

4. Зубчатые цилиндрические передачи
Зубчатая передача состоит из двух колес, имеющих чередующиеся зубья и впадины.
Меньше из колес называют шестерней, а большее- колесом, параметры шестерни будем обозначать индексом 1, а колеса-2.
Зубчатые передачи предназначены для изменения угловых скоростей, моментов и их направлений.
Зубчатые передачи классифицируются:
- по окружной скорости: тихоходные при υ < 0,5м/с, среднеходные при υ = 0,5…3м/с; быстроходные при υ >15 м/с.
-по типу зубьев: прямые, косые, шевронные;
-по расположению осей валов: с параллельными осями валов у цилиндрических, с пересекающимися осями у червячных;
-по твердости рабочих поверхностей зубьев, НВ≤350 ; HB>350;
-по степени защищенности: закрытые передачи, открытые передачи.
Достоинство зубчатых передач: постоянство передаточного числа U, отсутствие проскальзывания, долговечность, ресурс зубчатых передач 36000 ч., передача энергии между валами, высокий КПД, простота обслуживания и ухода.
Недостатки: высокие требования к точности изготовления колес и сборки передач, повышенная жесткость их корпусов, опор, валов, шум.
Различают:
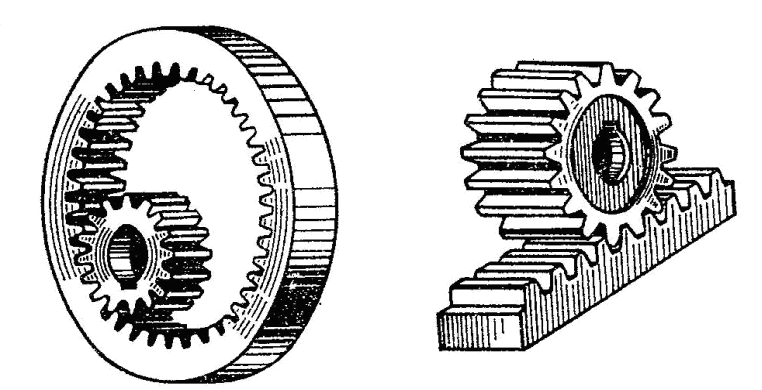
-колеса внутреннего зацепления, при котором направления вращения колес совпадают.
Такое зубчатое зацепление может быть использовано для преобразования вращательного движения шестерен в поступательное движение рейки и наоборот.
Рис. 6 а) Внутреннее зубчатое зацепление |
Рис 6 б) зацепление зубчатого колеса с рейкой |
-- колёса внешнего зацепления, при котором сопряжённые колёса вращаются в противоположном направлении.
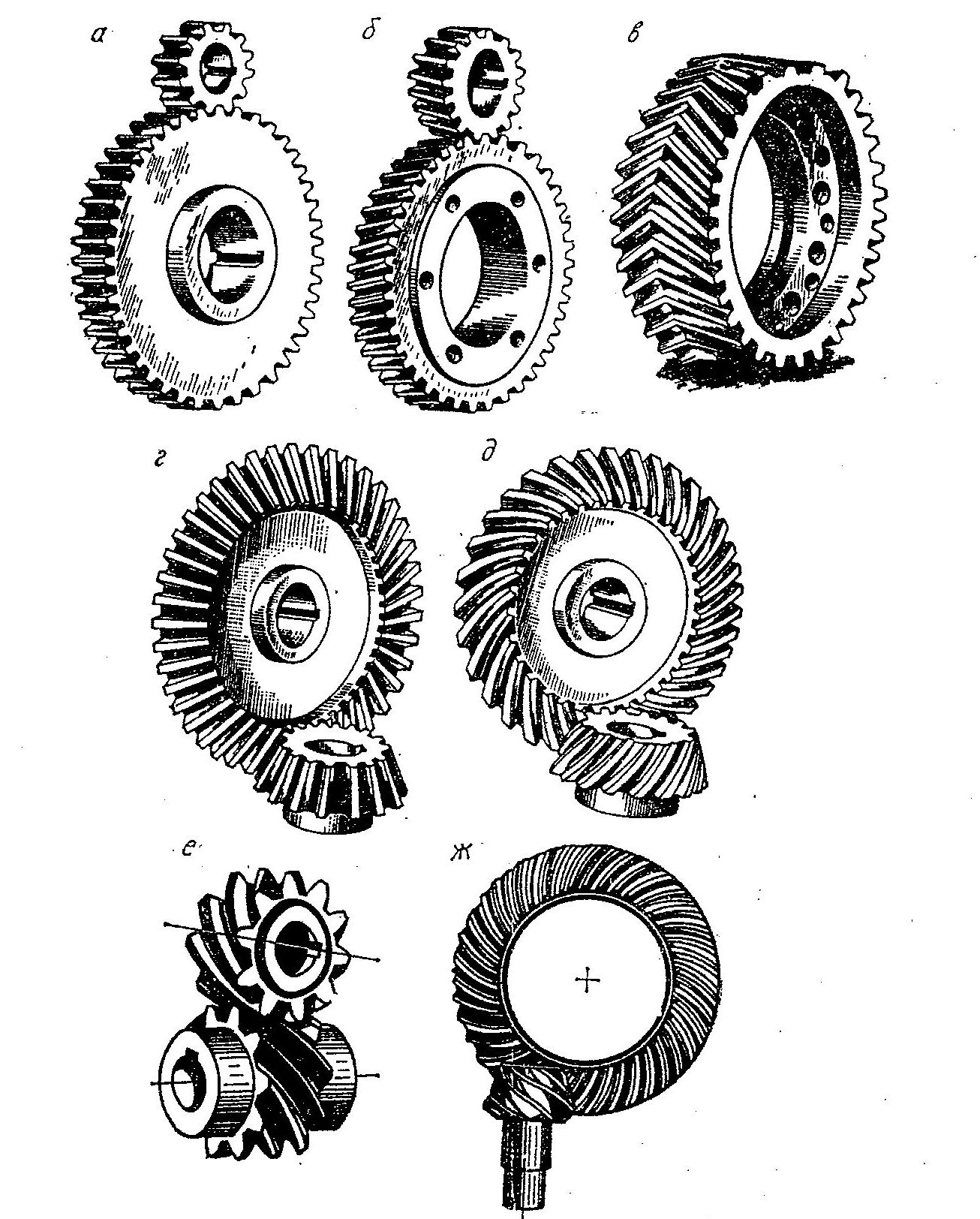
Рис. 7 Виды зубчатых передач с колёсами внешнего зацепления.
4.1 Материалы, термообработка и допускаемые напряжения.
Зубчатые колёса изготавливают из углеродистой или легированной стали, а при больших размерах (d>500 мм) применяют стальное литьё.
Основным материалом для изготовления зубчатых колёс служат легированные и углеродистые стали.
