

1.2.3. Приставные намагничивающие устройства
МСН 12.01, МСН 14 и МСН 15
Приставные намагничивающие устройства МСН 12.01, МСН 14 и МСН 15 на постоянных магнитах предназначены для намагничивания ферромагнитных изделий сложной формы при проведении контроля способом приложенного поля.
Устройства МСН 12-01, МСН 14 и МСН 15 представляют собой U-образные магнитные системы с гибким магнитопроводом (рис. 1.6), выполненные из материала с высокими магнитными характеристиками. Намагничивающие системы содержат магниты большой мощности, расположенные в держателях 2, которые имеют окраску, указывающую на полярность: красный цвет соответствует южному полюсу, синий – северному. От механических повреждений магниты предохранены полюсными наконечниками 1 и соединены друг с другом гибким магнитопроводом в кожаном чехле 3. максимальное расстояние между полюсами ограничивается длиной магнитопровода.
а
б
Технические характеристики намагничивающих устройств приведены в табл. 1.4.
Таблица 1.4
Технические характеристики намагничивающих устройств
МСН 12-01, МСН 14 и МСН 15
Наименование характеристики |
Намагничивающее устройство |
||
МСН 12-01 |
МСН 14 |
МСН 15 |
|
Высота полюсного наконечника, мм |
60 |
60 |
90 |
Диаметр полюсного наконечника, мм |
30 |
30 |
55 |
Максимальное расстояние между полюсами, мм |
750 |
750 |
750 |
Магнитная индукция в листе из стали марки сталь 10 размером 800 × 1500 × 15 мм при расстоянии между полюсами 400 мм, мТл, не менее |
25 |
25 |
80 |
1.2.4. Стандартные образцы предприятий
типа СОП-НО-021, СОП-НО-022
в зависимости от размеров выявляемых поверхностных и подповерх-ностных дефектов, а также от глубины их залегания ГОСТ 21104-75 устанавливает одиннадцать уровней чувствительности феррозондового метода, которые приведены в табл. 1.5.
Таблица 1.5
Условные уровни чувствительности феррозондового метода контроля
Условный уровень чувствительности |
Минимальный размер выявляемого дефекта, мм |
Максимальная глубина залегания дефекта, мм |
|
ширина |
глубина |
||
Поверхностный дефект |
|||
А1 |
От 0,002 до 0,005 |
От 0,007 до 0,15 |
– |
А2 |
От 0,005 до 0,012 |
||
А3 |
От 0,012 до 0,020 |
||
А |
0,1 |
0,2 |
|
Б |
От 0,1 до 0,2 |
От 0,2 до 1,0 |
|
Подповерхностный дефект |
|||
В1 |
От 0,02 до 0,004 |
От 0,2 до 0,15 |
10 |
В |
0,3 |
0,5 |
10 |
Г1 |
0,3 |
От 0,5 до 1,0 |
20 |
10 |
|||
Д1 |
От 0,3 до 0,5 |
От 0,5 до 1,0 |
30 |
Д |
От 0,3 до 0,5 |
От 0,5 до 1,0 |
5 |
Минимальная длина выявляемого дефекта при феррозондовом конт- роле – 2 мм.
Высокую достоверность контроля гарантирует настройка дефектоскопа с использованием СОП, которые предназначены для настройки рабочей чувствительности и проверки работоспособности дефектоскопов.
Магнитная система стандартного образца (рис. 1.7) содержит два уст-ройства 1 с постоянным магнитом 2, позволяющим регулировать магнитный поток в образце. Величина магнитного потока изменяется от нуля до максимального значения при вращении ручки 6. Фиксатор 7 предназначен для предотвращения произвольного проворачивания регулирующего устройства 1. Магнитная система помещена в кожух 5 с опорами 8.
Пластина СОП имеет размеры 300 × 40 × 10 мм и изготовлена из стали марки Сталь 3 или Сталь 20 ГФЛ. На пластине имеются три (или один) нормированных искусственных дефекта (ИД). Искусственные дефекты на стандартном образце изготовлены таким образом, чтобы градиент их полей рассеяния был равен градиенту поля рассеяния минимального допустимого дефекта объекта контроля.
На эталонном образце 4 расположены три искусственных дефекта, один из которых подповерхностный (внутренний) поперечный (глубина залегания – 4 мм, площадь – 17,5 мм2), два других – поверхностные (раскрытие – 0,15 мм, глубина – 3 мм, длина одного (поперечного) дефекта – 5 мм, второго (продольного) – 15 мм). Допускается применять пластины с одним ИД, значение градиента напряженности магнитного поля над которым соответствует минимальному значению градиента напряженности магнитного поля над ИД для СОП, имеющих три нормированных искусственных дефекта.
