копировально-фрезерных станках лопаток турбин, гребных винтов судов и т.д. Фрезерные станки могут быть чрезвычайно малых размеров (гравировально-фрезерные) и гигантских размеров, для обработки деталей с размерами более 20м
(продольно-фрезерные и специальные станки).
3. Экономическая точность обработки при фрезеровании 9-14 квалитеты. Шероховатость Rz=80 – Rz=10. В ряде случаев точность может достигать 7 квалитета, при шероховатости Rz=5.
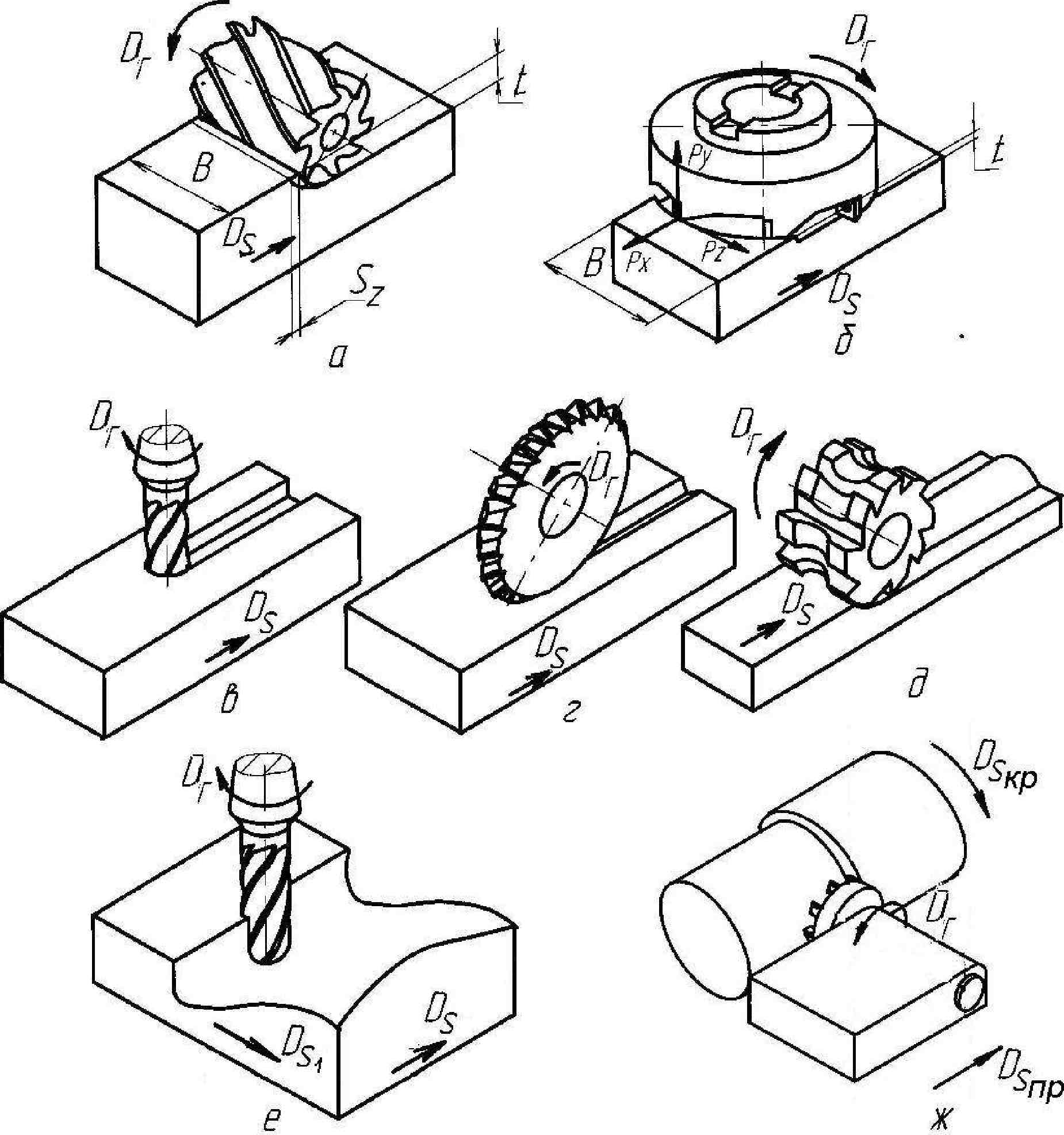
Рис.6.6.Различные схемы обработки поверхностей фрезерованием: а,б- плоскости цилиндрической и торцевой фрезой, в,г- паза концевой и дисковой фрезой, д – профильной поверхности фасонной фрезой, е – поверхности двойной кривизны концевой фрезой при перемещении ее по сложной траектории, ж- фрезерование вращающейся заготовки (ротационное фрезерование)
Вопросы для самопроверки:
1.Выбор каких управляющих параметров определяет производительность обработки конкретной поверхности?
2. Почему максимально допустимое сечение срезаемого слоя одним лезвием инструмента при фрезеровании меньше, чем при точении?
3.Какие виды поверхностей невозможно обработать фрезерованием?
4.Какова достигаемая фрезерованием точность и шероховатость обработанных поверхностей?
5. В каких единицах измеряются: частота вращения фрезы, подача на зуб, глубина фрезерования, ширина фрезерования?