Стальные зубчатые колёса в зависимости от твёрдости рабочих поверхногстных слоёв условно принято делить на две группы:
- с твёрдостью HB<350.
Для получения такой твёрдости колёса подвергают нормализации или улучшению, зубья нарезают после окончательной термообработки.
- с твердостью HB>350, т.е. HRC 45.
Для получения такой твердости колеса, необходимо зубья этих колес нарезать до термообработки и только после их нарезки, выполнить термообработку типа закаливания, цементирования, нитроцементирования, азотирования и др.
Зубчатые колеса с твердостью HB>350 применяют в средне и высоконагруженных передачах в целях уменьшения их габаритов.
При выборе материалов следует обеспечить для шестерни более высокие механические характеристики, чем для зубчатого колеса.
Возможно так же изготовление шестерни и колеса из стали одной и той же марки, но с разной термообработкой. Это необходимо для лучшей приработке зубьев.
При HB>350 рекомендуют иметь твердость шестерни больше твердости колеса не менее чем на (20…30) единиц.
Допускаемое контактное напряжение определяют по формуле
![]() ,
,
где σ нlimb – предельное напряжение материала (МПа)
[Sн] = (1…1,3) – нормативный коэффициент безопасности при поверхностном упрочнении зубьев.
![]() =
1 – коэффициент долговечности.
=
1 – коэффициент долговечности.
Таблица 6.
Механические свойства сталей, применяемых для изготовления зубчатых колес.
марка стали |
термообработка |
твердость на поверхности зубьев |
σ Hlimb (мПа)
|
σ Flimb (мПа)
|
40, 45, 50, 40X, 40XH, 50XH |
нормализация, улучшение |
НВ 180…350 |
2НВ+70 |
1,8*НВ |
40X, 40XH, 40XФA |
объемная закалка |
HRC 45…55 |
16,5*HRC+135 |
500…550 |
40Х,40ХН2МА, 50ХН,40ХН, 35ХМ,45ХЦ |
улучшение и закалка при нагреве ТВЧ |
HRC 48…58 |
17*HRC+200 |
650…700 |
20Х,20ХН, 20ХН2М, 12ХН2,12ХН3А, 25ХГТ,18ХГТ |
улучшение, цементация и закалка |
HRC 56…63 |
23HRC |
950 |
12ХГТ |
нитроцементация |
HRC 56…63 |
23HRC |
750 |
38ХМЮА,40Х, 40ХН2МА,40ХФА |
улучшение и азотирование |
HRC 50…60 |
1050 |
300+HRC |