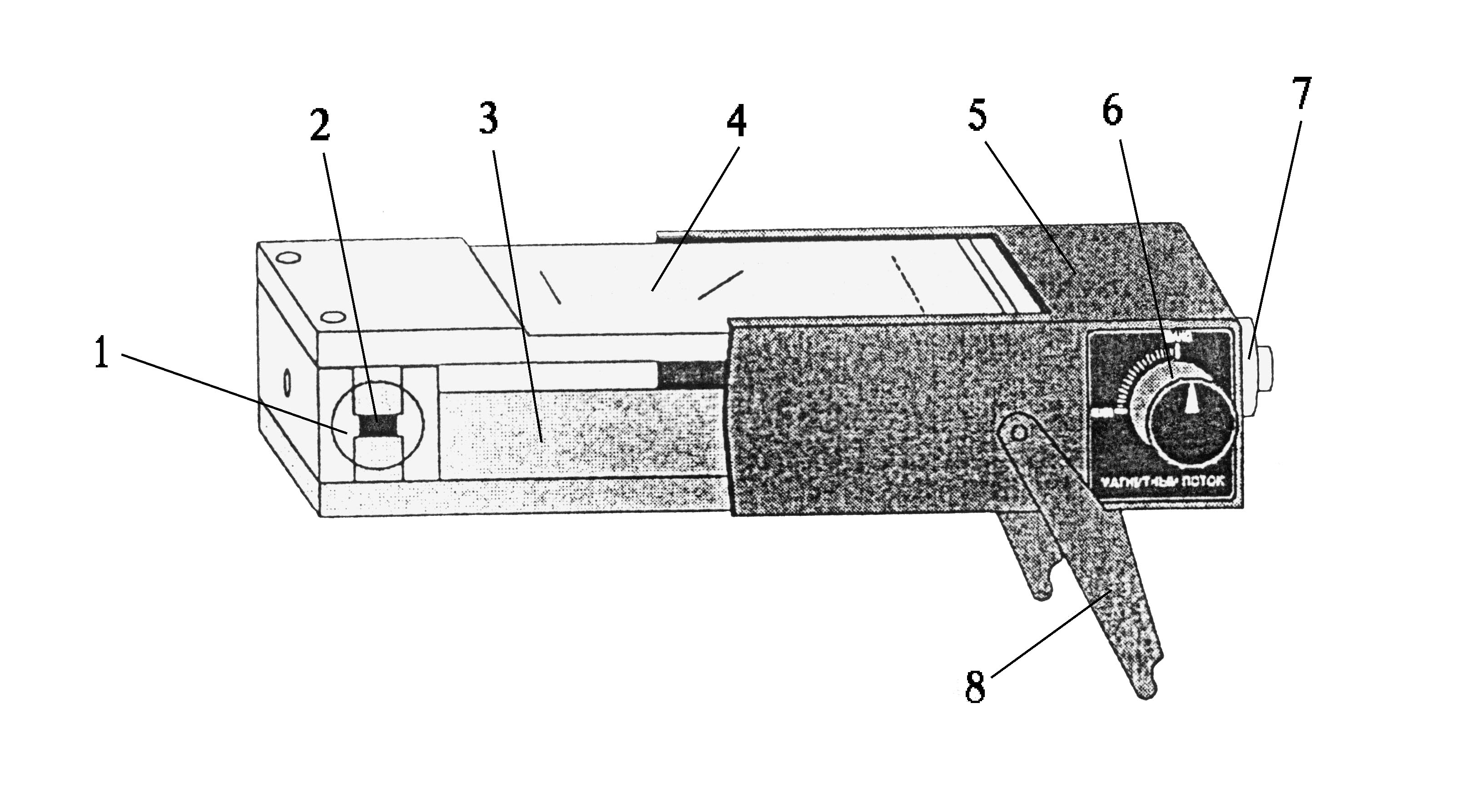
Рис. 1.7. Стандартный образец СОП-НО:
1 – устройство с постоянными магнитами и регулируемым зазором между ними; 2 – постоянные магниты; 3 – магнитопровод; 4 – стандартный образец (пластина из материала контролируемой детали с искусственными дефектами); 5 – кожух; 6 – ручка регулирующего устройства; 7 – фиксатор регулирующего
устройства; 8 – опора
Стандартные образцы предприятия, их назначение и основные характе-ристики приведены в табл. 1.6.
Таблица 1.6
Стандартные образцы предприятия, используемые для проведения ФЗК
Наименование СОП |
Номинальное значение градиента напряженности магнитного поля над ИД, А/м2 |
Погрешность воспроизведения градиента напряженности магнитного поля, А/м2 |
Детали, при контроле которых применяется СОП для настройки дефектоскопа |
СОП-НО-021 |
6500 |
±325 |
Боковые рамы и надрессорные балки тележек 18-100, 18-493 |
СОП-НО-022 |
10500 |
±325 |
Тяговый хомут |
СОП-НО-023 |
12000 |
±325 |
Корпус автосцепки |
СОП-НО-024 |
6500 |
±325 |
Детали тележки 18-102, соединительная балка тележки 18-101 |
СОП-НО-025 |
6500 |
±325 |
Надрессорные балки и рамы тележек КВЗ-И2, ЦМВ, КВЗ-ЦНИИ и КВЗ-5 |
СОП-НО-026 |
8000 |
±325 |
Цельнокатаное колесо |
СОП-НО-027 |
8000 |
±325 |
Сварные соединения котлов вагонов-цистерн |
Примечание. Для СОП, имеющих три ИД, в табл. 1.6 приведено минимальное из трех значений градиента. В паспорте СОП приведены значения градиента напряженности магнитного поля над всеми тремя ИД.